Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Estimation of Electrical-Wave Power in Merang Shore, Terengganu, MalaysiaDokument7 SeitenEstimation of Electrical-Wave Power in Merang Shore, Terengganu, MalaysiaKURNIAWANNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Twin Screw ArrangementsDokument1 SeiteTwin Screw ArrangementsKURNIAWANNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Air Lubrication Influence On Frictional Resistance Reduction of Multi-Purpose Amphibious VehicleDokument4 SeitenAir Lubrication Influence On Frictional Resistance Reduction of Multi-Purpose Amphibious VehicleKURNIAWANNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 1 s2.0 S1875510015303437 MainDokument20 Seiten1 s2.0 S1875510015303437 MainKURNIAWANNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Chapter I. IntroductionDokument19 SeitenChapter I. IntroductionKURNIAWANNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Vessel Maneuverability Guide E-Feb17Dokument111 SeitenVessel Maneuverability Guide E-Feb17KURNIAWAN100% (1)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- OR 10 - HABITAT Training and Exercise System: WIN-LOG 2013Dokument37 SeitenOR 10 - HABITAT Training and Exercise System: WIN-LOG 2013KURNIAWANNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- QIR 2017 - Final (Wiwin S) - ProofreadDokument11 SeitenQIR 2017 - Final (Wiwin S) - ProofreadKURNIAWANNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Ship-To-Objective Maneuver: Department of The Navy Marine Corps Combat Development Command Quantico, VA 22134Dokument25 SeitenShip-To-Objective Maneuver: Department of The Navy Marine Corps Combat Development Command Quantico, VA 22134KURNIAWANNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Cost GuardDokument48 SeitenCost GuardKURNIAWANNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Lec7 PDFDokument3 SeitenLec7 PDFKURNIAWANNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Especially in The Shallow Waters Off Shore and Near Harbors, Large Ships Can Behave in Unexpected WaysDokument8 SeitenEspecially in The Shallow Waters Off Shore and Near Harbors, Large Ships Can Behave in Unexpected WaysKURNIAWANNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Analysis of A Model For Ship ManeuveringDokument34 SeitenAnalysis of A Model For Ship ManeuveringKURNIAWANNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- ISBN: 978-1-5090-6338-3 IEEE Catalog Number: CFP17L31-USBDokument5 SeitenISBN: 978-1-5090-6338-3 IEEE Catalog Number: CFP17L31-USBKURNIAWANNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Schedule of Lecture On Theory of Ship Waves (Wave-Body Interaction Theory)Dokument1 SeiteSchedule of Lecture On Theory of Ship Waves (Wave-Body Interaction Theory)KURNIAWANNoch keine Bewertungen
- Qir 2017 - Final (Wiwin S) - RevDokument11 SeitenQir 2017 - Final (Wiwin S) - RevKURNIAWANNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Laminar Drag Reduction in Microchannels Using Ultrahydrophobic SurfacesDokument9 SeitenLaminar Drag Reduction in Microchannels Using Ultrahydrophobic SurfacesKURNIAWANNoch keine Bewertungen
- Beginner Fortran 90 Tutorial: 1 Basic Program Structure in FortranDokument12 SeitenBeginner Fortran 90 Tutorial: 1 Basic Program Structure in FortranKURNIAWANNoch keine Bewertungen
- POF Scaling Laws 2007Dokument10 SeitenPOF Scaling Laws 2007KURNIAWANNoch keine Bewertungen
- Click' Chemistry in Polymer and Materials Science: ReviewDokument40 SeitenClick' Chemistry in Polymer and Materials Science: ReviewDilip Kumar TiwariNoch keine Bewertungen
- Chapter 3Dokument25 SeitenChapter 3Abel JacobNoch keine Bewertungen
- Casting 1Dokument32 SeitenCasting 1Ahmed MahmoudNoch keine Bewertungen
- Structural Design of A Water Intake Tower Located Inside A ReservoirDokument10 SeitenStructural Design of A Water Intake Tower Located Inside A ReservoirArifullah WazirNoch keine Bewertungen
- Buffer Solutions .Docx 1Dokument8 SeitenBuffer Solutions .Docx 1H.M. AriyanNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Actvated Sludge Process SSWMDokument28 SeitenActvated Sludge Process SSWMGREENLAB ECL TECHNoch keine Bewertungen
- Class X Sample Paper 03 For Board Exam 2019 PDFDokument4 SeitenClass X Sample Paper 03 For Board Exam 2019 PDFApex Institute100% (1)
- AWC WCD5 HeavyTimber ViewOnly 0402Dokument24 SeitenAWC WCD5 HeavyTimber ViewOnly 0402Sand'sZaoldyeckNoch keine Bewertungen
- (Pha6113 Lec) 1ST Shifting ReviewerDokument28 Seiten(Pha6113 Lec) 1ST Shifting ReviewerAndrei RoqueNoch keine Bewertungen
- Current Contractor List Contractor Type PhoneDokument18 SeitenCurrent Contractor List Contractor Type PhoneJawhar FarhatNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Note On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutDokument28 SeitenNote On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutBVoc AutomobileNoch keine Bewertungen
- Paper Bag Making MachineDokument51 SeitenPaper Bag Making MachineAhmed AbbasNoch keine Bewertungen
- 1994 Merriespruit Disaster Paper Fourieetal.01Dokument14 Seiten1994 Merriespruit Disaster Paper Fourieetal.01Mart MugoniNoch keine Bewertungen
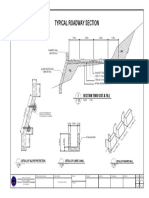
- Typical Roadway SectionDokument1 SeiteTypical Roadway SectionCarmela Ayessa PiguerraNoch keine Bewertungen
- Mig WeldingDokument52 SeitenMig WeldingGaddipati MohankrishnaNoch keine Bewertungen
- Tds Davies Metal PrimerDokument1 SeiteTds Davies Metal PrimerSofriano SaritaNoch keine Bewertungen
- Solution To Problem 111 Normal Stress - Strength of Materials ReviewDokument6 SeitenSolution To Problem 111 Normal Stress - Strength of Materials ReviewNagaraj MuniyandiNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Soil: CDOT Class 1 Backfill-Drained: Material PropertiesDokument8 SeitenSoil: CDOT Class 1 Backfill-Drained: Material PropertiesBraggyyy BarreraNoch keine Bewertungen
- MicromeriticsDokument109 SeitenMicromeriticsSan GalNoch keine Bewertungen
- Oxidizing Alcohols LabDokument4 SeitenOxidizing Alcohols LabAaron LauNoch keine Bewertungen
- Heat, The Mechanical UniverseDokument2 SeitenHeat, The Mechanical UniversealadinsaneNoch keine Bewertungen
- DR 4000 Hardness Method 8030Dokument6 SeitenDR 4000 Hardness Method 8030Eko Yudie SetyawanNoch keine Bewertungen
- Troubleshooting Precast Cracking in Double Tees - tcm77-1306891 PDFDokument5 SeitenTroubleshooting Precast Cracking in Double Tees - tcm77-1306891 PDFsdagnihotriNoch keine Bewertungen
- Separation and Analysis of Binery and Te PDFDokument35 SeitenSeparation and Analysis of Binery and Te PDFDiwakar PatelNoch keine Bewertungen
- Twistlock TestingDokument44 SeitenTwistlock Testingkandahar_specNoch keine Bewertungen
- Sampling and Testing Modified Bituminous Sheet Material: Standard Test Methods ForDokument8 SeitenSampling and Testing Modified Bituminous Sheet Material: Standard Test Methods ForProvocateur SamaraNoch keine Bewertungen
- Johnson-Cook Empirical ModelsDokument14 SeitenJohnson-Cook Empirical ModelsSanaan Khan95% (21)
- MECHANICS (ME10001) : AluminumDokument2 SeitenMECHANICS (ME10001) : AluminumRahulNoch keine Bewertungen
- Theoretical Framework: Compressive Strength TestDokument11 SeitenTheoretical Framework: Compressive Strength TestqwertasdfgNoch keine Bewertungen
- Cross Ref 1Dokument7 SeitenCross Ref 1Devendra KhadeNoch keine Bewertungen
- Piping Engineering Leadership for Process Plant ProjectsVon EverandPiping Engineering Leadership for Process Plant ProjectsBewertung: 5 von 5 Sternen5/5 (1)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresVon EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresBewertung: 1 von 5 Sternen1/5 (2)