Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Pa PB PHN PC PD Pe PF PG: @brace @brace @braceDokument1 SeitePa PB PHN PC PD Pe PF PG: @brace @brace @braceAlejandro RodríguezNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- A Simple Guide To in - Situ Ground Testing Part 1Dokument4 SeitenA Simple Guide To in - Situ Ground Testing Part 1Alejandro RodríguezNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- GMPTRM3004 1 PDFDokument1 SeiteGMPTRM3004 1 PDFAlejandro RodríguezNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Specific Heat and Thermal Diffusivity of Hardening ConcreteDokument6 SeitenSpecific Heat and Thermal Diffusivity of Hardening ConcreteAlejandro RodríguezNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Applications of Steel Fiber Reinforced ConcreteDokument6 SeitenApplications of Steel Fiber Reinforced ConcreteAlejandro RodríguezNoch keine Bewertungen
- Simple Guide To in - Situ Ground Testing Part 2Dokument4 SeitenSimple Guide To in - Situ Ground Testing Part 2Alejandro RodríguezNoch keine Bewertungen
- 305CR Mini Hydraulic Excavator-Before OperationDokument6 Seiten305CR Mini Hydraulic Excavator-Before OperationAlejandro Rodríguez80% (5)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Weld Joint Geometry Welding and NDE Symbols: Module 4 - 1Dokument124 SeitenWeld Joint Geometry Welding and NDE Symbols: Module 4 - 1Alejandro RodríguezNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Effects of Fire On Concrete - AjmDokument5 SeitenEffects of Fire On Concrete - AjmAlejandro Rodríguez100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Removal and Reuse of Hardened ConcreteDokument13 SeitenRemoval and Reuse of Hardened ConcreteAlejandro RodríguezNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Applications of Ferrocement in Low-Cost Housing in MéxicoDokument14 SeitenApplications of Ferrocement in Low-Cost Housing in MéxicoAlejandro RodríguezNoch keine Bewertungen
- Weld and Base Metal Discontinuities: Module 9 - 1Dokument13 SeitenWeld and Base Metal Discontinuities: Module 9 - 1Alejandro RodríguezNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
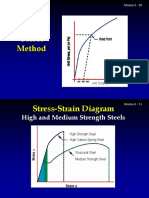
- Offset Method: Unit StrainDokument9 SeitenOffset Method: Unit StrainAlejandro RodríguezNoch keine Bewertungen
- CWI-VIW Gray Case ChecklistDokument10 SeitenCWI-VIW Gray Case ChecklistAlejandro RodríguezNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- RT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorDokument30 SeitenRT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorAlejandro RodríguezNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Visual Inspection and Other NDE Methods and SymbolsDokument17 SeitenVisual Inspection and Other NDE Methods and SymbolsAlejandro RodríguezNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- VIW2006RTDokument80 SeitenVIW2006RTAlejandro RodríguezNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Metal Properties and Destructive Testing: Module 6 - 1Dokument49 SeitenMetal Properties and Destructive Testing: Module 6 - 1Alejandro RodríguezNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- How To Read Welding SymbolsDokument17 SeitenHow To Read Welding SymbolsAlejandro RodríguezNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Module 6 CDokument26 SeitenModule 6 CAlejandro RodríguezNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Module 10 DDokument30 SeitenModule 10 DAlejandro RodríguezNoch keine Bewertungen
- Vietnam Metalworking Supporting Industry: Table of ContentDokument24 SeitenVietnam Metalworking Supporting Industry: Table of ContentNghi TranNoch keine Bewertungen
- Soal CswipDokument1 SeiteSoal Cswipakun jeparaNoch keine Bewertungen
- Types of WeldingDokument10 SeitenTypes of WeldingMuhammad Tauseef ZafarNoch keine Bewertungen
- (Your Business Name Here) - Safe Work Procedure Manual Metal Arc WelderDokument1 Seite(Your Business Name Here) - Safe Work Procedure Manual Metal Arc WelderSafety DeptNoch keine Bewertungen
- Iso 15608Dokument7 SeitenIso 15608korhankarakayaNoch keine Bewertungen
- Gmaw Lap Joint PasDokument2 SeitenGmaw Lap Joint Pasapi-396960463Noch keine Bewertungen
- Yamaha - Training & Dev. Quality ControlDokument119 SeitenYamaha - Training & Dev. Quality ControlSami Zama100% (1)
- Historyy of WeldingsDokument81 SeitenHistoryy of WeldingsSuyash GatkalNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Lincoln Electric POWER MIG - 140 - 180 MODELS PDFDokument56 SeitenLincoln Electric POWER MIG - 140 - 180 MODELS PDFGilberto Garcia100% (1)
- MECHANICAL ENGINEERING DESIGN 1 ReportDokument64 SeitenMECHANICAL ENGINEERING DESIGN 1 ReportMohamad ZaidNoch keine Bewertungen
- Welders QualificationDokument22 SeitenWelders QualificationSreedhar Patnaik.M100% (2)
- 0003 Mi20 00S1 0260 0Dokument22 Seiten0003 Mi20 00S1 0260 0Galih Suksmono AdiNoch keine Bewertungen
- Kuwait 20" Pipeline: OilstoneDokument3 SeitenKuwait 20" Pipeline: OilstoneShravan ThangallapalliNoch keine Bewertungen
- Handy Arc Mig 180i - Usuario y Repuestos - 21007142 V1 IN PDFDokument21 SeitenHandy Arc Mig 180i - Usuario y Repuestos - 21007142 V1 IN PDFChristian AmayaNoch keine Bewertungen
- Aksesore Saldimi PDFDokument28 SeitenAksesore Saldimi PDFmarioNoch keine Bewertungen
- GRA2092 Projection Weld Nut EP WorkbookDokument69 SeitenGRA2092 Projection Weld Nut EP WorkbookJOECOOL67Noch keine Bewertungen
- Esab Cab 300SDokument2 SeitenEsab Cab 300SSadashiva sahooNoch keine Bewertungen
- Section 5. Welding and BrazingDokument27 SeitenSection 5. Welding and BrazingrobinyNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Tig Welding in AluminiumDokument11 SeitenTig Welding in AluminiumMohnishNoch keine Bewertungen
- Flare Groove Welds To HSS CornersDokument6 SeitenFlare Groove Welds To HSS CornersPO AsselinNoch keine Bewertungen
- 11 MIG+MAG+TorchesDokument5 Seiten11 MIG+MAG+TorchesLLNoch keine Bewertungen
- Basic Mechanical Engineering 2Nd Edition Pravin Kumar Full ChapterDokument67 SeitenBasic Mechanical Engineering 2Nd Edition Pravin Kumar Full Chapterjefferson.kleckner559100% (8)
- FroniusDokument156 SeitenFroniuskbreisscribdNoch keine Bewertungen
- 112 Ewf 652r1 11 Sv00 Ewf Guideline Welding Coordination 1090 October 2011Dokument33 Seiten112 Ewf 652r1 11 Sv00 Ewf Guideline Welding Coordination 1090 October 2011Carlos Nombela PalaciosNoch keine Bewertungen
- Super Mig 250Dokument7 SeitenSuper Mig 250asepgunawancjrNoch keine Bewertungen
- WS02 Welding Oxyfuel - MIGDokument2 SeitenWS02 Welding Oxyfuel - MIGsherif115040 BueNoch keine Bewertungen
- Residual Stresses in Steel MembersDokument25 SeitenResidual Stresses in Steel MembersAnaBelle RLNoch keine Bewertungen
- Fabrication - ADDokument39 SeitenFabrication - ADchella_pandianNoch keine Bewertungen
- BS 7570 2000 - 2Dokument18 SeitenBS 7570 2000 - 2Yousab CreatorNoch keine Bewertungen
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontVon EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontBewertung: 4.5 von 5 Sternen4.5/5 (18)
- Waste: One Woman’s Fight Against America’s Dirty SecretVon EverandWaste: One Woman’s Fight Against America’s Dirty SecretBewertung: 5 von 5 Sternen5/5 (1)
- The Cyanide Canary: A True Story of InjusticeVon EverandThe Cyanide Canary: A True Story of InjusticeBewertung: 4 von 5 Sternen4/5 (52)