Das könnte Ihnen auch gefallen
- Gramática Inglesa A1: Domina la gramática de inglés, #1Von EverandGramática Inglesa A1: Domina la gramática de inglés, #1Noch keine Bewertungen
- Clase 8Dokument22 SeitenClase 8Ale Calixto HermosillaNoch keine Bewertungen
- v350 Factory y ConstrucciónDokument7 Seitenv350 Factory y ConstrucciónEric RamirezNoch keine Bewertungen
- Limpieza - Decapado - PasivadoDokument20 SeitenLimpieza - Decapado - PasivadocasaeanNoch keine Bewertungen
- Prevención de Grietas Inducidas Por HidrógenoDokument4 SeitenPrevención de Grietas Inducidas Por Hidrógenolovaldes62Noch keine Bewertungen
- SAIDI Ball ValvesDokument200 SeitenSAIDI Ball ValvesRigobertoMedinaNoch keine Bewertungen
- RoscasDokument19 SeitenRoscasJose GomezNoch keine Bewertungen
- Acabado de Acero InoxidableDokument11 SeitenAcabado de Acero Inoxidablekasparob25Noch keine Bewertungen
- Normas Generales de Uso TORONDokument65 SeitenNormas Generales de Uso TORONEDWIN BALBUENANoch keine Bewertungen
- Homologacion de Procedimiento de SoldaduraDokument106 SeitenHomologacion de Procedimiento de SoldaduraAlvaro GapNoch keine Bewertungen
- Técnica de Soldadura MIG Por Corto Circuit1Dokument3 SeitenTécnica de Soldadura MIG Por Corto Circuit1Alexander Muñoz SánchezNoch keine Bewertungen
- Clasificacion de Los AcerosDokument10 SeitenClasificacion de Los AcerosAlvaro GonzalezNoch keine Bewertungen
- Aseguramiento de La Calidad en Construcciones SoldadasDokument60 SeitenAseguramiento de La Calidad en Construcciones SoldadasElmar CuellarNoch keine Bewertungen
- Soldabilidad de Los Aceros Jez PDFDokument63 SeitenSoldabilidad de Los Aceros Jez PDFTony William ArcosNoch keine Bewertungen
- Seleccion y Diseno de Sistemas de PintadDokument23 SeitenSeleccion y Diseno de Sistemas de PintadMilagros MorantesNoch keine Bewertungen
- AcerosDokument31 SeitenAcerosGiovanny Andres Alvarez BonillaNoch keine Bewertungen
- Metalúrgia de La SoldaduraDokument34 SeitenMetalúrgia de La SoldaduraUniversidad DocumentosNoch keine Bewertungen
- 10-Metalurgia de La Soldadura OkDokument40 Seiten10-Metalurgia de La Soldadura Okludwing romero castilloNoch keine Bewertungen
- 83 - Fundamentos de Piping - Unidad 3 (Pag100-132)Dokument33 Seiten83 - Fundamentos de Piping - Unidad 3 (Pag100-132)caomandanteNoch keine Bewertungen
- Tipos de Aceros para La Fabricacion de Recipientes A Presion PDFDokument4 SeitenTipos de Aceros para La Fabricacion de Recipientes A Presion PDFatespinoza83Noch keine Bewertungen
- Mecanismos de FisuracionDokument38 SeitenMecanismos de FisuracionwchavezbNoch keine Bewertungen
- Acabados ArquitectonicosDokument7 SeitenAcabados ArquitectonicosMilagros Huillca JavierNoch keine Bewertungen
- INSTRUCCION G-IG-017 Fabricacion de Estructuras MetalicasDokument35 SeitenINSTRUCCION G-IG-017 Fabricacion de Estructuras MetalicasGnomo GnominNoch keine Bewertungen
- Corrosion Del Acero de RefuerzoDokument7 SeitenCorrosion Del Acero de RefuerzoJunior Jorge Huacho VizcarraNoch keine Bewertungen
- Nomenclatura de AcerosDokument43 SeitenNomenclatura de AcerosIrvin SotoNoch keine Bewertungen
- Clasificación de Los Procesos de SoldaduraDokument33 SeitenClasificación de Los Procesos de SoldadurawiliamNoch keine Bewertungen
- La Pintura en La ConstrucciónDokument31 SeitenLa Pintura en La ConstrucciónSebastian CryNoch keine Bewertungen
- Tipos de TuberiasDokument4 SeitenTipos de TuberiasDarkSkillerNoch keine Bewertungen
- Ensayos No Destructivos - Ig3 Ipega - MGRDokument78 SeitenEnsayos No Destructivos - Ig3 Ipega - MGRdaniel garces davilaNoch keine Bewertungen
- 3 Metalurgia de La SoldaduraDokument17 Seiten3 Metalurgia de La SoldaduraPatricio Quezada MoralesNoch keine Bewertungen
- Aceros Debilmnte Aleados Resistente A Bajas TemperaturasDokument44 SeitenAceros Debilmnte Aleados Resistente A Bajas TemperaturasRodrigo Cariz100% (2)
- Clasificacion de Aceros PDFDokument46 SeitenClasificacion de Aceros PDFCarlos Mendoza PalominoNoch keine Bewertungen
- 06 Metalurgia Del AceroDokument47 Seiten06 Metalurgia Del Aceroquerero7Noch keine Bewertungen
- SoldabilidadDokument65 SeitenSoldabilidadelkin GomezNoch keine Bewertungen
- Aceros y FundicionesDokument29 SeitenAceros y FundicionesCristhian MezaNoch keine Bewertungen
- Edificaciones MetalicasDokument12 SeitenEdificaciones MetalicasPamela AmadoNoch keine Bewertungen
- Proceso SDokument25 SeitenProceso SMario Cesar Quispe CallapiñaNoch keine Bewertungen
- Aceros HSLADokument3 SeitenAceros HSLAmiguel9andr9s9britoNoch keine Bewertungen
- WeldDokument86 SeitenWeldCOCONEITORNoch keine Bewertungen
- Postcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Dokument8 SeitenPostcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Raphael LinoNoch keine Bewertungen
- Ensayo de Dureza RockwellDokument18 SeitenEnsayo de Dureza RockwellNAOMI DAYANA MALLQUI PRUDENCIONoch keine Bewertungen
- Control de La Corrosión y Como EvitarlaDokument3 SeitenControl de La Corrosión y Como EvitarlaGabriela CalzadillaNoch keine Bewertungen
- Uso de Recubrimientos de Ductos Con Protección CatódicaDokument8 SeitenUso de Recubrimientos de Ductos Con Protección CatódicaomarNoch keine Bewertungen
- Ed SoldaduraDokument46 SeitenEd SoldaduraEd Silvera100% (1)
- Soldaduras No FerrosasDokument34 SeitenSoldaduras No FerrosasLucia Dominguez100% (1)
- 4-1-4 Definicion y Conceptos de EstanqueidadDokument34 Seiten4-1-4 Definicion y Conceptos de EstanqueidadEducacio VisualNoch keine Bewertungen
- SANDVICK - Soldadura de Los Aceros InoxidablesDokument38 SeitenSANDVICK - Soldadura de Los Aceros Inoxidablesalex ro100% (1)
- Comportamiento de Acero Al Carbono GalvanizadoDokument15 SeitenComportamiento de Acero Al Carbono GalvanizadoLeo Raivogan100% (1)
- Tesis Corrosion de Aceros Aunteniticos PDFDokument237 SeitenTesis Corrosion de Aceros Aunteniticos PDFfreddy.sucuytanaNoch keine Bewertungen
- Sherwin Williams - Corrosion y RecubrimientosDokument87 SeitenSherwin Williams - Corrosion y RecubrimientosLuis Alejandro García SánchezNoch keine Bewertungen
- Ucr Tema Xi Preparación de Superficie en Acero Modf.Dokument103 SeitenUcr Tema Xi Preparación de Superficie en Acero Modf.Manuel PeñaNoch keine Bewertungen
- Curso Recubrimientos Anti.Dokument69 SeitenCurso Recubrimientos Anti.Sabas Lopez Martin100% (3)
- Informe de Proteccion Catodica Por Anodo de Corrosion y Sistema de PinturasDokument9 SeitenInforme de Proteccion Catodica Por Anodo de Corrosion y Sistema de PinturasMelissaRodriguezPinoNoch keine Bewertungen
- Preparacion SuperficialDokument27 SeitenPreparacion SuperficialMarcela GomezNoch keine Bewertungen
- Platica ICA MonclovaDokument89 SeitenPlatica ICA MonclovaNancyNoch keine Bewertungen
- Homologacion de AplicadoresDokument75 SeitenHomologacion de AplicadoresJessica TorresNoch keine Bewertungen
- Guia Recubrimientos Metal SikaDokument31 SeitenGuia Recubrimientos Metal SikalpbalantaNoch keine Bewertungen
- Toaz - Info Procedimiento de Granallado y Pintado Rev04 PRDokument31 SeitenToaz - Info Procedimiento de Granallado y Pintado Rev04 PRIgnacio OneilNoch keine Bewertungen
- Protección Anticorrosiva para Plataformas PetrolerasDokument16 SeitenProtección Anticorrosiva para Plataformas PetrolerasFreddy Arturo Pastrana ÁvilaNoch keine Bewertungen
- Recubrimientos IndustrialesDokument185 SeitenRecubrimientos IndustrialesCarlos Rudas Ramirez100% (1)
- Presentación MN-HFDokument17 SeitenPresentación MN-HFheki2000Noch keine Bewertungen
- Terremoto de Lorca.Dokument32 SeitenTerremoto de Lorca.heki2000Noch keine Bewertungen
- Ejecución de Recalce de Muros Por Bataches en Sótano - e-STRUC PDFDokument10 SeitenEjecución de Recalce de Muros Por Bataches en Sótano - e-STRUC PDFheki2000Noch keine Bewertungen
- Bio CementoDokument42 SeitenBio Cementoheki2000Noch keine Bewertungen
- Apuntes Cálculo Estructuras de MaderaDokument10 SeitenApuntes Cálculo Estructuras de Maderaheki2000Noch keine Bewertungen
- Cargas y Sobrecargas NBE-AE-88Dokument29 SeitenCargas y Sobrecargas NBE-AE-88juan floresNoch keine Bewertungen
- UNE 36068-1M - 96 Barras Corrugadas de Acero SoldableDokument2 SeitenUNE 36068-1M - 96 Barras Corrugadas de Acero Soldableheki2000Noch keine Bewertungen
- Circuitos DigitalesDokument40 SeitenCircuitos Digitalesapi-3771560100% (1)
- TEMA 1 - SISTEMAS DE REPRESENTACIÓN GRÁFICA - Elementos Amovibles y Fijos No Estructurales (SUA 1)Dokument14 SeitenTEMA 1 - SISTEMAS DE REPRESENTACIÓN GRÁFICA - Elementos Amovibles y Fijos No Estructurales (SUA 1)Alma Delia Acosta MartinezNoch keine Bewertungen
- Dosificacion de HormigonesDokument10 SeitenDosificacion de HormigonesAbab Makaveli0% (1)
- Estructuras de Datos Con Objetos Visuales - JTable e ImágenesDokument16 SeitenEstructuras de Datos Con Objetos Visuales - JTable e ImágenesJuan Vera CastilloNoch keine Bewertungen
- Conductores Al y Cu DesnudosDokument15 SeitenConductores Al y Cu DesnudosRosmer Ocando MoralesNoch keine Bewertungen
- Lab 8 - Flip Flop - RegistrosDokument11 SeitenLab 8 - Flip Flop - RegistrosBilly Markos Felix GutierrezNoch keine Bewertungen
- Agregados TripticoDokument2 SeitenAgregados TripticoApril Angie ChoqueNoch keine Bewertungen
- Laboratorio Muro TendinosoDokument13 SeitenLaboratorio Muro TendinosoDavid Gaviria HolguínNoch keine Bewertungen
- Codigo de Colores de DiodosDokument3 SeitenCodigo de Colores de DiodosJoscatNoch keine Bewertungen
- Optimize Glass Fish Performance - En.esDokument24 SeitenOptimize Glass Fish Performance - En.esRodolfo Heredia100% (1)
- Dictamen TécnicoDokument5 SeitenDictamen TécnicoWilliam MuñozNoch keine Bewertungen
- Clasificados Web 1006Dokument33 SeitenClasificados Web 1006internetelheraldoNoch keine Bewertungen
- Reporte 5 PavimentosDokument21 SeitenReporte 5 PavimentosAndres Felipe ChavezNoch keine Bewertungen
- Control Fuzzy de Iluminación Mediante MATLABDokument8 SeitenControl Fuzzy de Iluminación Mediante MATLABjlqykNoch keine Bewertungen
- Libro de Instrucciones PDF ChimeneasDokument27 SeitenLibro de Instrucciones PDF Chimeneasmario melladoNoch keine Bewertungen
- Ems Agua y DesagueDokument38 SeitenEms Agua y DesagueStephano Caro GuillenNoch keine Bewertungen
- Habilidades Que Todo Programador Debe de TenerDokument3 SeitenHabilidades Que Todo Programador Debe de TenerKike Jimenez RomeroNoch keine Bewertungen
- Coordinador (A) de Planificación y Control de Gestión PDFDokument2 SeitenCoordinador (A) de Planificación y Control de Gestión PDFHenry Escalona100% (1)
- Control de Polvos en Sistema de Transportes PDFDokument63 SeitenControl de Polvos en Sistema de Transportes PDFSaulNoch keine Bewertungen
- Metrado de Tuberias y Accesorios para SanitarioDokument18 SeitenMetrado de Tuberias y Accesorios para SanitarioSergio Antonio ErazoNoch keine Bewertungen
- 5.2 Recopilar RequisitosDokument30 Seiten5.2 Recopilar RequisitosJavier UturuncoNoch keine Bewertungen
- ERFT 1 - Pérdida de Control de VehículoDokument11 SeitenERFT 1 - Pérdida de Control de VehículoPatricio Andres Berrios JofréNoch keine Bewertungen
- Brochure Curso de Domótica - 24 AgoDokument5 SeitenBrochure Curso de Domótica - 24 AgoDante Heredia ObregonNoch keine Bewertungen
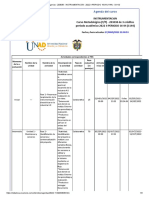
- Agenda - 203038 - Instrumentación - 2022 II Periodo 16-04 (1144) - Sii 4.0Dokument3 SeitenAgenda - 203038 - Instrumentación - 2022 II Periodo 16-04 (1144) - Sii 4.0Jose Nestor cataño padillaNoch keine Bewertungen
- Tarifa de Precios de Sennheiser 2005Dokument12 SeitenTarifa de Precios de Sennheiser 2005djshantiNoch keine Bewertungen
- CARTA #018-2023 AMPLIACIÓN DE PLAZO Nro 02Dokument3 SeitenCARTA #018-2023 AMPLIACIÓN DE PLAZO Nro 02Michael Quispe BasilioNoch keine Bewertungen
- Semana+11+y+12+ 7 Subestaciones+AéreasDokument26 SeitenSemana+11+y+12+ 7 Subestaciones+AéreasYordi AlvitrezNoch keine Bewertungen
- Practica 1 Balanza de Pesos MuertosDokument4 SeitenPractica 1 Balanza de Pesos MuertoslightninfireNoch keine Bewertungen
- Propuesta Comercial - EDIFICIO PASADENA 103 - PROPIEDAD HORIZONTALDokument6 SeitenPropuesta Comercial - EDIFICIO PASADENA 103 - PROPIEDAD HORIZONTALSergio LeonNoch keine Bewertungen
- Manual AA Modelos BS26WFCRBS26WCCRBS35WFCRBS35WCCRBS53WFCRBS45CPBS55CPDokument28 SeitenManual AA Modelos BS26WFCRBS26WCCRBS35WFCRBS35WCCRBS53WFCRBS45CPBS55CPAdrian GonzalezNoch keine Bewertungen