Das könnte Ihnen auch gefallen
- Technology QuestionsDokument11 SeitenTechnology QuestionsVijaya BaraniNoch keine Bewertungen
- General Question Paper 1Dokument5 SeitenGeneral Question Paper 1indusampathNoch keine Bewertungen
- Soalan Cswip 3.1 Set 3 GeneralDokument3 SeitenSoalan Cswip 3.1 Set 3 GeneralShamsul Affendi25% (4)
- GENERAL5 Answer-1Dokument4 SeitenGENERAL5 Answer-1JlkKumarNoch keine Bewertungen
- General3 AnswerDokument4 SeitenGeneral3 AnswerAnonymous 8bH7sXpcEHNoch keine Bewertungen
- CSWIP 3.1 (Updates-2016) : General - 1Dokument9 SeitenCSWIP 3.1 (Updates-2016) : General - 1PradeepNoch keine Bewertungen
- General Multi - Choice 1Dokument6 SeitenGeneral Multi - Choice 1AnandNoch keine Bewertungen
- Cswip 3.1 Practice QuestionDokument22 SeitenCswip 3.1 Practice QuestionKoya ThangalNoch keine Bewertungen
- Ecet - Welding, Forging and Foundry1Dokument13 SeitenEcet - Welding, Forging and Foundry1GENESIS ENGINEERS ACADEMYNoch keine Bewertungen
- General MCQ's Paper 4 AnsDokument4 SeitenGeneral MCQ's Paper 4 AnsJawed AkhterNoch keine Bewertungen
- Wis 5 Eoca AnswersDokument34 SeitenWis 5 Eoca AnswersAli ClubistNoch keine Bewertungen
- Paper 10Dokument8 SeitenPaper 10Kani Al BazirNoch keine Bewertungen
- TECHNOLOGY1 Answer-1Dokument6 SeitenTECHNOLOGY1 Answer-1JlkKumarNoch keine Bewertungen
- Exam 9 Version 1 Tech@General-1Dokument15 SeitenExam 9 Version 1 Tech@General-1Mebri ArdiantoniNoch keine Bewertungen
- WIS 5 EOCA QuestionsDokument31 SeitenWIS 5 EOCA QuestionsAli ClubistNoch keine Bewertungen
- Chapter-17 Weldability ....Dokument6 SeitenChapter-17 Weldability ....shahid khanNoch keine Bewertungen
- Welding Inspection, Steels - WIS 5: Multi - Choice End of Course Assessment Question Paper (MSR-AWI-1)Dokument8 SeitenWelding Inspection, Steels - WIS 5: Multi - Choice End of Course Assessment Question Paper (MSR-AWI-1)Le Tuan100% (1)
- WISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014Dokument8 SeitenWISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014rinhycraNoch keine Bewertungen
- Technology 1Dokument9 SeitenTechnology 1Prabhu KalpakkamNoch keine Bewertungen
- TECHNOLOGY2 Solve Answer-1Dokument7 SeitenTECHNOLOGY2 Solve Answer-1JlkKumarNoch keine Bewertungen
- Cswip 3.1 QU MSR WI 4 05Dokument8 SeitenCswip 3.1 QU MSR WI 4 05Luan Nguyen100% (3)
- Wi Cswip 3.1 Part 21Dokument8 SeitenWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahNoch keine Bewertungen
- Wa0082 PDFDokument34 SeitenWa0082 PDFmiteshNoch keine Bewertungen
- Twi Cswip 3.1 Set-4b - 1Dokument5 SeitenTwi Cswip 3.1 Set-4b - 1miteshNoch keine Bewertungen
- Cswip3.1 Question 1Dokument9 SeitenCswip3.1 Question 1mohammed dallyNoch keine Bewertungen
- General 3Dokument4 SeitenGeneral 3Sobia KalsoomNoch keine Bewertungen
- Appendix 1 2017Dokument34 SeitenAppendix 1 2017Sohrab FarmanNoch keine Bewertungen
- TECHNOLOGY5 AnswerDokument8 SeitenTECHNOLOGY5 AnswerNashaat DhyaaNoch keine Bewertungen
- CSWIPDokument3 SeitenCSWIPBox Empty100% (2)
- Qu MSR Wi 1 05Dokument8 SeitenQu MSR Wi 1 05Shankar Gurusamy100% (1)
- Cswip 3.1 QU MSR WI 3 05Dokument8 SeitenCswip 3.1 QU MSR WI 3 05Luan Nguyen100% (1)
- Technology Multiple Choice 3Dokument10 SeitenTechnology Multiple Choice 3Alex KullehNoch keine Bewertungen
- WISS CSWIP Technology Multiple Choice Exam 1 Version A 18 August 2014Dokument10 SeitenWISS CSWIP Technology Multiple Choice Exam 1 Version A 18 August 2014rinhycraNoch keine Bewertungen
- Paper 1Dokument6 SeitenPaper 1Umaibalan100% (1)
- Practice 7 Questions - CSWIPDokument12 SeitenPractice 7 Questions - CSWIPravichandran0506100% (1)
- Cswip Questions and AnswerDokument4 SeitenCswip Questions and Answerenels770% (2)
- Cswip Qa 1 - 300 QaDokument64 SeitenCswip Qa 1 - 300 QaIyappan BaluNoch keine Bewertungen
- TWI CSWIP 3.1 Wis 5 Welding Inspection Practical Visual Inspection of Pipe WeldsDokument11 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection Practical Visual Inspection of Pipe WeldsJohn DareNoch keine Bewertungen
- Multi - Choice Question Paper (MSR-WI-1)Dokument8 SeitenMulti - Choice Question Paper (MSR-WI-1)Karit Hawichit100% (1)
- CHAPTER-16 Welding Consumable....Dokument9 SeitenCHAPTER-16 Welding Consumable....shahid khanNoch keine Bewertungen
- Test No 5Dokument3 SeitenTest No 5Muhammad AsimNoch keine Bewertungen
- Sample CSWIP Questions 1571543456Dokument42 SeitenSample CSWIP Questions 1571543456Evandro Silva50% (2)
- CSWIP 3.1 Quiz: Multi-Choice QuestionsDokument5 SeitenCSWIP 3.1 Quiz: Multi-Choice QuestionsSaif UllahNoch keine Bewertungen
- Ans. Cswip555 Q&ADokument8 SeitenAns. Cswip555 Q&AMyak OkuokuNoch keine Bewertungen
- Cswip Multi Choice Questions With AnswersDokument19 SeitenCswip Multi Choice Questions With AnswersNeel Mukherjee0% (1)
- Exam - 3Dokument11 SeitenExam - 3Stanley Alex100% (1)
- Afternoon Quiz Set 3Dokument64 SeitenAfternoon Quiz Set 3Anonymous 5iv0i3cZ100% (1)
- Cswip QuestioDokument15 SeitenCswip Questioniminkp123100% (1)
- TECHNOLOGY3 AnswerDokument7 SeitenTECHNOLOGY3 Answerابومحمد الكنانيNoch keine Bewertungen
- Cswip3.1 QuestionsDokument127 SeitenCswip3.1 Questionsshafisham4u50% (2)
- Welding Inspection: Multi-Choice Questions Paper 4 Please Return This Paper UnmarkedDokument5 SeitenWelding Inspection: Multi-Choice Questions Paper 4 Please Return This Paper UnmarkedSuffian AliNoch keine Bewertungen
- GENERAL2 Solve AnswerDokument3 SeitenGENERAL2 Solve AnswerJlkKumar80% (5)
- Test No 4ccDokument4 SeitenTest No 4ccSalman GhaffarNoch keine Bewertungen
- CSWIP 3.1 Multiple QuestionDokument4 SeitenCSWIP 3.1 Multiple Questionkhaliq516186% (22)
- Welding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedDokument4 SeitenWelding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedLaith SalmanNoch keine Bewertungen
- WISS CSWIP General Multiple Choice Exam 3 Version A 18 August 2014Dokument5 SeitenWISS CSWIP General Multiple Choice Exam 3 Version A 18 August 2014rinhycra100% (1)
- General Multi Choice Paper - 3Dokument4 SeitenGeneral Multi Choice Paper - 3Chinni KrishnaNoch keine Bewertungen
- General 2Dokument4 SeitenGeneral 2AnandNoch keine Bewertungen
- Multiple Choice Question & Answer: Welding - Cswip-3.1Dokument46 SeitenMultiple Choice Question & Answer: Welding - Cswip-3.1rimpi100% (1)
- CSWIP 3.2 Multiple ChoiceDokument10 SeitenCSWIP 3.2 Multiple Choicerandhir kumar jha0% (1)
- MLN 01 PDFDokument6 SeitenMLN 01 PDFadityacareNoch keine Bewertungen
- API 510 Sample QuestionsDokument10 SeitenAPI 510 Sample Questionsbichibtech1Noch keine Bewertungen
- CSWIP 3.1-2010 The Welding Inspection of SteelDokument317 SeitenCSWIP 3.1-2010 The Welding Inspection of Steelapply19842371100% (1)
- 9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Dokument32 Seiten9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad AliNoch keine Bewertungen
- Apunte Muy Bueno Sobre Dislocaciones y Mecanismos para Aumentar La Resistencia de MaterialesDokument15 SeitenApunte Muy Bueno Sobre Dislocaciones y Mecanismos para Aumentar La Resistencia de Materialesspc_2278942Noch keine Bewertungen
- 01 Radiographic Testing Procedure - Sept 2016Dokument48 Seiten01 Radiographic Testing Procedure - Sept 2016Jawed AkhterNoch keine Bewertungen
- Section 5 Non Destructive TestingDokument49 SeitenSection 5 Non Destructive TestingJawed AkhterNoch keine Bewertungen
- 16 Welding ConsumablesDokument63 Seiten16 Welding ConsumablesJawed AkhterNoch keine Bewertungen
- 2 Terms and Definitions SectionDokument12 Seiten2 Terms and Definitions SectionJawed AkhterNoch keine Bewertungen
- 9 Welding SymbolsDokument53 Seiten9 Welding SymbolsJawed AkhterNoch keine Bewertungen
- 16 Welding ConsumablesDokument63 Seiten16 Welding ConsumablesJawed AkhterNoch keine Bewertungen
- CSWIP Day 1Dokument71 SeitenCSWIP Day 1Les D ChavezNoch keine Bewertungen
- 17 Weldability of SteelsDokument40 Seiten17 Weldability of SteelsJawed Akhter100% (1)
- 2 Terms and Definitions SectionDokument12 Seiten2 Terms and Definitions SectionJawed AkhterNoch keine Bewertungen
- API CoursesDokument14 SeitenAPI CoursesOmar Alkubaici100% (2)
- Asme Section Ix Practice QuestionsDokument12 SeitenAsme Section Ix Practice QuestionsAnonymous 2zpiaauYat50% (6)
- Study Sheets Based On API 653 Exam InformationDokument7 SeitenStudy Sheets Based On API 653 Exam InformationDevin Hardy100% (1)
- ASME Pressure VesselsDokument41 SeitenASME Pressure VesselsJawed Akhter100% (1)
- API CoursesDokument14 SeitenAPI CoursesOmar Alkubaici100% (2)
- Api 653 Points To Recall PDFDokument20 SeitenApi 653 Points To Recall PDFJawed AkhterNoch keine Bewertungen
- Irodov. Basic Laws of ElectromagnetismDokument316 SeitenIrodov. Basic Laws of ElectromagnetismDiego AntonioNoch keine Bewertungen
- Calibration (Hydrotest Equipmt)Dokument2 SeitenCalibration (Hydrotest Equipmt)Jawed AkhterNoch keine Bewertungen
- A Brief Synopsis ofDokument54 SeitenA Brief Synopsis ofNO ONENoch keine Bewertungen
- API 653 Daily Exam 1Dokument45 SeitenAPI 653 Daily Exam 1Dinesh Subasinghe100% (1)
- Lesson 03 UG98 - New2 MAWPDokument6 SeitenLesson 03 UG98 - New2 MAWPVinoth Kumar SubramaniNoch keine Bewertungen
- Piping GuideDokument19 SeitenPiping GuideJawed AkhterNoch keine Bewertungen
- Weld Discontinuity Evaluation GuideDokument20 SeitenWeld Discontinuity Evaluation GuideJawed AkhterNoch keine Bewertungen
- CSWIP 3.1 Question and AnswerDokument31 SeitenCSWIP 3.1 Question and AnswerDevendran Marappan92% (52)
- Some Tips For Mechanical Engineer - PipingDokument5 SeitenSome Tips For Mechanical Engineer - PipingJawed AkhterNoch keine Bewertungen
- 17.weldability - McqsDokument5 Seiten17.weldability - McqsJawed AkhterNoch keine Bewertungen
- Software Hackathon Problem StatementsDokument2 SeitenSoftware Hackathon Problem StatementsLinusNelson100% (2)
- Sec2 8 PDFDokument3 SeitenSec2 8 PDFpolistaNoch keine Bewertungen
- Learner Guide HDB Resale Procedure and Financial Plan - V2Dokument0 SeitenLearner Guide HDB Resale Procedure and Financial Plan - V2wangks1980Noch keine Bewertungen
- Step-7 Sample ProgramDokument6 SeitenStep-7 Sample ProgramAmitabhaNoch keine Bewertungen
- Civil NatureDokument3 SeitenCivil NatureZ_Jahangeer100% (4)
- Procurement Audit PlanDokument12 SeitenProcurement Audit PlanMustafa Bilal100% (1)
- Alphacenter Utilities: Installation GuideDokument24 SeitenAlphacenter Utilities: Installation GuideJeffersoOnn JulcamanyanNoch keine Bewertungen
- DFUN Battery Monitoring Solution Project Reference 2022 V5.0Dokument50 SeitenDFUN Battery Monitoring Solution Project Reference 2022 V5.0A Leon RNoch keine Bewertungen
- Spare Parts ManagementDokument21 SeitenSpare Parts Managementdajit1100% (1)
- Cencon Atm Security Lock Installation InstructionsDokument24 SeitenCencon Atm Security Lock Installation InstructionsbiggusxNoch keine Bewertungen
- Andrews C145385 Shareholders DebriefDokument9 SeitenAndrews C145385 Shareholders DebriefmrdlbishtNoch keine Bewertungen
- BS en Iso 11666-2010Dokument26 SeitenBS en Iso 11666-2010Ali Frat SeyranNoch keine Bewertungen
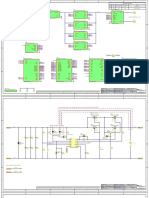
- Scheme Bidirectional DC-DC ConverterDokument16 SeitenScheme Bidirectional DC-DC ConverterNguyễn Quang KhoaNoch keine Bewertungen
- Summary - A Short Course On Swing TradingDokument2 SeitenSummary - A Short Course On Swing TradingsumonNoch keine Bewertungen
- Key Features of A Company 1. Artificial PersonDokument19 SeitenKey Features of A Company 1. Artificial PersonVijayaragavan MNoch keine Bewertungen
- Salva v. MakalintalDokument2 SeitenSalva v. MakalintalGain DeeNoch keine Bewertungen
- Modeling and Fuzzy Logic Control of A Quadrotor UAVDokument5 SeitenModeling and Fuzzy Logic Control of A Quadrotor UAVAnonymous kw8Yrp0R5rNoch keine Bewertungen
- NCR Minimum WageDokument2 SeitenNCR Minimum WageJohnBataraNoch keine Bewertungen
- Common Base AmplifierDokument6 SeitenCommon Base AmplifierMuhammad SohailNoch keine Bewertungen
- Manulife Health Flex Cancer Plus Benefit IllustrationDokument2 SeitenManulife Health Flex Cancer Plus Benefit Illustrationroschi dayritNoch keine Bewertungen
- Rideable Segway Clone - Low Cost and Easy Build: Digital MPU6050 Accelerometer/gyro IMU BoardDokument45 SeitenRideable Segway Clone - Low Cost and Easy Build: Digital MPU6050 Accelerometer/gyro IMU BoardpaolaNoch keine Bewertungen
- Invoice Acs # 18 TDH Dan Rof - Maret - 2021Dokument101 SeitenInvoice Acs # 18 TDH Dan Rof - Maret - 2021Rafi RaziqNoch keine Bewertungen
- NYLJtuesday BDokument28 SeitenNYLJtuesday BPhilip Scofield50% (2)
- Oasis 360 Overview 0710Dokument21 SeitenOasis 360 Overview 0710mychar600% (1)
- Oddball NichesDokument43 SeitenOddball NichesRey Fuego100% (1)
- The Fundamentals of Investing PPT 2.4.4.G1Dokument36 SeitenThe Fundamentals of Investing PPT 2.4.4.G1Lùh HùñçhòNoch keine Bewertungen
- ProAim InstructionsDokument1 SeiteProAim Instructionsfeli24arias06Noch keine Bewertungen
- MML3 Journal To CapcomDokument103 SeitenMML3 Journal To CapcomFer BarcenaNoch keine Bewertungen
- Certification DSWD Educational AssistanceDokument3 SeitenCertification DSWD Educational AssistancePatoc Stand Alone Senior High School (Region VIII - Leyte)Noch keine Bewertungen
- Ril Competitive AdvantageDokument7 SeitenRil Competitive AdvantageMohitNoch keine Bewertungen