Das könnte Ihnen auch gefallen
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationVon EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNoch keine Bewertungen
- Monitored Safety Valves For Fluid PowerDokument10 SeitenMonitored Safety Valves For Fluid Powerரவி குமார்Noch keine Bewertungen
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsVon EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsBewertung: 3.5 von 5 Sternen3.5/5 (14)
- MACD Promo EmersonZoneSafety WP JR 08202019Dokument5 SeitenMACD Promo EmersonZoneSafety WP JR 08202019Khor Tze MingNoch keine Bewertungen
- WP Online Safety Valve Testing 04.2008 PDFDokument10 SeitenWP Online Safety Valve Testing 04.2008 PDFAntonio PerezNoch keine Bewertungen
- Upgrading Ammonia Plant ESD SystemDokument8 SeitenUpgrading Ammonia Plant ESD SystemhenriquezrsNoch keine Bewertungen
- Reciprocating Compressor Performance and Safety Prediction For Control PanelsDokument21 SeitenReciprocating Compressor Performance and Safety Prediction For Control Panelsshank100Noch keine Bewertungen
- HYGUARD Safety CouplingsDokument32 SeitenHYGUARD Safety CouplingsropmachadoNoch keine Bewertungen
- X Paper 19Dokument17 SeitenX Paper 19mohdfirdausNoch keine Bewertungen
- Raising The Alarm - Understanding The Operator's Perspective On Refinery Process AlarmsDokument5 SeitenRaising The Alarm - Understanding The Operator's Perspective On Refinery Process AlarmsNaiduJagarapuNoch keine Bewertungen
- Problems Booklet SolutionDokument109 SeitenProblems Booklet Solutionridha Ben AliNoch keine Bewertungen
- PB4102Dokument2 SeitenPB4102parrastevens930Noch keine Bewertungen
- Accident Avoiding of Punching Machine ReportDokument31 SeitenAccident Avoiding of Punching Machine ReportpramodassNoch keine Bewertungen
- Ppis 9Dokument5 SeitenPpis 9Fadilah Bint AbdulakeemNoch keine Bewertungen
- Jari Kirmanen, Metso Automatic Inc, Finland, Discusses The Applications For High End Intelligent Emergency ValvesDokument4 SeitenJari Kirmanen, Metso Automatic Inc, Finland, Discusses The Applications For High End Intelligent Emergency ValvesJUAN CARLOSNoch keine Bewertungen
- Basic Occupatio Nal Safety & Health: 1) The Principles of Machine GuardingDokument7 SeitenBasic Occupatio Nal Safety & Health: 1) The Principles of Machine GuardingHurty James DayonNoch keine Bewertungen
- WKS 6 Forest Harvesting Lockout Sawmill IsolationDokument4 SeitenWKS 6 Forest Harvesting Lockout Sawmill IsolationJuan Ismael Carmona RodríguezNoch keine Bewertungen
- Auma ActuatorsDokument56 SeitenAuma ActuatorsSupratik MukherjeeNoch keine Bewertungen
- Safety Information LMS68-HR25Dokument144 SeitenSafety Information LMS68-HR25RobertIsaiRuizAcostaNoch keine Bewertungen
- Safety Switches: Selection Criteria Prosafe Trapped KeyDokument160 SeitenSafety Switches: Selection Criteria Prosafe Trapped Keylobornikova8428Noch keine Bewertungen
- BA Maxicat-GB Juni 2015 PDFDokument14 SeitenBA Maxicat-GB Juni 2015 PDFKheiro BelhadiaNoch keine Bewertungen
- PROTMAN2Dokument9 SeitenPROTMAN2David DuncanNoch keine Bewertungen
- Pressure Relief With Rupture DiscsDokument3 SeitenPressure Relief With Rupture DiscsValesh MonisNoch keine Bewertungen
- Jet Pulse Fabric Filter - Safety ManualDokument25 SeitenJet Pulse Fabric Filter - Safety ManualAmjed100% (1)
- Fresh Air Flap: Machine Manual En-21017.831-FDokument21 SeitenFresh Air Flap: Machine Manual En-21017.831-FRahmat YusufNoch keine Bewertungen
- Guide To Testing and Maintaining Fire Dampers - ISHNDokument3 SeitenGuide To Testing and Maintaining Fire Dampers - ISHNMoiz TinwalaNoch keine Bewertungen
- Machine GuardingDokument8 SeitenMachine GuardingEvan Charl MoraledaNoch keine Bewertungen
- Throttle Valve in The Tertiary Air DuctDokument23 SeitenThrottle Valve in The Tertiary Air DuctRahmat HidayatNoch keine Bewertungen
- LSA44.3 - Maintenance ManualDokument28 SeitenLSA44.3 - Maintenance ManualMuhammad HaekalNoch keine Bewertungen
- MOS Journal Paper PDFDokument12 SeitenMOS Journal Paper PDFmgkvprNoch keine Bewertungen
- Electric Actuators in The Oil and Gas IndustryDokument4 SeitenElectric Actuators in The Oil and Gas IndustryGordinhorsNoch keine Bewertungen
- CaseStudy PracticalSafetySolutionForSetupModeDokument11 SeitenCaseStudy PracticalSafetySolutionForSetupModeGianniNoch keine Bewertungen
- Safety in Process Plant DesignDokument8 SeitenSafety in Process Plant DesignKannanGKNoch keine Bewertungen
- 986001AIBDokument13 Seiten986001AIByousuf dokamNoch keine Bewertungen
- Machine Safety Backup With CommunicationsDokument8 SeitenMachine Safety Backup With CommunicationsKhor Tze MingNoch keine Bewertungen
- Plant Operating ManualDokument28 SeitenPlant Operating Manualshabbir100% (1)
- 2015 5 Talarico Casale Reliable Design of Ammonia and Urea PlantsDokument16 Seiten2015 5 Talarico Casale Reliable Design of Ammonia and Urea PlantsMichael Taylor WarrenNoch keine Bewertungen
- Lesson 7 Control of Hazardous Energy: 10 Hour OSHA ConstructionDokument29 SeitenLesson 7 Control of Hazardous Energy: 10 Hour OSHA ConstructionCarlos LopézNoch keine Bewertungen
- SWP-10 LockoutTagout (LOTO)Dokument6 SeitenSWP-10 LockoutTagout (LOTO)ShafiqNoch keine Bewertungen
- Aventics Valve Systems BrochureDokument20 SeitenAventics Valve Systems BrochureElshan jalilzadehNoch keine Bewertungen
- Pis18-Safety Requirements For Using Hand-Fed Platen (Die-Cutting) MachinesDokument7 SeitenPis18-Safety Requirements For Using Hand-Fed Platen (Die-Cutting) MachinesYassin SajidNoch keine Bewertungen
- In FQM enDokument8 SeitenIn FQM enVao Van Ngam VaoNoch keine Bewertungen
- Spectrum Ts Green BookDokument398 SeitenSpectrum Ts Green Bookadonay100% (1)
- LSA46.3 ManualDokument24 SeitenLSA46.3 ManualDaniel ArdilaNoch keine Bewertungen
- Asco Pilot Valve Operating ManualDokument7 SeitenAsco Pilot Valve Operating ManualSankar SasmalNoch keine Bewertungen
- Compressor BrochureDokument5 SeitenCompressor Brochuremaximusala83Noch keine Bewertungen
- Fluid Control Technologies For O&GDokument20 SeitenFluid Control Technologies For O&GAnoop GreyMNoch keine Bewertungen
- An-T80016 Maintenance Override Programming 01Dokument12 SeitenAn-T80016 Maintenance Override Programming 01jaysonlkhNoch keine Bewertungen
- Outcome 1 Tutorial 1 - Plant Operations: UNIT 47: Engineering Plant TechnologyDokument6 SeitenOutcome 1 Tutorial 1 - Plant Operations: UNIT 47: Engineering Plant TechnologyHakiimuddin ShaariNoch keine Bewertungen
- Tal 047Dokument28 SeitenTal 047solomon seyoumNoch keine Bewertungen
- E-C.2.4-HQ-PRO-001 Process and Mechanical Valving and Isolation PhilosophyDokument16 SeitenE-C.2.4-HQ-PRO-001 Process and Mechanical Valving and Isolation Philosophyagaricus100% (2)
- Plastics Extrusion Presses - HSEDokument3 SeitenPlastics Extrusion Presses - HSEVladan MitrovicNoch keine Bewertungen
- Beyond Fault Tolerance: Third Generation SIS Approaches For Optimizing Safety Integrity and Operational AvailabilityDokument5 SeitenBeyond Fault Tolerance: Third Generation SIS Approaches For Optimizing Safety Integrity and Operational Availabilitymohamed.abodakika97Noch keine Bewertungen
- Protect Safety Valves Using Rupture DiscsDokument2 SeitenProtect Safety Valves Using Rupture DiscsBramJanssen76Noch keine Bewertungen
- Steam Turbine ProtectionDokument5 SeitenSteam Turbine ProtectionRajesh P100% (1)
- Leroy Somer Generator ManualDokument28 SeitenLeroy Somer Generator ManualLeo Burns100% (1)
- ARC White Paper HIMax May09Dokument16 SeitenARC White Paper HIMax May09Andy Kong KingNoch keine Bewertungen
- Lsa 49.3Dokument28 SeitenLsa 49.3Rafki ChandraNoch keine Bewertungen
- Siemens SafetyDokument40 SeitenSiemens SafetyYW ChongNoch keine Bewertungen
- Ads 000014 02 en PDFDokument40 SeitenAds 000014 02 en PDFalexsandr0% (1)
- JokesDokument27 SeitenJokesArun KumarNoch keine Bewertungen
- Natural Gas and LPG DataDokument2 SeitenNatural Gas and LPG DataArun KumarNoch keine Bewertungen
- Candidate Appraisal FormDokument2 SeitenCandidate Appraisal FormArun KumarNoch keine Bewertungen
- Ehandbook Process Safety 1309 PDFDokument15 SeitenEhandbook Process Safety 1309 PDFArun KumarNoch keine Bewertungen
- PoetryDokument2 SeitenPoetryArun KumarNoch keine Bewertungen
- 13 Parking ControlDokument62 Seiten13 Parking ControlArun KumarNoch keine Bewertungen
- Load Cell CalculationsDokument6 SeitenLoad Cell CalculationsArun KumarNoch keine Bewertungen
- Melting Points of MetalsDokument1 SeiteMelting Points of MetalsArun KumarNoch keine Bewertungen
- Cutting Plate 2Dokument1 SeiteCutting Plate 2Arun KumarNoch keine Bewertungen
- Non Veg DishesDokument99 SeitenNon Veg DishesArun KumarNoch keine Bewertungen
- Load Cell CalculationsDokument6 SeitenLoad Cell CalculationsArun KumarNoch keine Bewertungen
- Nyc-Asme 2013 PDFDokument45 SeitenNyc-Asme 2013 PDFEvriMert RüzgArdaNoch keine Bewertungen
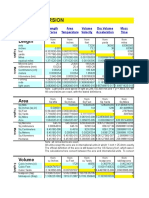
- Unit Conversion: LengthDokument35 SeitenUnit Conversion: LengthAnonymous 8aj9gk7GCLNoch keine Bewertungen
- Veg DishesDokument45 SeitenVeg DishesArun KumarNoch keine Bewertungen
- Seko Dosing DiaDokument12 SeitenSeko Dosing DiaSeptriani LaoliNoch keine Bewertungen
- Veg DishesDokument45 SeitenVeg DishesArun KumarNoch keine Bewertungen
- Industrial Pipe Marking GuideDokument2 SeitenIndustrial Pipe Marking GuideArun KumarNoch keine Bewertungen
- Pug Mills / Paddle Mixers: Design & Principles of OperationDokument1 SeitePug Mills / Paddle Mixers: Design & Principles of OperationArun KumarNoch keine Bewertungen
- Earthing RulesDokument9 SeitenEarthing RulesArun KumarNoch keine Bewertungen
- Melting Points of MetalsDokument1 SeiteMelting Points of MetalsArun KumarNoch keine Bewertungen
- Windows 10 TipsDokument7 SeitenWindows 10 TipswofebaNoch keine Bewertungen
- Risk Ranking TemplateDokument4 SeitenRisk Ranking TemplateArun KumarNoch keine Bewertungen
- QMS For Shah Promotors & Developers PDFDokument52 SeitenQMS For Shah Promotors & Developers PDFAhmed El Shafie100% (3)
- Geometry Formula SheetDokument1 SeiteGeometry Formula SheetArun KumarNoch keine Bewertungen
- Ims Iso 9001 Iso 14001 Ohsas 18001 Documentation PackageDokument9 SeitenIms Iso 9001 Iso 14001 Ohsas 18001 Documentation PackageArun KumarNoch keine Bewertungen
- Safety Management SystemDokument17 SeitenSafety Management SystemPradeep NegiNoch keine Bewertungen
- Glass GlossaryDokument3 SeitenGlass GlossaryArun Kumar100% (1)
- Glass Bead Making F'urnaceDokument3 SeitenGlass Bead Making F'urnaceArun KumarNoch keine Bewertungen
- SKF BRGDokument22 SeitenSKF BRGVijeth99Noch keine Bewertungen
- Router Board Performance TestsDokument2 SeitenRouter Board Performance TestsedkaviNoch keine Bewertungen
- TECHNICAL MATH P1 GR11 MEMO NOV2022 - Afrikaans+EnglishDokument14 SeitenTECHNICAL MATH P1 GR11 MEMO NOV2022 - Afrikaans+EnglishK MhariNoch keine Bewertungen
- ASTM F152 Gaskets Tension TestingDokument3 SeitenASTM F152 Gaskets Tension TestingDieguitoOmarMoralesNoch keine Bewertungen
- Serto Up To Date 33Dokument7 SeitenSerto Up To Date 33Teesing BVNoch keine Bewertungen
- Hvac - Iec 60840Dokument1 SeiteHvac - Iec 60840NirmalKumarSelvarajNoch keine Bewertungen
- Schuetz Et Al., 2013Dokument6 SeitenSchuetz Et Al., 2013IrisCoraymaGuevaraSilvaNoch keine Bewertungen
- Surge Arresters: Selection, Application and Testing: Pass YouDokument30 SeitenSurge Arresters: Selection, Application and Testing: Pass YouOoi Ban JuanNoch keine Bewertungen
- DMD Effects in MMF and Delay CalculationDokument7 SeitenDMD Effects in MMF and Delay CalculationMartin Escribano MadinaNoch keine Bewertungen
- RBH AxiomV Catalog v2011Dokument16 SeitenRBH AxiomV Catalog v2011Sundar RamasamyNoch keine Bewertungen
- Mongo DB Basic CommandsDokument15 SeitenMongo DB Basic CommandsgauriNoch keine Bewertungen
- Mech 473 Lectures: Professor Rodney HerringDokument40 SeitenMech 473 Lectures: Professor Rodney HerringWalid Ben AmirNoch keine Bewertungen
- Psychological, Social and Environmental BarriersDokument12 SeitenPsychological, Social and Environmental BarrierssaifNoch keine Bewertungen
- HSM Info and CommandsDokument17 SeitenHSM Info and CommandsapmountNoch keine Bewertungen
- NUS Past Year PaperDokument8 SeitenNUS Past Year PaperSteven KuaNoch keine Bewertungen
- Article - Designing Sand Cores and ToolingDokument4 SeitenArticle - Designing Sand Cores and ToolingroyhanNoch keine Bewertungen
- Trihedron TNB Frame PDFDokument43 SeitenTrihedron TNB Frame PDFAneelaNoch keine Bewertungen
- Economics 101: Interactive BrokersDokument11 SeitenEconomics 101: Interactive BrokersDennys FreireNoch keine Bewertungen
- A Study of Metro Manilas Public Transportation SeDokument19 SeitenA Study of Metro Manilas Public Transportation Segundranken08Noch keine Bewertungen
- Flight Control SurfacesDokument28 SeitenFlight Control Surfacesjan paul de leonNoch keine Bewertungen
- Piezoelectric Generator Harvesting Bike VibrationsDokument7 SeitenPiezoelectric Generator Harvesting Bike VibrationsVladimir VladimirNoch keine Bewertungen
- Control Systems Design ProjectDokument3 SeitenControl Systems Design ProjectHasan ÇalışkanNoch keine Bewertungen
- Nbme Usmle Score TableDokument1 SeiteNbme Usmle Score TableThara Foreste-Magloire70% (10)
- F2700 PDFDokument12 SeitenF2700 PDFAhmad Zubair RasulyNoch keine Bewertungen
- DD210-V 9604sb PDFDokument4 SeitenDD210-V 9604sb PDFBrandon MoralesNoch keine Bewertungen
- 1520 0477 Bams D 22 0164.1Dokument22 Seiten1520 0477 Bams D 22 0164.1Slobodna DalmacijaNoch keine Bewertungen
- Effect of Altitude On Audible Noise Generated by AC Conductor CoronaDokument68 SeitenEffect of Altitude On Audible Noise Generated by AC Conductor CoronaAhsan MahmoodNoch keine Bewertungen
- Boakye Danquah Mphil Analytical Chemistry PG 1: THE 'Heart'' of Electronic Noses ' Chemosensors''Dokument21 SeitenBoakye Danquah Mphil Analytical Chemistry PG 1: THE 'Heart'' of Electronic Noses ' Chemosensors''Alexander Appiah-KubiNoch keine Bewertungen
- Elementary Data Organisation-1Dokument15 SeitenElementary Data Organisation-1zidhi bachaNoch keine Bewertungen
- Grade 7 MathDokument3 SeitenGrade 7 MathMarie Antonette SandiegoNoch keine Bewertungen
- Java MCQDokument35 SeitenJava MCQSumit Tembhare100% (2)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveVon EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNoch keine Bewertungen
- Cyber War: The Next Threat to National Security and What to Do About ItVon EverandCyber War: The Next Threat to National Security and What to Do About ItBewertung: 3.5 von 5 Sternen3.5/5 (66)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindVon EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNoch keine Bewertungen
- Algorithms to Live By: The Computer Science of Human DecisionsVon EverandAlgorithms to Live By: The Computer Science of Human DecisionsBewertung: 4.5 von 5 Sternen4.5/5 (722)
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityVon EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityBewertung: 5 von 5 Sternen5/5 (1)
- Reality+: Virtual Worlds and the Problems of PhilosophyVon EverandReality+: Virtual Worlds and the Problems of PhilosophyBewertung: 4 von 5 Sternen4/5 (24)
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyVon EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyBewertung: 3.5 von 5 Sternen3.5/5 (111)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyVon EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyBewertung: 4 von 5 Sternen4/5 (51)
- Generative AI: The Insights You Need from Harvard Business ReviewVon EverandGenerative AI: The Insights You Need from Harvard Business ReviewBewertung: 4.5 von 5 Sternen4.5/5 (2)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessVon EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNoch keine Bewertungen
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldVon EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldBewertung: 4.5 von 5 Sternen4.5/5 (55)
- AI Superpowers: China, Silicon Valley, and the New World OrderVon EverandAI Superpowers: China, Silicon Valley, and the New World OrderBewertung: 4.5 von 5 Sternen4.5/5 (398)
- System Error: Where Big Tech Went Wrong and How We Can RebootVon EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNoch keine Bewertungen
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumVon EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumBewertung: 3 von 5 Sternen3/5 (12)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyVon EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNoch keine Bewertungen
- The Future of Geography: How the Competition in Space Will Change Our WorldVon EverandThe Future of Geography: How the Competition in Space Will Change Our WorldBewertung: 4 von 5 Sternen4/5 (5)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Solutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesVon EverandSolutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesNoch keine Bewertungen
- 100M Offers Made Easy: Create Your Own Irresistible Offers by Turning ChatGPT into Alex HormoziVon Everand100M Offers Made Easy: Create Your Own Irresistible Offers by Turning ChatGPT into Alex HormoziNoch keine Bewertungen
- Chip War: The Quest to Dominate the World's Most Critical TechnologyVon EverandChip War: The Quest to Dominate the World's Most Critical TechnologyBewertung: 4.5 von 5 Sternen4.5/5 (227)