Das könnte Ihnen auch gefallen
- Structured Text CheatsheetDokument1 SeiteStructured Text CheatsheetMauricio Rodriguez0% (1)
- Extraction of Lithium From Its OresDokument3 SeitenExtraction of Lithium From Its OrespmarteeneNoch keine Bewertungen
- Precipitated SilicaDokument6 SeitenPrecipitated Silicamastmona100% (1)
- Maz18 Maz38 ManualDokument5 SeitenMaz18 Maz38 Manualheritage336Noch keine Bewertungen
- Brochure Grimma Rice Husk 090615 Web eDokument4 SeitenBrochure Grimma Rice Husk 090615 Web eMichael Moore100% (1)
- Lecture 25 BromineDokument8 SeitenLecture 25 Bromineishita.brahmbhattNoch keine Bewertungen
- Project ReportDokument64 SeitenProject ReportJohn Paul100% (1)
- Precipitated SilicaDokument4 SeitenPrecipitated Silicaraman_mlrNoch keine Bewertungen
- A Review Study On Precipitated Silica and Activated Carbon From RiceDokument7 SeitenA Review Study On Precipitated Silica and Activated Carbon From RiceAnonymous GM1bn2Noch keine Bewertungen
- Pub689 Web PDFDokument342 SeitenPub689 Web PDFvillamay8459Noch keine Bewertungen
- History of Gravity Separation at Richards Bay MineralsDokument8 SeitenHistory of Gravity Separation at Richards Bay MineralsWareyho HarkatekNoch keine Bewertungen
- Process DescriptionDokument9 SeitenProcess Descriptionamit_iffcoNoch keine Bewertungen
- Sodium Silicate From RHA-BD-ARJ-V.4n.2.37-42Dokument5 SeitenSodium Silicate From RHA-BD-ARJ-V.4n.2.37-42Samia SharifNoch keine Bewertungen
- Soda Ash Year Book USGS 2008Dokument12 SeitenSoda Ash Year Book USGS 2008Tarun Surana100% (1)
- Synthesis and Application of Nano-Sized Sio2 To Textiles: A ReviewDokument6 SeitenSynthesis and Application of Nano-Sized Sio2 To Textiles: A ReviewYazmin López GuevaraNoch keine Bewertungen
- Durability of Fly Ash Based Geopolymer Concrete Against Chloride and Sulphuric Acid AttackDokument4 SeitenDurability of Fly Ash Based Geopolymer Concrete Against Chloride and Sulphuric Acid AttackInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Each Detailed Project Reports Cover All The Aspects of Business, From Analysing The Market, ConfirmingDokument5 SeitenEach Detailed Project Reports Cover All The Aspects of Business, From Analysing The Market, ConfirmingSnatak MundadaNoch keine Bewertungen
- Filter AidsDokument1 SeiteFilter AidsBramJanssen76Noch keine Bewertungen
- Kaolinitic Calcined Clays Factors Affecting Its 2012 Construction and BuildDokument6 SeitenKaolinitic Calcined Clays Factors Affecting Its 2012 Construction and BuildpaulaNoch keine Bewertungen
- Effect of Slaking Water TemperatureDokument8 SeitenEffect of Slaking Water TemperatureWilder Atalaya ChavezNoch keine Bewertungen
- Potassium Sulphate: Presented by B Sai (211603) K Hima Sailaja Pravalika (211609)Dokument34 SeitenPotassium Sulphate: Presented by B Sai (211603) K Hima Sailaja Pravalika (211609)Sailaja PravalikaNoch keine Bewertungen
- Fisher Troph Coal GasificationDokument19 SeitenFisher Troph Coal Gasificationscorpion2001glaNoch keine Bewertungen
- Germany - 100607 Patent For Manufacturing White Rice Husk AshDokument31 SeitenGermany - 100607 Patent For Manufacturing White Rice Husk AshNarayan SinghaniaNoch keine Bewertungen
- Jiangsu Lithium Carbonate PlantDokument4 SeitenJiangsu Lithium Carbonate PlantpetroloritoNoch keine Bewertungen
- Aluminium Dross Waste - Topics by Science - GovDokument198 SeitenAluminium Dross Waste - Topics by Science - GovPramod Reddy TilletiNoch keine Bewertungen
- Extraction of Soluble Sodium Silicate Using Corn Cob Ash As A Silica SourceDokument3 SeitenExtraction of Soluble Sodium Silicate Using Corn Cob Ash As A Silica SourceAJER JOURNALNoch keine Bewertungen
- Cu, Ni & Co ExtractionDokument30 SeitenCu, Ni & Co Extractionapi-26141882Noch keine Bewertungen
- Bayer Process Chemistry: Dr. M. ColeyDokument28 SeitenBayer Process Chemistry: Dr. M. ColeyToanique HeadmanNoch keine Bewertungen
- Biox ProcessDokument4 SeitenBiox ProcesssonalisabirNoch keine Bewertungen
- Hatch and Northern Graphite PaperDokument6 SeitenHatch and Northern Graphite PaperNarayana Murthy GadiNoch keine Bewertungen
- Brochure Hardeners For WaterglassDokument18 SeitenBrochure Hardeners For WaterglassAlejandro LozanoNoch keine Bewertungen
- Physical and Thermal Treatment of Phosphate OresDokument26 SeitenPhysical and Thermal Treatment of Phosphate OresManoel Carlos Cerqueira100% (2)
- 1 BioleachingDokument424 Seiten1 BioleachingAhmed AliNoch keine Bewertungen
- Coal Quality IndiaDokument54 SeitenCoal Quality IndiarajeevkumarrajeevNoch keine Bewertungen
- Ullmann Sodium ChlorideDokument48 SeitenUllmann Sodium ChloridedancercelNoch keine Bewertungen
- Journal Hydrometallurgy Solvent ExtractionDokument13 SeitenJournal Hydrometallurgy Solvent ExtractionLeochemical ChemicalNoch keine Bewertungen
- SpodumeneDokument6 SeitenSpodumeneJoseBautistaNoch keine Bewertungen
- Fydp Proposal by Group b4Dokument17 SeitenFydp Proposal by Group b4nokhaizNoch keine Bewertungen
- Soluble Silicates As BindersDokument7 SeitenSoluble Silicates As BindersnameNoch keine Bewertungen
- Top Blowing Rotatory ConvertorDokument4 SeitenTop Blowing Rotatory ConvertorVanesa Ramirez CatalanNoch keine Bewertungen
- Outline For Calcium Carbonate ProcessDokument9 SeitenOutline For Calcium Carbonate ProcessRobert DsouzaNoch keine Bewertungen
- Phosphat Fertilizer Plant PDFDokument4 SeitenPhosphat Fertilizer Plant PDFwakasensei99Noch keine Bewertungen
- Lecture 4 NotesDokument31 SeitenLecture 4 NotesSophia WambuiNoch keine Bewertungen
- Hydrometallurgical Recovery of Zinc From AshDokument5 SeitenHydrometallurgical Recovery of Zinc From Ashalejandro ramirez marinNoch keine Bewertungen
- Extraction of Magnesium - 01 June 2015Dokument3 SeitenExtraction of Magnesium - 01 June 2015Catalyst Management Services, IndiaNoch keine Bewertungen
- Operation of The First HIsmelt Plant in ChinaDokument8 SeitenOperation of The First HIsmelt Plant in ChinaJJNoch keine Bewertungen
- 2-2-A-2-Pulverized Coal Injection For Blast Furnace (PCI)Dokument2 Seiten2-2-A-2-Pulverized Coal Injection For Blast Furnace (PCI)Tonny FebryanNoch keine Bewertungen
- Project Report On Silicone From Rice HuskDokument9 SeitenProject Report On Silicone From Rice HuskEIRI Board of Consultants and PublishersNoch keine Bewertungen
- SeminarDokument17 SeitenSeminarMohammad RagibNoch keine Bewertungen
- Sodium SilicateDokument12 SeitenSodium Silicatemoses_cNoch keine Bewertungen
- 06 The Chlor-Alkali Industry PDFDokument26 Seiten06 The Chlor-Alkali Industry PDFpetrolorito100% (2)
- Ferrovanadium PDFDokument199 SeitenFerrovanadium PDFMuhammad Rizki Ash-Shidiq0% (1)
- Nitric Acid Design Project: Shivam PandyaDokument15 SeitenNitric Acid Design Project: Shivam PandyaShivam PandyaNoch keine Bewertungen
- Ullmann's Enciclopedy Aluminium OxideDokument40 SeitenUllmann's Enciclopedy Aluminium OxidechmrmNoch keine Bewertungen
- Selected Constants: Oxidation–Reduction Potentials of Inorganic Substances in Aqueous SolutionVon EverandSelected Constants: Oxidation–Reduction Potentials of Inorganic Substances in Aqueous SolutionNoch keine Bewertungen
- 0806 3001 PDFDokument9 Seiten0806 3001 PDFBen Duncan Málaga EspichánNoch keine Bewertungen
- Filtros MRCDokument25 SeitenFiltros MRCBen Duncan Málaga EspichánNoch keine Bewertungen
- Large Scale Synthesis of N-Doped Multi-Layered Graphene Sheets by Simple Arc-Discharge MethodDokument5 SeitenLarge Scale Synthesis of N-Doped Multi-Layered Graphene Sheets by Simple Arc-Discharge MethodBen Duncan Málaga EspichánNoch keine Bewertungen
- Harry Fevold: Proteins BYDokument66 SeitenHarry Fevold: Proteins BYBen Duncan Málaga EspichánNoch keine Bewertungen
- Surface Chemistry Involved in Epitaxy of Graphene On 3C-Sic (111) /siDokument4 SeitenSurface Chemistry Involved in Epitaxy of Graphene On 3C-Sic (111) /siBen Duncan Málaga EspichánNoch keine Bewertungen
- Periodic Table of The Elements: Be B C LiDokument1 SeitePeriodic Table of The Elements: Be B C LiBen Duncan Málaga EspichánNoch keine Bewertungen
- Wei 2017Dokument15 SeitenWei 2017Ben Duncan Málaga EspichánNoch keine Bewertungen
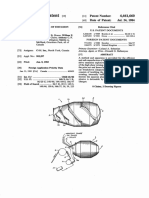
- United States Patent (19) : 11 Patent Number: 4,461,660 45) Date of Patent: Jul. 24, 1984Dokument5 SeitenUnited States Patent (19) : 11 Patent Number: 4,461,660 45) Date of Patent: Jul. 24, 1984Ben Duncan Málaga EspichánNoch keine Bewertungen
- EPA FluorideDokument8 SeitenEPA FluoridelaboratoriopcmNoch keine Bewertungen
- 5828 Fathy Abd Elhafez: Studies in Stereochemistry. Asymmetric Induction" The Syntheses Acyclic SystemsDokument8 Seiten5828 Fathy Abd Elhafez: Studies in Stereochemistry. Asymmetric Induction" The Syntheses Acyclic SystemsBen Duncan Málaga EspichánNoch keine Bewertungen
- Polk 2004Dokument49 SeitenPolk 2004Ben Duncan Málaga EspichánNoch keine Bewertungen
- Evolutionary Mechanism of EukaryotesDokument8 SeitenEvolutionary Mechanism of Eukaryoteswendy ArandaNoch keine Bewertungen
- Zhou 2018Dokument10 SeitenZhou 2018Ben Duncan Málaga EspichánNoch keine Bewertungen
- Tissue and Cell: Sujune Tsai, Yating Jhuang, Emma Spikings, Ping-Jyun Sung, Chiahsin LinDokument8 SeitenTissue and Cell: Sujune Tsai, Yating Jhuang, Emma Spikings, Ping-Jyun Sung, Chiahsin LinBen Duncan Málaga EspichánNoch keine Bewertungen
- Electrochemical Reduction of CO 2 at CuAu Nanoparticles: Size and Alloy EffectsDokument7 SeitenElectrochemical Reduction of CO 2 at CuAu Nanoparticles: Size and Alloy EffectsBen Duncan Málaga EspichánNoch keine Bewertungen
- Reduccion Catalitica de Co2 en Electrodos de NanoparticulasDokument6 SeitenReduccion Catalitica de Co2 en Electrodos de NanoparticulasBen Duncan Málaga EspichánNoch keine Bewertungen
- Engine Fuel Derived From Waste Plastics by Thermal TreatmentDokument9 SeitenEngine Fuel Derived From Waste Plastics by Thermal TreatmentSiddharth SaxenaNoch keine Bewertungen
- TROMBOCITOPENIADokument7 SeitenTROMBOCITOPENIABen Duncan Málaga EspichánNoch keine Bewertungen
- Parametric Study of Waste Chicken Fat Catalytic Chemical Vapour Deposition For Controlled Synthesis of Vertically Aligned Carbon NanotubesDokument18 SeitenParametric Study of Waste Chicken Fat Catalytic Chemical Vapour Deposition For Controlled Synthesis of Vertically Aligned Carbon NanotubesBen Duncan Málaga EspichánNoch keine Bewertungen
- Graphene Based Electrode Materials For Microbial Fuel CellsDokument14 SeitenGraphene Based Electrode Materials For Microbial Fuel CellsBen Duncan Málaga EspichánNoch keine Bewertungen
- Awad 2007Dokument7 SeitenAwad 2007Ben Duncan Málaga EspichánNoch keine Bewertungen
- Author's Accepted Manuscript: Ceramics InternationalDokument25 SeitenAuthor's Accepted Manuscript: Ceramics InternationalBen Duncan Málaga EspichánNoch keine Bewertungen
- Enhanced Biological Nitrogen Removal Via Dissolved Oxygen Partitioning and Step Feeding in A Simulated River Bioreactor For Contaminated Source Water RemediationDokument8 SeitenEnhanced Biological Nitrogen Removal Via Dissolved Oxygen Partitioning and Step Feeding in A Simulated River Bioreactor For Contaminated Source Water RemediationBen Duncan Málaga EspichánNoch keine Bewertungen
- Dos Nuevas Clases de CopepodosDokument14 SeitenDos Nuevas Clases de CopepodosBen Duncan Málaga EspichánNoch keine Bewertungen
- Dengue-La Epidemiologia Del DengueDokument8 SeitenDengue-La Epidemiologia Del DengueRaul KimNoch keine Bewertungen
- Preparacion de Nanoparticulas de PaladioDokument16 SeitenPreparacion de Nanoparticulas de PaladioBen Duncan Málaga EspichánNoch keine Bewertungen
- Latest Development in Viral Vectors For Gene TherapyDokument6 SeitenLatest Development in Viral Vectors For Gene TherapyBen Duncan Málaga EspichánNoch keine Bewertungen
- Analysis and Description of The Evolution of Alginate Immobilised Cells SystemsDokument13 SeitenAnalysis and Description of The Evolution of Alginate Immobilised Cells SystemsBen Duncan Málaga EspichánNoch keine Bewertungen
- Pao Lesse 2003Dokument6 SeitenPao Lesse 2003Ben Duncan Málaga EspichánNoch keine Bewertungen
- Magic Number and Quasi-Melting Temperature Discovered in Crystal Growth and Surface Phase TransitionsDokument18 SeitenMagic Number and Quasi-Melting Temperature Discovered in Crystal Growth and Surface Phase TransitionsBen Duncan Málaga EspichánNoch keine Bewertungen
- Motor TestingDokument26 SeitenMotor TestingGas Gas DucatiNoch keine Bewertungen
- Research Report (JAHANGIR'S TOMB)Dokument24 SeitenResearch Report (JAHANGIR'S TOMB)ahmerNoch keine Bewertungen
- MESCO News January 2016Dokument4 SeitenMESCO News January 2016GoriZakirSalimNoch keine Bewertungen
- Non Vital BleachingDokument19 SeitenNon Vital BleachingPriyabrat Pattanaik100% (1)
- Api Tubing Casing Id CalculatorDokument45 SeitenApi Tubing Casing Id CalculatorRyan LlanetaNoch keine Bewertungen
- Energy Saving Basics - EsdsDokument40 SeitenEnergy Saving Basics - Esdsapi-238581599Noch keine Bewertungen
- Polywithe® - 8000 CLDokument1 SeitePolywithe® - 8000 CLsébastien cardinaleNoch keine Bewertungen
- 2016 GME Steel ProductsDokument16 Seiten2016 GME Steel ProductsMarco Dos Santos NevesNoch keine Bewertungen
- Repair ListDokument36 SeitenRepair ListRizky SkrillexNoch keine Bewertungen
- Inlet DuctDokument14 SeitenInlet DuctAhmad ArmanNoch keine Bewertungen
- MGT6153.E1 Summer 2012 Multiple-Choice Exercise 1 - Answer KeyDokument14 SeitenMGT6153.E1 Summer 2012 Multiple-Choice Exercise 1 - Answer Keyxbinhx100% (1)
- Introduction To Bounding Volume Hierarchies: Herman J. Haverkort 18 May 2004Dokument9 SeitenIntroduction To Bounding Volume Hierarchies: Herman J. Haverkort 18 May 2004Alessandro MeglioNoch keine Bewertungen
- DevOps For VMware Administrators (VMware Press Technology) - 1-321Dokument321 SeitenDevOps For VMware Administrators (VMware Press Technology) - 1-321mailboxrohitsharma100% (1)
- NexstarcommprotDokument8 SeitenNexstarcommprotskirmixNoch keine Bewertungen
- Move Core Application: Fully Integrated 2D and 3D Model Building and AnalysisDokument2 SeitenMove Core Application: Fully Integrated 2D and 3D Model Building and AnalysisAlfredo Iguaran AmayaNoch keine Bewertungen
- FC Model - 012201Dokument4 SeitenFC Model - 012201jlvega18Noch keine Bewertungen
- Safety Incident ReportDokument10 SeitenSafety Incident ReportMelanie BrittainNoch keine Bewertungen
- IR2200 - IR2800 - IR3300 Error CodeDokument7 SeitenIR2200 - IR2800 - IR3300 Error CodeTiger DineshNoch keine Bewertungen
- Interconnecting Cisco Networking Devices Part 1 (100-101) : Exam DescriptionDokument5 SeitenInterconnecting Cisco Networking Devices Part 1 (100-101) : Exam DescriptionDaniel DelT̶̽͌͛ͭ̍̔҉̖̯̥̪͈a̛̘̙̠̯̲͝Noch keine Bewertungen
- Civil Works BuildingDokument22 SeitenCivil Works BuildingSarinNoch keine Bewertungen
- MHI NZ Room Sizing Chart 2021Dokument1 SeiteMHI NZ Room Sizing Chart 2021fsdfsdfsdNoch keine Bewertungen
- Java ProgramsDokument60 SeitenJava ProgramsbagrechaamitNoch keine Bewertungen
- South Asia On ShortwaveDokument15 SeitenSouth Asia On ShortwaveKasi XswlNoch keine Bewertungen
- MIT8 02SC Challenge Sol21Dokument24 SeitenMIT8 02SC Challenge Sol21Gabriel TeodoroNoch keine Bewertungen
- MK Conveyor Technology 5.0Dokument484 SeitenMK Conveyor Technology 5.0Samuel Getaneh TNoch keine Bewertungen
- S3F94xx BatteryCharger An REV000 060109-0Dokument40 SeitenS3F94xx BatteryCharger An REV000 060109-0Jack ChanNoch keine Bewertungen
- Practical Application of Pervious Concrete - Mix Designs That Are WorkableDokument20 SeitenPractical Application of Pervious Concrete - Mix Designs That Are WorkablePJ FlexirNoch keine Bewertungen
- Parking BrakeDokument16 SeitenParking BrakeDat100% (1)