Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Boiler Tube Leakage, Analysis, Symptoms, CausesDokument33 SeitenBoiler Tube Leakage, Analysis, Symptoms, CausesSHIVAJI CHOUDHURY90% (29)
- Tao Et Al-2016-Journal of Geophysical Research AtmospheresDokument12 SeitenTao Et Al-2016-Journal of Geophysical Research Atmospheresmini2018Noch keine Bewertungen
- Iron TransformationDokument13 SeitenIron Transformationmini2018Noch keine Bewertungen
- Fulltext01 PDFDokument47 SeitenFulltext01 PDFphotongan mhanjangNoch keine Bewertungen
- PDFDokument18 SeitenPDFmini2018Noch keine Bewertungen
- Optimization of Maputo Power Plant: Armando AbacarDokument43 SeitenOptimization of Maputo Power Plant: Armando Abacarmini2018Noch keine Bewertungen
- The Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - UnlockedDokument7 SeitenThe Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - Unlockedmini2018Noch keine Bewertungen
- Calbiochem BuffersDokument38 SeitenCalbiochem BuffersLorraine MalaspinaNoch keine Bewertungen
- Study Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation SystemDokument58 SeitenStudy Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation Systemmini2018100% (1)
- Strategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - UnlockedDokument5 SeitenStrategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - Unlockedmini2018Noch keine Bewertungen
- 1981096Dokument12 Seiten1981096mini2018Noch keine Bewertungen
- TheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFDokument8 SeitenTheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFmini2018Noch keine Bewertungen
- UnlockedDokument21 SeitenUnlockedmini2018Noch keine Bewertungen
- Evaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedDokument15 SeitenEvaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedmini2018Noch keine Bewertungen
- Electrical Conductivity of Aqueous SolutionsDokument1 SeiteElectrical Conductivity of Aqueous SolutionslaughingalirezaNoch keine Bewertungen
- Minutes 2015Dokument100 SeitenMinutes 2015mini2018Noch keine Bewertungen
- Evaluation of Solution and Rheological Properties For Hydro 2017 Egyptian JoDokument7 SeitenEvaluation of Solution and Rheological Properties For Hydro 2017 Egyptian Jomini2018Noch keine Bewertungen
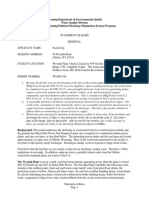
- Wyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) PrograDokument32 SeitenWyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) Programini2018Noch keine Bewertungen
- E PFbSteamateNASeries enDokument2 SeitenE PFbSteamateNASeries enmini2018Noch keine Bewertungen
- 7.5 Reactions of Carboxylic Acids and AminesDokument3 Seiten7.5 Reactions of Carboxylic Acids and Aminesmini2018Noch keine Bewertungen
- Solubility of Inorganic Compounds PDFDokument6 SeitenSolubility of Inorganic Compounds PDFPablo Ignacio Santiagos HeviaNoch keine Bewertungen
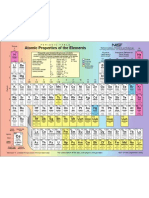
- Atomic Properties of The Elements TableDokument1 SeiteAtomic Properties of The Elements TableMaahiNoch keine Bewertungen
- Investigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water ApplicationsDokument12 SeitenInvestigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water Applicationsmini2018Noch keine Bewertungen
- Superheater Tube From Boiler - Metallurgical Technologies, Inc.Dokument9 SeitenSuperheater Tube From Boiler - Metallurgical Technologies, Inc.mini2018Noch keine Bewertungen
- Chemistry of Salts in Aqueous Solutions: Applications, Experiments, and TheoryDokument16 SeitenChemistry of Salts in Aqueous Solutions: Applications, Experiments, and Theorymini2018Noch keine Bewertungen
- NPCDokument29 SeitenNPCMarcTimNoch keine Bewertungen
- Bankiewicz DorotaDokument73 SeitenBankiewicz Dorotamini2018Noch keine Bewertungen
- Effect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater TubesDokument3 SeitenEffect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater Tubesmini2018Noch keine Bewertungen
- Oxygen - Problems and Solutions in ElectrochemistryDokument85 SeitenOxygen - Problems and Solutions in Electrochemistrymini2018Noch keine Bewertungen
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDokument18 SeitenPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Noch keine Bewertungen
- Oiler Chemical Cleaning TechniquesDokument135 SeitenOiler Chemical Cleaning Techniquesmini2018Noch keine Bewertungen
- Water Technology 2015 2016 1Dokument86 SeitenWater Technology 2015 2016 1Srinivas AkHilNoch keine Bewertungen
- Sulphite Vs Tannin Oxygen Scavenger TreatmentsDokument5 SeitenSulphite Vs Tannin Oxygen Scavenger TreatmentsAhmed Taher100% (1)
- Thermal ReportDokument97 SeitenThermal ReportpardeepbthNoch keine Bewertungen
- Removal of SO2 From Low Sulfur Coal Combustion Gases by Limestone ScrubbingDokument12 SeitenRemoval of SO2 From Low Sulfur Coal Combustion Gases by Limestone ScrubbingCaballero MarioNoch keine Bewertungen
- Boiler Feed Water ConditioningDokument88 SeitenBoiler Feed Water ConditioningGNoch keine Bewertungen
- 04-2429H - Coolant System GuidelinesDokument12 Seiten04-2429H - Coolant System GuidelinesAdeel RazaNoch keine Bewertungen
- HOVAL BrochureDokument28 SeitenHOVAL Brochurenisuss100% (1)
- Glaxo Vol IDokument164 SeitenGlaxo Vol IPrakash WarrierNoch keine Bewertungen
- Boiler Water Quality RequirementsDokument10 SeitenBoiler Water Quality RequirementsAbdul Qadir JamaludinNoch keine Bewertungen
- UNIT II - Boiler TroublesDokument46 SeitenUNIT II - Boiler TroublesBELIEVER100% (1)
- Nalco ACT: Boiler Water Operator Training NotesDokument4 SeitenNalco ACT: Boiler Water Operator Training NotesSheikh Sahab100% (1)
- Bashar Sir FAQDokument92 SeitenBashar Sir FAQMehedy MasudNoch keine Bewertungen
- GI-00.800-5 / Culinary Steam: StandardDokument21 SeitenGI-00.800-5 / Culinary Steam: StandardJose TorrezNoch keine Bewertungen
- Boiler PreservationDokument3 SeitenBoiler PreservationansudasinghaNoch keine Bewertungen
- 1 Boilers MmsDokument35 Seiten1 Boilers MmsTahir MahmoodNoch keine Bewertungen
- Marichem ChemicalsDokument126 SeitenMarichem ChemicalsВиктор СуворовNoch keine Bewertungen
- Hydro Test Procedure - REV 02Dokument14 SeitenHydro Test Procedure - REV 02Amitava Pal100% (1)
- How To Destroy A BoilerDokument22 SeitenHow To Destroy A BoilerJoffre BourgeoisNoch keine Bewertungen
- B Tech Monthly Test on BoilersDokument5 SeitenB Tech Monthly Test on BoilersRishav Raj100% (1)
- Polyamine ProgramDokument2 SeitenPolyamine ProgramOsman SökeNoch keine Bewertungen
- Ehandbook Strategize Your Steam SystemDokument18 SeitenEhandbook Strategize Your Steam SystemMPham100% (1)
- EPRI's Phosphate Continuum and Caustic Treatment GuidelineDokument59 SeitenEPRI's Phosphate Continuum and Caustic Treatment GuidelineDian PiresNoch keine Bewertungen
- GE - Technologies For Industrial Water ReuseDokument130 SeitenGE - Technologies For Industrial Water ReusesujatarjadhavNoch keine Bewertungen
- Boiler Feed Water CalculationDokument4 SeitenBoiler Feed Water Calculationamit_kt1973Noch keine Bewertungen
- Boiler Questions and AnswersDokument10 SeitenBoiler Questions and AnswersAustin UdofiaNoch keine Bewertungen
- Residual Life Assessment and Failure of The BoilerDokument21 SeitenResidual Life Assessment and Failure of The BoilernagasureshNoch keine Bewertungen
- Bac - VXC - Operating and Maintenance InstructionsDokument36 SeitenBac - VXC - Operating and Maintenance InstructionsLuis Alejandro VásquezNoch keine Bewertungen
- Water Technology Unit - IDokument40 SeitenWater Technology Unit - ISathis KannanNoch keine Bewertungen
- Mep UscgDokument120 SeitenMep UscgAdwaith KrishnanNoch keine Bewertungen