Das könnte Ihnen auch gefallen
- KBRDokument28 SeitenKBRYulianto Triyono HadiNoch keine Bewertungen
- Air Separation Unit QRADokument109 SeitenAir Separation Unit QRALi QiNoch keine Bewertungen
- GP 47-10 - Glycol Dehydration and RegenerationDokument10 SeitenGP 47-10 - Glycol Dehydration and RegenerationandhucaosNoch keine Bewertungen
- Pre Commissioning Manual: DownloadDokument63 SeitenPre Commissioning Manual: DownloadtunlinooNoch keine Bewertungen
- Pre-Commissioning ManualDokument32 SeitenPre-Commissioning ManualfernandoNoch keine Bewertungen
- DHU-NOCL - JOB EXECUTION PLAN - SupersededDokument37 SeitenDHU-NOCL - JOB EXECUTION PLAN - SupersededTaofiqNoch keine Bewertungen
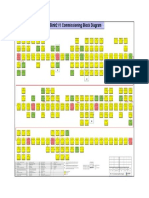
- Commissioning Sequence (20190320)Dokument1 SeiteCommissioning Sequence (20190320)Ba Giao NguyenNoch keine Bewertungen
- Skimming Job GeneralDokument5 SeitenSkimming Job Generalvishal bailurNoch keine Bewertungen
- PLANT Commissioning PDFDokument35 SeitenPLANT Commissioning PDFhenybamNoch keine Bewertungen
- Integrated Amine Degreasing Schedule 30mar2018Dokument1 SeiteIntegrated Amine Degreasing Schedule 30mar2018KhairulNoch keine Bewertungen
- Pro II TrainingDokument12 SeitenPro II TrainingridhajamelNoch keine Bewertungen
- Biogas Processes For Sustainable DevelopmentDokument246 SeitenBiogas Processes For Sustainable DevelopmentQuarterbore100% (4)
- Amine Degradation Chemistry in CO2 ServiceDokument15 SeitenAmine Degradation Chemistry in CO2 ServiceZEN MANoch keine Bewertungen
- JEWEL T Hydrocarbon Dew Point ControlDokument2 SeitenJEWEL T Hydrocarbon Dew Point ControljojeecaresNoch keine Bewertungen
- SMR Hydrogen Generators-Technologies and Producers 2009Dokument28 SeitenSMR Hydrogen Generators-Technologies and Producers 2009Zoran JuricNoch keine Bewertungen
- The Removal of CO2 and N2 From Natural GasDokument32 SeitenThe Removal of CO2 and N2 From Natural GasMarwa J'mai100% (3)
- Att2 Baretti InternalsDokument36 SeitenAtt2 Baretti InternalsAli MetinNoch keine Bewertungen
- Engineers India Limited: Safety During Start-Up & CommissioningDokument57 SeitenEngineers India Limited: Safety During Start-Up & CommissioningJinadNoch keine Bewertungen
- 3800-210-710-01-q Rev 1 Chemical Cleaning and Steam Blowing SRQDokument28 Seiten3800-210-710-01-q Rev 1 Chemical Cleaning and Steam Blowing SRQEslam ShiblNoch keine Bewertungen
- Model 10 10fb 11 Carbon HousingsDokument4 SeitenModel 10 10fb 11 Carbon HousingsrezNoch keine Bewertungen
- FGP WPMP BrochureDokument12 SeitenFGP WPMP BrochureArbiMuratajNoch keine Bewertungen
- Level 3 - Project Schedule - Gambat South EWT ProjectDokument8 SeitenLevel 3 - Project Schedule - Gambat South EWT ProjectAli Mohsin100% (1)
- Mechanical Datasheet - Wellhead Compressor Package Rev BDokument12 SeitenMechanical Datasheet - Wellhead Compressor Package Rev BRokan Pipeline100% (1)
- The Acid Function of Platforming Catalyst Is Provided by Support Promoted With ChlorideDokument2 SeitenThe Acid Function of Platforming Catalyst Is Provided by Support Promoted With ChloriderawadNoch keine Bewertungen
- Testing and Commissioning Procedure: 2007 EDITIONDokument47 SeitenTesting and Commissioning Procedure: 2007 EDITIONAli Özgenç100% (1)
- Muhammad Khaleel C.V - Senior Process Operation Engineer PDFDokument4 SeitenMuhammad Khaleel C.V - Senior Process Operation Engineer PDFMuhammad KhaleelNoch keine Bewertungen
- Amine Loading To SystemDokument6 SeitenAmine Loading To SystemRathinavel PerumalNoch keine Bewertungen
- Desulfurization of Natural Gas FeedstockDokument10 SeitenDesulfurization of Natural Gas FeedstockShalu Princess Diksh100% (1)
- Equipment Process Data Sheet ChecklistDokument1 SeiteEquipment Process Data Sheet Checklistankur2061100% (1)
- ProMax LargeBrochureDokument9 SeitenProMax LargeBrochureSergio RodriguezNoch keine Bewertungen
- Methanol ProductionDokument6 SeitenMethanol ProductionGovind KumarNoch keine Bewertungen
- Dragon OilDokument34 SeitenDragon OilDavinNoch keine Bewertungen
- Gas Processing Plant OperationsDokument15 SeitenGas Processing Plant OperationschineduNoch keine Bewertungen
- Mercury Removal SolutionsDokument15 SeitenMercury Removal SolutionsAris Dwipurnomo100% (1)
- Challenges in Commissioning and Operation of OASE Solvent SystemsDokument10 SeitenChallenges in Commissioning and Operation of OASE Solvent Systemsoom_tgwNoch keine Bewertungen
- Teg ContactorDokument4 SeitenTeg ContactorrepentinezNoch keine Bewertungen
- NGL Extraction TechnologiesDokument10 SeitenNGL Extraction Technologieswylie010% (1)
- Production of Methanol From MethaneDokument3 SeitenProduction of Methanol From MethanemuhamadtarmiziNoch keine Bewertungen
- Catalyst Breakage in Reformer TubesDokument28 SeitenCatalyst Breakage in Reformer Tubeslis sugiantoroNoch keine Bewertungen
- Adsorption PDFDokument8 SeitenAdsorption PDFReza JabbarzadehNoch keine Bewertungen
- Oxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitDokument22 SeitenOxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery Unitamitgoyal1972Noch keine Bewertungen
- NO. Document No. Title of Document / DrawingDokument15 SeitenNO. Document No. Title of Document / DrawingRajNoch keine Bewertungen
- Utilities Consumption List - PreliminaryDokument1 SeiteUtilities Consumption List - PreliminarykokocdfNoch keine Bewertungen
- 02 Chapter 2Dokument0 Seiten02 Chapter 2Imtinan MohsinNoch keine Bewertungen
- Construction of Ammonia Plant Kujang 1B Project: Pt. Rekayasa IndustriDokument27 SeitenConstruction of Ammonia Plant Kujang 1B Project: Pt. Rekayasa IndustriHabdi RizkiNoch keine Bewertungen
- S ProjectDefinitionOnOffshore PetrofacDokument4 SeitenS ProjectDefinitionOnOffshore PetrofacDiego1980bNoch keine Bewertungen
- The Oil Sands ProcessDokument2 SeitenThe Oil Sands Processdaffodils2Noch keine Bewertungen
- Cat Loading by Sock Method in Inert AtmosphereDokument5 SeitenCat Loading by Sock Method in Inert Atmospherevishal bailurNoch keine Bewertungen
- SINOPEC Methanol-To-Olefins (S-MTO) Technology Process PDFDokument1 SeiteSINOPEC Methanol-To-Olefins (S-MTO) Technology Process PDFHendriyana StNoch keine Bewertungen
- Refinery Training Courses by PertecnicaDokument7 SeitenRefinery Training Courses by PertecnicapertecstudentNoch keine Bewertungen
- C2R Compressor & Turbine ShutdownDokument10 SeitenC2R Compressor & Turbine ShutdownfvaefaNoch keine Bewertungen
- 9 NATURAL GAS LIQUIDS - RecoveryDokument5 Seiten9 NATURAL GAS LIQUIDS - Recoverysatishchemeng100% (1)
- Introduction To Chemical Process Design EngineeringDokument4 SeitenIntroduction To Chemical Process Design Engineeringankur2061100% (1)
- Road Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaVon EverandRoad Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaNoch keine Bewertungen
- Principles and Case Studies of Simultaneous DesignVon EverandPrinciples and Case Studies of Simultaneous DesignNoch keine Bewertungen
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDokument13 SeitenTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíNoch keine Bewertungen
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDokument13 SeitenTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- Uhde Brochures PDF en 5 (Ammonia)Dokument0 SeitenUhde Brochures PDF en 5 (Ammonia)golovanNoch keine Bewertungen
- BASF AMDEA CO2 Removal SystemDokument12 SeitenBASF AMDEA CO2 Removal Systemginga716100% (1)
- B R A E: Atch Eactor Pplication XampleDokument13 SeitenB R A E: Atch Eactor Pplication XampleEleonoraNoch keine Bewertungen
- Functional Specification05830264312 PDFDokument96 SeitenFunctional Specification05830264312 PDFEleonoraNoch keine Bewertungen
- API 620 Tank: 10% OverpressureDokument1 SeiteAPI 620 Tank: 10% OverpressureEleonoraNoch keine Bewertungen
- Antifoam AgentsDokument37 SeitenAntifoam AgentsEleonoraNoch keine Bewertungen
- VCTDS 00551 enDokument1 SeiteVCTDS 00551 enEleonoraNoch keine Bewertungen
- WHITE Review 2017 PDFDokument11 SeitenWHITE Review 2017 PDFEleonoraNoch keine Bewertungen
- Air and Gas Drilling ManualDokument51 SeitenAir and Gas Drilling ManualEleonoraNoch keine Bewertungen
- AirDokument28 SeitenAirEleonoraNoch keine Bewertungen
- Crude Oil DewaxingDokument9 SeitenCrude Oil DewaxingEleonoraNoch keine Bewertungen
- G J E S R: Lobal Ournal of Ngineering Cience and EsearchesDokument14 SeitenG J E S R: Lobal Ournal of Ngineering Cience and EsearchesEleonoraNoch keine Bewertungen
- Ammonia As A Refrigerant PD 2014 PDFDokument15 SeitenAmmonia As A Refrigerant PD 2014 PDFEleonoraNoch keine Bewertungen
- Vii - Alive Vii - AliveDokument2 SeitenVii - Alive Vii - AliveEleonoraNoch keine Bewertungen
- Safety Data Sheet Ammonia, AnhydrousDokument3 SeitenSafety Data Sheet Ammonia, AnhydrousEleonoraNoch keine Bewertungen
- Figure 5-4-Storage Tank Volumes and LevelsDokument1 SeiteFigure 5-4-Storage Tank Volumes and LevelsEleonoraNoch keine Bewertungen
- Guide To Photography-National GeographicDokument15 SeitenGuide To Photography-National GeographicElena Kandinsky100% (8)
- Air PollutionDokument74 SeitenAir PollutionSaneet AgrawalNoch keine Bewertungen
- 2017 Ogmp Tgd6 Storage Tanks CcacDokument13 Seiten2017 Ogmp Tgd6 Storage Tanks CcacMedab Abd El MalekNoch keine Bewertungen
- World Energy Council 2013 World Energy Resources: CoalDokument32 SeitenWorld Energy Council 2013 World Energy Resources: CoalIswan ArpadiNoch keine Bewertungen
- Final Year ProjectDokument159 SeitenFinal Year ProjectAhmad Riaz Khan100% (2)
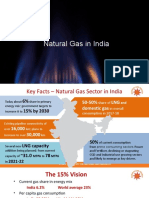
- Natural Gas in IndiaDokument19 SeitenNatural Gas in IndiaAnkit PandeyNoch keine Bewertungen
- Natural Resources of BangladeshDokument22 SeitenNatural Resources of BangladeshDibakar Das0% (1)
- Wpiea2022116 Print PDFDokument50 SeitenWpiea2022116 Print PDFLORENZO RAFFAELE CIPRIANINoch keine Bewertungen
- KFC and OgdclDokument11 SeitenKFC and Ogdclsundus66Noch keine Bewertungen
- Handbook of LNGDokument3 SeitenHandbook of LNGBorisvc8Noch keine Bewertungen
- Methanol DistillationDokument6 SeitenMethanol DistillationNaseeb AliNoch keine Bewertungen
- FGD MetallurgyDokument5 SeitenFGD MetallurgyrajivashishNoch keine Bewertungen
- Exhibitor List 24112011Dokument1 SeiteExhibitor List 24112011syfu_deenNoch keine Bewertungen
- Natural Gas Explained - LNGDokument24 SeitenNatural Gas Explained - LNGMELVIN MAGBANUANoch keine Bewertungen
- Engineering BrochureDokument14 SeitenEngineering BrochureAditya MahajanNoch keine Bewertungen
- Syllabus Mercury Management CourseDokument2 SeitenSyllabus Mercury Management Coursesyrijal26Noch keine Bewertungen
- Waukesha Mobileflex l5794 L7044gsi Epa Product SheetDokument4 SeitenWaukesha Mobileflex l5794 L7044gsi Epa Product SheetikatparNoch keine Bewertungen
- Africa Project - Newsletter - April 2013Dokument24 SeitenAfrica Project - Newsletter - April 2013Sportskenya TmNoch keine Bewertungen
- ARN Report 3-13-15Dokument9 SeitenARN Report 3-13-15reagandrNoch keine Bewertungen
- Directive 017Dokument327 SeitenDirective 017Bobbi Jo GoldNoch keine Bewertungen
- Giignl The LNG Industry 2011Dokument38 SeitenGiignl The LNG Industry 2011srpercy100% (1)
- Feasibility Study of Liquefied Natural Gas ProjectDokument13 SeitenFeasibility Study of Liquefied Natural Gas Projectkeshermech100% (1)
- Wlpga Guidelines For The Development of Sustainable LP Gas MarketsDokument78 SeitenWlpga Guidelines For The Development of Sustainable LP Gas MarketsSteve KiarieNoch keine Bewertungen
- Lignite Coal Deposits in PakistanDokument2 SeitenLignite Coal Deposits in PakistanymusakhelNoch keine Bewertungen
- Hydrogen Production Costs - IEADokument9 SeitenHydrogen Production Costs - IEAMelumzi NontanganaNoch keine Bewertungen
- A Survey of One of The Most Important Pressure Pipe CodesDokument3 SeitenA Survey of One of The Most Important Pressure Pipe CodesnerioalfonsoNoch keine Bewertungen
- Analysis of Liquefied Petroleum Gas (LPG) Shortage in Ghana: A Case of The Ashanti RegionDokument10 SeitenAnalysis of Liquefied Petroleum Gas (LPG) Shortage in Ghana: A Case of The Ashanti RegionVargas FrancisNoch keine Bewertungen
- 2012 - Global - Data - Oil and Gas Exploration and Production (E&P) in ColombiaDokument64 Seiten2012 - Global - Data - Oil and Gas Exploration and Production (E&P) in Colombiamanueljaimes13Noch keine Bewertungen
- Suzlon AnalysisDokument31 SeitenSuzlon AnalysisSushil KumarNoch keine Bewertungen
- Calculating ARIEL Lube RatesDokument2 SeitenCalculating ARIEL Lube RateszhangjieNoch keine Bewertungen
- 3.2.1.4.1-1 Trapped Vortex CombustionDokument9 Seiten3.2.1.4.1-1 Trapped Vortex Combustiontesfaye awelNoch keine Bewertungen