Das könnte Ihnen auch gefallen
- HiPosMicro Inno Recimi ObradDokument1 SeiteHiPosMicro Inno Recimi ObradDado OgameNoch keine Bewertungen
- Gabarito para Cavilhas - Dowel Jig - CDRDokument1 SeiteGabarito para Cavilhas - Dowel Jig - CDRThaisonNoch keine Bewertungen
- Plano de Corte Gabarito para Cavilhas Dowel JigDokument1 SeitePlano de Corte Gabarito para Cavilhas Dowel JigGilmar50% (2)
- 32-06 Lead in - Lead Out PDFDokument1 Seite32-06 Lead in - Lead Out PDFDavid BumbaloughNoch keine Bewertungen
- INOMETA Bridge Profile TubesDokument2 SeitenINOMETA Bridge Profile Tubeskhame006Noch keine Bewertungen
- Cut & Bent ReinforcementDokument3 SeitenCut & Bent ReinforcementConradNoch keine Bewertungen
- MVCHB015Dokument1 SeiteMVCHB015api-3707540Noch keine Bewertungen
- Property ModificationDokument4 SeitenProperty ModificationAldrin BernardoNoch keine Bewertungen
- Engineering Manual HF212 v13Dokument28 SeitenEngineering Manual HF212 v13Fernando MaturanoNoch keine Bewertungen
- Hmi Pendant 1Dokument1 SeiteHmi Pendant 1Pranav ShuklaNoch keine Bewertungen
- THERMISTOR DATASH 9s080l PDFDokument31 SeitenTHERMISTOR DATASH 9s080l PDFBinho Oliver100% (1)
- Poly V PulleysDokument12 SeitenPoly V Pulleyskevin YachaNoch keine Bewertungen
- Design and Development of Cutting Tool For Milling: November 2015Dokument9 SeitenDesign and Development of Cutting Tool For Milling: November 2015jos romNoch keine Bewertungen
- Ballscrew Bearings (E)Dokument6 SeitenBallscrew Bearings (E)Wahyu SulistyoNoch keine Bewertungen
- E Cores and Accessories E42/21/15: General Data For 10-Pins E42/21/15 Coil Former Parameter SpecificationDokument1 SeiteE Cores and Accessories E42/21/15: General Data For 10-Pins E42/21/15 Coil Former Parameter SpecificationAngamuthu AnanthNoch keine Bewertungen
- CZU Purlin Roll Forming MachineDokument5 SeitenCZU Purlin Roll Forming MachineChris RishbinNoch keine Bewertungen
- Smallest Physical Size: Under 50 MicronsDokument1 SeiteSmallest Physical Size: Under 50 MicronsDaniel RestrepoNoch keine Bewertungen
- GD&T IntroductionDokument147 SeitenGD&T IntroductionPrithviraj Daga100% (6)
- Climate Graphs - WorksheetDokument3 SeitenClimate Graphs - WorksheetAvanti CBNoch keine Bewertungen
- CM300DXD 24aDokument7 SeitenCM300DXD 24akkcmNoch keine Bewertungen
- Ragum BorDokument4 SeitenRagum BorwidodoNoch keine Bewertungen
- Micrometer Head: Code Range Spindle Tip Stem AccuracyDokument1 SeiteMicrometer Head: Code Range Spindle Tip Stem AccuracyDanesh AzNoch keine Bewertungen
- Rod1000 2016 enDokument3 SeitenRod1000 2016 enjackyNoch keine Bewertungen
- 3GZE500090-911 Dim - Print.M2AA 090 IM-B34 FT-85Dokument1 Seite3GZE500090-911 Dim - Print.M2AA 090 IM-B34 FT-85John ZhongNoch keine Bewertungen
- HiPosPlus BOMT09 INNO - 8-2008NEU PDFDokument2 SeitenHiPosPlus BOMT09 INNO - 8-2008NEU PDFDado OgameNoch keine Bewertungen
- Iso 2857-1973 A2-1986Dokument2 SeitenIso 2857-1973 A2-1986azitaggNoch keine Bewertungen
- Pressostato - Prospect - Hds - EnglishDokument4 SeitenPressostato - Prospect - Hds - EnglishRicardo RoquettiNoch keine Bewertungen
- Thermanit Weldingfillermetalsforpowerplantengineering1Dokument18 SeitenThermanit Weldingfillermetalsforpowerplantengineering1DarioNoch keine Bewertungen
- Technical Fiche Profile H65 Rev 13Dokument2 SeitenTechnical Fiche Profile H65 Rev 13Satendra ThakurNoch keine Bewertungen
- Tool Turret: BTP-80.3-8PDokument1 SeiteTool Turret: BTP-80.3-8PDangSauNoch keine Bewertungen
- Micro Tools Presentation FOR PDFDokument24 SeitenMicro Tools Presentation FOR PDFshrikantNoch keine Bewertungen
- CR Manual enDokument2 SeitenCR Manual endenisNoch keine Bewertungen
- Papuci Cupru Tip D - Klauke - Gerkon ElectroDokument2 SeitenPapuci Cupru Tip D - Klauke - Gerkon ElectroVasilicaNoch keine Bewertungen
- Data Sheet Da04 SIKODokument2 SeitenData Sheet Da04 SIKONguyễnĐạtNoch keine Bewertungen
- CPT 205488 Rep01Dokument2 SeitenCPT 205488 Rep01rupalss1235Noch keine Bewertungen
- Limits Fits TolerancesDokument77 SeitenLimits Fits Tolerancessunil_gundNoch keine Bewertungen
- Check Valve: RE 20378, Edition: 2017-10, Bosch Rexroth AGDokument8 SeitenCheck Valve: RE 20378, Edition: 2017-10, Bosch Rexroth AGBademianNoch keine Bewertungen
- 02 Accesorios de Resortes A Gas y de Amortiguadores Hidraúlicos de AceroDokument8 Seiten02 Accesorios de Resortes A Gas y de Amortiguadores Hidraúlicos de AcerojaraozvNoch keine Bewertungen
- RH170 - Boom and Stick InfoDokument44 SeitenRH170 - Boom and Stick InfoConnor TabainNoch keine Bewertungen
- Electricmotor: Product DatasheetDokument5 SeitenElectricmotor: Product Datasheetmichael gutierrezNoch keine Bewertungen
- PartlistDokument1 SeitePartlistLuis SemperteguiNoch keine Bewertungen
- Dimension Sheet IMB3, FS132: General TolerancesDokument1 SeiteDimension Sheet IMB3, FS132: General TolerancesHector Muñoz BravoNoch keine Bewertungen
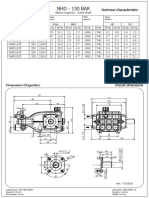
- NHD 150bar SeriesDokument4 SeitenNHD 150bar Seriesnoha azamaliNoch keine Bewertungen
- ASTM A672 Grade CC 60 EFW Pipe SuppliersDokument4 SeitenASTM A672 Grade CC 60 EFW Pipe SuppliersRELIABLE PIPES & TUBESNoch keine Bewertungen
- You Created This PDF From An Application That Is Not Licensed To Print To Novapdf PrinterDokument1 SeiteYou Created This PDF From An Application That Is Not Licensed To Print To Novapdf Printerblanko10Noch keine Bewertungen
- Submersible Stainless Steel Rewindable Motor: Quality For Your BorewellDokument6 SeitenSubmersible Stainless Steel Rewindable Motor: Quality For Your BorewellSherin PaulNoch keine Bewertungen
- Rudrali General PresentationDokument48 SeitenRudrali General PresentationshrikantNoch keine Bewertungen
- Teclock SungshinDokument64 SeitenTeclock Sungshinsomkiat kongprasiatNoch keine Bewertungen
- JOST Hubodometer PDFDokument1 SeiteJOST Hubodometer PDFfdpc1987Noch keine Bewertungen
- Use Class "B" For Columns and Beams Use Class "C" For CHB 6" Thk. Mortar 25mm and Plaster16mm THKDokument1 SeiteUse Class "B" For Columns and Beams Use Class "C" For CHB 6" Thk. Mortar 25mm and Plaster16mm THKMovie Trailers 2019Noch keine Bewertungen
- Internal: JIS B 1251 Ref.Dokument1 SeiteInternal: JIS B 1251 Ref.Shrikant DeshmukhNoch keine Bewertungen
- DIN 2391-2 Cijevi SpecijalneDokument10 SeitenDIN 2391-2 Cijevi SpecijalneMiran VidovićNoch keine Bewertungen
- Wurth WR-BHD 61202023021 IDC JTag Connecteur 2x10pinDokument6 SeitenWurth WR-BHD 61202023021 IDC JTag Connecteur 2x10pinSupportNoch keine Bewertungen
- Revised Cfeagex023 Shaft BL DG Hil-Sda-01-1558 Aisi410 HilDokument1 SeiteRevised Cfeagex023 Shaft BL DG Hil-Sda-01-1558 Aisi410 HilKaran ChadhaNoch keine Bewertungen
- Ansi/Din/Jis Flange: Mark Rev. Rev. by Date ApprDokument1 SeiteAnsi/Din/Jis Flange: Mark Rev. Rev. by Date ApprAnonymous Wk9LzsGfu8Noch keine Bewertungen
- Pressure PipeDokument40 SeitenPressure PipeBlashko GjorgjievNoch keine Bewertungen
- Ar Ar: Er-Softw Er-SoftwDokument65 SeitenAr Ar: Er-Softw Er-SoftwDado OgameNoch keine Bewertungen
- Group 4 Single OperationDokument10 SeitenGroup 4 Single OperationDado OgameNoch keine Bewertungen
- Hydraulic ControlsDokument1 SeiteHydraulic ControlsDado OgameNoch keine Bewertungen
- Transmission Hydraulic SystemDokument1 SeiteTransmission Hydraulic SystemDado OgameNoch keine Bewertungen
- Mjenjac Part ListDokument8 SeitenMjenjac Part ListDado OgameNoch keine Bewertungen
- ZF Servocom EDokument4 SeitenZF Servocom EAzizi AbdullahNoch keine Bewertungen
- Grupo 5 Operacion CombinadaDokument9 SeitenGrupo 5 Operacion CombinadaJuan Pablo Leon RualesNoch keine Bewertungen
- Hyundai Excavator CodesDokument13 SeitenHyundai Excavator CodesPMV Dept94% (31)
- Group 3 Pilot CircuitDokument8 SeitenGroup 3 Pilot CircuitDado OgameNoch keine Bewertungen
- Group 13 Eppr ValveDokument5 SeitenGroup 13 Eppr ValveDado OgameNoch keine Bewertungen
- Group 11 Eppr ValveDokument3 SeitenGroup 11 Eppr ValveDado OgameNoch keine Bewertungen
- 3-2 Main CircuitDokument3 Seiten3-2 Main Circuitibnu malkanNoch keine Bewertungen
- Group 12 Monitoring System: 1. OutlineDokument14 SeitenGroup 12 Monitoring System: 1. OutlineDado OgameNoch keine Bewertungen
- Section 7 Maintenance StandardDokument21 SeitenSection 7 Maintenance StandardDado OgameNoch keine Bewertungen
- HyundaiDokument10 SeitenHyundainajafaliNoch keine Bewertungen
- 6-2 Troubleshooting Sist Hidraulico y MecanicoDokument20 Seiten6-2 Troubleshooting Sist Hidraulico y Mecanicolevinton jose tobias genesNoch keine Bewertungen
- Group 2 Hydraulic and Mechanical SystemDokument20 SeitenGroup 2 Hydraulic and Mechanical Systemdeniden2013Noch keine Bewertungen
- Group 3 Pilot Circuit: RCV Pedal Remote Control Valve (LH Lever) Remote Control Valve (RH Lever)Dokument8 SeitenGroup 3 Pilot Circuit: RCV Pedal Remote Control Valve (LH Lever) Remote Control Valve (RH Lever)Dado OgameNoch keine Bewertungen
- Group 5 Combined Operation: 1. OutlineDokument9 SeitenGroup 5 Combined Operation: 1. OutlineDado OgameNoch keine Bewertungen
- 2 1Dokument21 Seiten2 1المهندسوليدالطويلNoch keine Bewertungen
- Section 3 Hydraulic SystemDokument2 SeitenSection 3 Hydraulic SystemdanielNoch keine Bewertungen
- Group 9 Self-Diagnostic System: Outline 1Dokument3 SeitenGroup 9 Self-Diagnostic System: Outline 1giapy0000Noch keine Bewertungen
- Cetop5/Ng10 To Cetop3/Ng6 Interface AdapterDokument1 SeiteCetop5/Ng10 To Cetop3/Ng6 Interface AdapterDado OgameNoch keine Bewertungen
- Auxiliary Ecomat Cooling For Service RequirementsDokument1 SeiteAuxiliary Ecomat Cooling For Service RequirementsDado OgameNoch keine Bewertungen
- Cetop 5 / Ng10 Flow Control Module: O-Rings 5 X - 111Dokument1 SeiteCetop 5 / Ng10 Flow Control Module: O-Rings 5 X - 111Dado OgameNoch keine Bewertungen
- Cetop 5 / Ng10 Relief Valve Module: O-Rings 5 X - 111Dokument1 SeiteCetop 5 / Ng10 Relief Valve Module: O-Rings 5 X - 111Dado OgameNoch keine Bewertungen
- 243 Cetop 5 ng1 Single Station ManifoldsDokument1 Seite243 Cetop 5 ng1 Single Station ManifoldsDado OgameNoch keine Bewertungen
- 272 Cetop 5 ng1 Shuttle ModuleDokument1 Seite272 Cetop 5 ng1 Shuttle ModuleDado OgameNoch keine Bewertungen
- 251 Cetop 5 ng1 Cover and Crossover PlatesDokument1 Seite251 Cetop 5 ng1 Cover and Crossover PlatesDado OgameNoch keine Bewertungen
- Cetop 5 / Ng10 Flow Control Module: O-Rings 5 X - 111Dokument1 SeiteCetop 5 / Ng10 Flow Control Module: O-Rings 5 X - 111Dado OgameNoch keine Bewertungen
- Electrical TransmisionDokument326 SeitenElectrical TransmisionGermán Arias Fernández100% (4)
- Future Trends in Microelectronics - 95 - KluwerDokument418 SeitenFuture Trends in Microelectronics - 95 - KluwerGlenn VirreyNoch keine Bewertungen
- Lab Equipment PowerpointDokument41 SeitenLab Equipment PowerpointPatrick Jordan S. EllsworthNoch keine Bewertungen
- Fluid Coupling in Belt Conveyor DrivesDokument12 SeitenFluid Coupling in Belt Conveyor Drivesnoelaroboi100% (2)
- PAL 03 3011 Mini Squirt ApplicatorDokument2 SeitenPAL 03 3011 Mini Squirt ApplicatorJOSEANTONIO2001Noch keine Bewertungen
- Resummation and Renormalization in Eff Ective Theories of Particle PhysicsDokument229 SeitenResummation and Renormalization in Eff Ective Theories of Particle PhysicsDomenico Barillari100% (2)
- Dynamical Models of LoveDokument11 SeitenDynamical Models of LoveTresor KalambayiNoch keine Bewertungen
- Xavier University - Ateneo de Cagayan University College of Engineering Electronics Engineering DepartmentDokument9 SeitenXavier University - Ateneo de Cagayan University College of Engineering Electronics Engineering DepartmentMor DepRzNoch keine Bewertungen
- Artigo - Thermodynamics of Fluid-Phase Equilibria For Standard Chemical Engineering OperationsDokument24 SeitenArtigo - Thermodynamics of Fluid-Phase Equilibria For Standard Chemical Engineering OperationsJoseCastilhoNoch keine Bewertungen
- Chapter 05Dokument49 SeitenChapter 05bellaNoch keine Bewertungen
- Practice Final ExamDokument17 SeitenPractice Final ExamSaied Aly SalamahNoch keine Bewertungen
- Why Retaining Walls Fail - Causes For Retaining Wall FailureDokument6 SeitenWhy Retaining Walls Fail - Causes For Retaining Wall Failurevenkateswara rao pothinaNoch keine Bewertungen
- 2010 Aisc Steel ToolsDokument4 Seiten2010 Aisc Steel Toolsmuh2006Noch keine Bewertungen
- ExampleDokument5 SeitenExampleel_tebasNoch keine Bewertungen
- Bearing Basics For Gas-Industry Screw CompressorsDokument5 SeitenBearing Basics For Gas-Industry Screw CompressorsDayo IdowuNoch keine Bewertungen
- Ind UnitDokument33 SeitenInd UnitSana SanNoch keine Bewertungen
- PI Section Line - Blocks (SimPowerSystems™)Dokument3 SeitenPI Section Line - Blocks (SimPowerSystems™)Dhondiram Maruthi KakreNoch keine Bewertungen
- DC 53 CatalogDokument4 SeitenDC 53 CatalogHonza MičkaNoch keine Bewertungen
- 50 Questions and Answers For Marine Engineers: Issue 3Dokument10 Seiten50 Questions and Answers For Marine Engineers: Issue 3Tara Gonzales100% (3)
- Kids Math - Angles Glossary and TermsDokument7 SeitenKids Math - Angles Glossary and Termssathish11407144Noch keine Bewertungen
- Lighting ModuleDokument133 SeitenLighting ModulePrashanth KochuveetilNoch keine Bewertungen
- SKF Linear Ball BearingsDokument55 SeitenSKF Linear Ball BearingsLLNoch keine Bewertungen
- Hot and Dry Climate SolarPassiveHostelDokument4 SeitenHot and Dry Climate SolarPassiveHostelMohammed BakhlahNoch keine Bewertungen
- Ahmed BodyDokument15 SeitenAhmed Bodyk sai krishnaNoch keine Bewertungen
- Martini L4 TemperatureControlDokument11 SeitenMartini L4 TemperatureControlJubaer JamiNoch keine Bewertungen
- Tos 2ND and 3RD Periodical Test Science 8 Tom DS 1Dokument5 SeitenTos 2ND and 3RD Periodical Test Science 8 Tom DS 1Aileen TorioNoch keine Bewertungen
- Chapter 2 - Measurements and ComputationsDokument16 SeitenChapter 2 - Measurements and ComputationsKristine May MaturanNoch keine Bewertungen
- Long-Life Asphalt Pavements - Technical2007Dokument24 SeitenLong-Life Asphalt Pavements - Technical2007Sen HuNoch keine Bewertungen
- SETTLING VELOCITY 2.1 - Calculations of Sedimentation Velocity and Hindered Settling Rate of ParticlesDokument74 SeitenSETTLING VELOCITY 2.1 - Calculations of Sedimentation Velocity and Hindered Settling Rate of ParticlesSonu Singh100% (4)
- Fields of Color - The Theory That Escaped EinsteinDokument212 SeitenFields of Color - The Theory That Escaped EinsteinDestiny SaturdayNoch keine Bewertungen