Das könnte Ihnen auch gefallen
- Ultrasonic TestingDokument26 SeitenUltrasonic TestingPraveen PrasadNoch keine Bewertungen
- History: Ultrasonic Testing (UT) Is A Family ofDokument3 SeitenHistory: Ultrasonic Testing (UT) Is A Family ofGowrisanthosh PalikaNoch keine Bewertungen
- Ultrasonic Testing - Wikipedia PDFDokument26 SeitenUltrasonic Testing - Wikipedia PDFKarthicWaitingNoch keine Bewertungen
- History: Non-Destructive Testing UltrasonicDokument32 SeitenHistory: Non-Destructive Testing UltrasonicAkshay KumarNoch keine Bewertungen
- TTTTTTDokument9 SeitenTTTTTTKaryl Louisse OlanosaNoch keine Bewertungen
- Ultrasonic Thickness Gauge: Ultrasonic Testing (UT) Is A Family of NonDokument4 SeitenUltrasonic Thickness Gauge: Ultrasonic Testing (UT) Is A Family of NonPelonky ManiaNoch keine Bewertungen
- UT Testing Chapter Explains Methods & PrinciplesDokument5 SeitenUT Testing Chapter Explains Methods & PrinciplesAliii RajaaaNoch keine Bewertungen
- Introduction of NDT UltrasonicDokument8 SeitenIntroduction of NDT Ultrasonicfarez77Noch keine Bewertungen
- Flaw Detection of Materials and ComponentsDokument11 SeitenFlaw Detection of Materials and ComponentsSathish Kumar100% (2)
- Ultrasonic Testing and Acoustic Emission TechniquesDokument9 SeitenUltrasonic Testing and Acoustic Emission TechniquesRAJESH. RNoch keine Bewertungen
- Ultrasonics DemoDokument315 SeitenUltrasonics Demozubairsarwar912100% (1)
- Non Destructive Testing ENGG PHY 107002 RDBDokument11 SeitenNon Destructive Testing ENGG PHY 107002 RDBgotu123Noch keine Bewertungen
- Department of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus)Dokument42 SeitenDepartment of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus)Muhammad Waqas AkbarNoch keine Bewertungen
- Non Destructive Testing - Ultrasonic TestingDokument9 SeitenNon Destructive Testing - Ultrasonic TestingTin Aung KyiNoch keine Bewertungen
- NDT - Ultrasonice Test - Backwell Echo AttenuationDokument9 SeitenNDT - Ultrasonice Test - Backwell Echo AttenuationAnand SinhaNoch keine Bewertungen
- Castaneda Ultrasonicdetection PDFDokument9 SeitenCastaneda Ultrasonicdetection PDFJMNoch keine Bewertungen
- Ultrasonic TestingDokument21 SeitenUltrasonic TestingHÉCTOR EDUARDO PONCE HERNÁNDEZ100% (1)
- WL Ultrasonic TestingDokument8 SeitenWL Ultrasonic TestingGanesh JadhavNoch keine Bewertungen
- Fundamentals of Ultrasonic Inspection : Revised by Leonard J. Bond, Iowa State UniversityDokument14 SeitenFundamentals of Ultrasonic Inspection : Revised by Leonard J. Bond, Iowa State UniversityKranthikiranreddy VuppalaNoch keine Bewertungen
- NDT - Ultrasonic Examination: Date: July 2008Dokument51 SeitenNDT - Ultrasonic Examination: Date: July 2008Ad Man GeTigNoch keine Bewertungen
- Ultrasonic Testing Theory 1Dokument157 SeitenUltrasonic Testing Theory 1Vikas TyagiNoch keine Bewertungen
- UTDokument88 SeitenUTEzhil Vendhan Palanisamy100% (2)
- Ultrasonic Testing in NDTDokument22 SeitenUltrasonic Testing in NDTSatheesh Sekar100% (1)
- RT SafetyDokument157 SeitenRT SafetyYasser Abd El FattahNoch keine Bewertungen
- Tesis Sobre Integridad Estructural - Phased ArrayDokument8 SeitenTesis Sobre Integridad Estructural - Phased Arrayrotero_pujolNoch keine Bewertungen
- An Introduction to Ultrasonic Flaw DetectionDokument7 SeitenAn Introduction to Ultrasonic Flaw DetectionDeeNoch keine Bewertungen
- Ultrasonic Testing: S.P. SrivastavaDokument17 SeitenUltrasonic Testing: S.P. SrivastavaMohammad Abubakar SiddiqNoch keine Bewertungen
- Introduction to Ultrasonic Testing (UTDokument146 SeitenIntroduction to Ultrasonic Testing (UTLeonardo.martinez100% (1)
- Ut IntrDokument25 SeitenUt IntrJeevana Sugandha WijerathnaNoch keine Bewertungen
- Radiographic and Ultrasonic Testing of WeldsDokument1 SeiteRadiographic and Ultrasonic Testing of WeldsvidudalaraviNoch keine Bewertungen
- Ultrasonic Testing PrinciplesDokument2 SeitenUltrasonic Testing Principlesgundam_freedomNoch keine Bewertungen
- Ultrasonic Testing: Department of Mechanical Engineering, SJCITDokument22 SeitenUltrasonic Testing: Department of Mechanical Engineering, SJCITgabrielNoch keine Bewertungen
- Basic Principles of Ultrasonic TestingDokument91 SeitenBasic Principles of Ultrasonic TestingprabhakarmetNoch keine Bewertungen
- UT Sec.1 Ultrasonic TestingDokument23 SeitenUT Sec.1 Ultrasonic TestingSaut Maruli Tua SamosirNoch keine Bewertungen
- Resolution Evaluation of Ultrasonic Diagnosis Tools For Electrical Insulation Devices and The Detection of Electrical TreesDokument8 SeitenResolution Evaluation of Ultrasonic Diagnosis Tools For Electrical Insulation Devices and The Detection of Electrical Treescarlos albertoNoch keine Bewertungen
- NDTDokument36 SeitenNDTMuhammed SulfeekNoch keine Bewertungen
- Ultrasonic Technique For Detection and Measurement: of Fatigue CracksDokument25 SeitenUltrasonic Technique For Detection and Measurement: of Fatigue Cracksbharathi_pmNoch keine Bewertungen
- Ultrasonic Flow Detection: Miii-1Dokument10 SeitenUltrasonic Flow Detection: Miii-1jishnusajiNoch keine Bewertungen
- Non Destructive Testing:: How It WorksDokument8 SeitenNon Destructive Testing:: How It Worksee1usmanNoch keine Bewertungen
- Ergonomics & Industrial Safety Ii-Tie 1204: Non-Destructive Testing (NDT)Dokument35 SeitenErgonomics & Industrial Safety Ii-Tie 1204: Non-Destructive Testing (NDT)phillip chirongweNoch keine Bewertungen
- 1B-Essai Ultrasons-Acier PDFDokument6 Seiten1B-Essai Ultrasons-Acier PDFKhum ViwathNoch keine Bewertungen
- Nondestructive Testing: Introduction ToDokument29 SeitenNondestructive Testing: Introduction Tovishnu cNoch keine Bewertungen
- UT - Question and AnswerDokument4 SeitenUT - Question and Answerdanish.khan80206040Noch keine Bewertungen
- I Semester UltrasonicsDokument6 SeitenI Semester UltrasonicsVasanth KumarNoch keine Bewertungen
- Ultrasonic Flaw Detection for Pipelines and MaterialsDokument12 SeitenUltrasonic Flaw Detection for Pipelines and MaterialsbukyaravindarNoch keine Bewertungen
- Lab Report!!!Dokument10 SeitenLab Report!!!Dharshanaa Babu0% (1)
- Ultrasonic TestingDokument29 SeitenUltrasonic TestingMeryL Ang100% (1)
- Introduction To Ultrasonic Testing TechniqueDokument52 SeitenIntroduction To Ultrasonic Testing TechniqueDr. Akshay JainNoch keine Bewertungen
- Ultrasonic Technique For Corrosion Detection: Seminar OnDokument17 SeitenUltrasonic Technique For Corrosion Detection: Seminar OnAryan AkNoch keine Bewertungen
- Ultrasonic Technique For Corrosion Detection: Seminar OnDokument17 SeitenUltrasonic Technique For Corrosion Detection: Seminar OnAryan Ak100% (1)
- Dhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksDokument11 SeitenDhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksRAJESH. RNoch keine Bewertungen
- Property Evaluation: 4.2.1 Liquid Dye Penetrant TestDokument36 SeitenProperty Evaluation: 4.2.1 Liquid Dye Penetrant TestDaniel RomeroNoch keine Bewertungen
- Ultrasonic Testing ExplainedDokument20 SeitenUltrasonic Testing Explained19114 GovindNoch keine Bewertungen
- Ultrasonic Testing HandbookDokument89 SeitenUltrasonic Testing HandbookSucipta Pratama100% (9)
- The Physics and Technology of Diagnostic Ultrasound: Study Guide (Second Edition)Von EverandThe Physics and Technology of Diagnostic Ultrasound: Study Guide (Second Edition)Noch keine Bewertungen
- Handbook of Infrared Spectroscopy of Ultrathin FilmsVon EverandHandbook of Infrared Spectroscopy of Ultrathin FilmsNoch keine Bewertungen
- Shielding of Electromagnetic Waves: Theory and PracticeVon EverandShielding of Electromagnetic Waves: Theory and PracticeNoch keine Bewertungen
- Steel - WikipediaDokument1 SeiteSteel - WikipediaKiky IchanafiNoch keine Bewertungen
- Kamen Rider 3 Movie SummaryDokument1 SeiteKamen Rider 3 Movie SummaryKiky IchanafiNoch keine Bewertungen
- T1087 eDokument2 SeitenT1087 eKiky IchanafiNoch keine Bewertungen
- Vol2 Cover PDFDokument2 SeitenVol2 Cover PDFKiky IchanafiNoch keine Bewertungen
- Bottom PL, Shell PL, Side TranvsDokument1 SeiteBottom PL, Shell PL, Side TranvsKiky IchanafiNoch keine Bewertungen
- Astm F1000Dokument1 SeiteAstm F1000Kiky IchanafiNoch keine Bewertungen
- Publications - News and Insight - Lloyd's RegisterDokument1 SeitePublications - News and Insight - Lloyd's RegisterKiky IchanafiNoch keine Bewertungen
- Welding Defect - WikipediaDokument7 SeitenWelding Defect - WikipediaKiky IchanafiNoch keine Bewertungen
- ReliefPrinciple PV ValveDokument1 SeiteReliefPrinciple PV ValveKiky IchanafiNoch keine Bewertungen
- Ultrasonic Testing - Wikipedia PDFDokument5 SeitenUltrasonic Testing - Wikipedia PDFKiky IchanafiNoch keine Bewertungen
- Bulkhead Stiffener CalculationsDokument1 SeiteBulkhead Stiffener CalculationsKiky IchanafiNoch keine Bewertungen
- Radiograph Interpretation - WeldsDokument7 SeitenRadiograph Interpretation - WeldsKiky IchanafiNoch keine Bewertungen
- (Section 8.A.1.2) W C T e L: Bottom TransverseDokument1 Seite(Section 8.A.1.2) W C T e L: Bottom TransverseKiky IchanafiNoch keine Bewertungen
- Bottom Longitudinal Strength AnalysisDokument2 SeitenBottom Longitudinal Strength AnalysisKiky IchanafiNoch keine Bewertungen
- Bottom Long PDFDokument2 SeitenBottom Long PDFKiky IchanafiNoch keine Bewertungen
- The 10 Best Computer Mice - Computer Mice - ProductsDokument1 SeiteThe 10 Best Computer Mice - Computer Mice - ProductsKiky IchanafiNoch keine Bewertungen
- Side Longitudinal: (Section 9.B.3.1) W 83.3/sDokument2 SeitenSide Longitudinal: (Section 9.B.3.1) W 83.3/sKiky IchanafiNoch keine Bewertungen
- (Section 3.E.2.2 - Tabel 3.1) L L/e : W Actual Deck Long. (L 120 X 80 X 8)Dokument2 Seiten(Section 3.E.2.2 - Tabel 3.1) L L/e : W Actual Deck Long. (L 120 X 80 X 8)Kiky IchanafiNoch keine Bewertungen
- Nicolás Maduro - Wikipedia, The Free EncyclopediaDokument1 SeiteNicolás Maduro - Wikipedia, The Free EncyclopediaKiky IchanafiNoch keine Bewertungen
- Pillar FixDokument1 SeitePillar FixKiky IchanafiNoch keine Bewertungen
- Role PlayDokument2 SeitenRole PlayKiky IchanafiNoch keine Bewertungen
- Center N Side GirderDokument1 SeiteCenter N Side GirderKiky IchanafiNoch keine Bewertungen
- List of Shipbuilders and Shipyards - Wikipedia, The Free EncyclopediaDokument1 SeiteList of Shipbuilders and Shipyards - Wikipedia, The Free EncyclopediaKiky IchanafiNoch keine Bewertungen
- Main Crankshaft Bearings - Use Oversized or Undersized BearingDokument2 SeitenMain Crankshaft Bearings - Use Oversized or Undersized BearingKiky IchanafiNoch keine Bewertungen
- United Socialist Party of Venezuela - Wikipedia, The Free EncyclopediaDokument1 SeiteUnited Socialist Party of Venezuela - Wikipedia, The Free EncyclopediaKiky IchanafiNoch keine Bewertungen
- Subscene - Subtitles For The RevenantDokument8 SeitenSubscene - Subtitles For The RevenantKiky IchanafiNoch keine Bewertungen
- Hugo Chávez - Venezuela's Controversial Former PresidentDokument1 SeiteHugo Chávez - Venezuela's Controversial Former PresidentKiky IchanafiNoch keine Bewertungen
- Choosing the Right Bow Thruster for Wind ConditionsDokument1 SeiteChoosing the Right Bow Thruster for Wind ConditionsKiky IchanafiNoch keine Bewertungen
- Spob 14-Fo SysDokument1 SeiteSpob 14-Fo SysKiky IchanafiNoch keine Bewertungen
- Scope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Dokument138 SeitenScope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Kirk RodriguezNoch keine Bewertungen
- Product Information: Valvoline™ HD Nitrite Free Coolant RTUDokument2 SeitenProduct Information: Valvoline™ HD Nitrite Free Coolant RTUmcalidonio5656Noch keine Bewertungen
- Reinforced Concrete Water Tank: Chapter EightDokument40 SeitenReinforced Concrete Water Tank: Chapter Eightshna jabarNoch keine Bewertungen
- DestrebutionDokument4 SeitenDestrebutionYosef AbebeNoch keine Bewertungen
- Indian Railways: 1 I:, 1 SP C. No. RDSO/Z015/CG 03Dokument14 SeitenIndian Railways: 1 I:, 1 SP C. No. RDSO/Z015/CG 03nikunjsingh04Noch keine Bewertungen
- Alexco - Co.nz T Slot Catalogue 07-2019Dokument5 SeitenAlexco - Co.nz T Slot Catalogue 07-2019Sarah WoodNoch keine Bewertungen
- Lecture 4 - Particle Under A Net ForceDokument15 SeitenLecture 4 - Particle Under A Net ForceJ KimNoch keine Bewertungen
- Instructions:: Gujarat Technological UniversityDokument2 SeitenInstructions:: Gujarat Technological UniversityKislay ChoudharyNoch keine Bewertungen
- Date: Drawn Trac. Scale Checked Apprd.: Replacement: Replaced By: DWG: Rev.Dokument1 SeiteDate: Drawn Trac. Scale Checked Apprd.: Replacement: Replaced By: DWG: Rev.Deepak DasNoch keine Bewertungen
- Stainless Steel Float Level Switch and Mechanical Float Switch for Tank Level MonitoringDokument1 SeiteStainless Steel Float Level Switch and Mechanical Float Switch for Tank Level MonitoringErick Nacor ArevaloNoch keine Bewertungen
- Vibration PDFDokument48 SeitenVibration PDFtruva_kissNoch keine Bewertungen
- Howden Axial Fans HC Centrifugal Fans PDFDokument116 SeitenHowden Axial Fans HC Centrifugal Fans PDFSurya Kiran KNoch keine Bewertungen
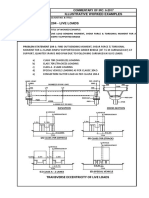
- Illustrative Worked Examples: Commentary of Irc: 6-2017Dokument4 SeitenIllustrative Worked Examples: Commentary of Irc: 6-2017jatin singla100% (1)
- New Developments in Pavement Design - Some IssuesDokument45 SeitenNew Developments in Pavement Design - Some IssuesSalam FaithNoch keine Bewertungen
- Chempump 500 SeriesDokument20 SeitenChempump 500 Seriesozeias.rosaNoch keine Bewertungen
- Miller Big - 40g WelderDokument60 SeitenMiller Big - 40g WelderbaoyingNoch keine Bewertungen
- Allouzi 2018Dokument36 SeitenAllouzi 2018arti sahuNoch keine Bewertungen
- EUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFDokument778 SeitenEUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFludiloliku67% (3)
- Aquatech B Series Operators ManualDokument169 SeitenAquatech B Series Operators ManualJader Leyva100% (2)
- Park Brake Recall ActionDokument13 SeitenPark Brake Recall Actionrobocop81Noch keine Bewertungen
- Propulsion, machinery, and safety questionsDokument10 SeitenPropulsion, machinery, and safety questionsIlker KoksoyNoch keine Bewertungen
- Baird Uc TedDokument17 SeitenBaird Uc TedJeffFordNoch keine Bewertungen
- 1091-5 T SgeotDokument11 Seiten1091-5 T Sgeotvenka07Noch keine Bewertungen
- AT6504 AFL Notes PDFDokument52 SeitenAT6504 AFL Notes PDFmeetbalakumarNoch keine Bewertungen
- Fluid Mechanics - McMaster MECH ENG 3O04 - Assignments 1-11Dokument11 SeitenFluid Mechanics - McMaster MECH ENG 3O04 - Assignments 1-11cttiger7135Noch keine Bewertungen
- GNL 06 PDFDokument4 SeitenGNL 06 PDFAnuj AsatiNoch keine Bewertungen
- Conditionals 20.3.Dokument32 SeitenConditionals 20.3.Stefan PetrovićNoch keine Bewertungen
- Syphon For Pressure Measuring Instruments Model 910.15: ApplicationsDokument4 SeitenSyphon For Pressure Measuring Instruments Model 910.15: Applicationsluis carlos martin contrerasNoch keine Bewertungen
- Toward A Consistent Design of Structural Concrete: Pci Journal May 1987Dokument10 SeitenToward A Consistent Design of Structural Concrete: Pci Journal May 1987Hanif NugrohoNoch keine Bewertungen
- Tutorial 5Dokument6 SeitenTutorial 5Mohammad Asri ChristopherNoch keine Bewertungen