Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Collecting and Testing CO2 Gas March 2015Dokument2 SeitenCollecting and Testing CO2 Gas March 2015John OsborneNoch keine Bewertungen
- Aggregates Lab Report PDFDokument5 SeitenAggregates Lab Report PDFcharishma takkallapalliNoch keine Bewertungen
- HIRAYAMA, HIRAYAMA AUTOCLAVE HVE-50, 50L HICLAVE WITH 3PCS SS WIRE BASKETS - Alat Lab, Water Analysis, Microbiology - PT. Sumber Aneka Karya Abadi PDFDokument2 SeitenHIRAYAMA, HIRAYAMA AUTOCLAVE HVE-50, 50L HICLAVE WITH 3PCS SS WIRE BASKETS - Alat Lab, Water Analysis, Microbiology - PT. Sumber Aneka Karya Abadi PDFuptdlabNoch keine Bewertungen
- IMUNOMOD TataneasaDokument6 SeitenIMUNOMOD TataneasaminunatNoch keine Bewertungen
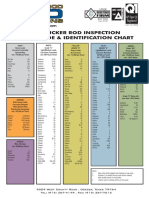
- Permian Rod Operations - Sucker Rod Identification Chart PDFDokument1 SeitePermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Noch keine Bewertungen
- Dawlance Report1Dokument17 SeitenDawlance Report1engr_dkNoch keine Bewertungen
- A General Review of The Causes and Acceptance of Shape ImperfectionsDokument7 SeitenA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekNoch keine Bewertungen
- Safety Data Sheets: 1. Identification of The Substance/mixture and of The Company/undertakingDokument6 SeitenSafety Data Sheets: 1. Identification of The Substance/mixture and of The Company/undertakingIgor IgorNoch keine Bewertungen
- Selective PrecipitationDokument6 SeitenSelective PrecipitationEdcademiaNoch keine Bewertungen
- Material Safety Data Sheet: Section 1. Chemical Product and Company IdentificationDokument8 SeitenMaterial Safety Data Sheet: Section 1. Chemical Product and Company Identificationgplese0Noch keine Bewertungen
- Product Manual FFETDokument21 SeitenProduct Manual FFETAan Sarkasi Amd100% (1)
- Corrosion Under InsulationDokument25 SeitenCorrosion Under InsulationNaqib Nordin33% (3)
- Unit 6 - Fire Investigation: IFE Level 4 Certificate in Fire Safety and Fire ScienceDokument4 SeitenUnit 6 - Fire Investigation: IFE Level 4 Certificate in Fire Safety and Fire ScienceDebayanbasu.juNoch keine Bewertungen
- Shear Friction MattockDokument10 SeitenShear Friction MattockSisina Anish100% (1)
- Mole Balance: Reaction Engineering CKB 20104Dokument7 SeitenMole Balance: Reaction Engineering CKB 20104Syafiq Hashim SpikerNoch keine Bewertungen
- Syllabus Diploma ElectricalDokument136 SeitenSyllabus Diploma Electricalrjpatil19Noch keine Bewertungen
- 87 Kerabondplus GB in PDFDokument4 Seiten87 Kerabondplus GB in PDFpankajNoch keine Bewertungen
- Agricultural Waste Conversion ToDokument6 SeitenAgricultural Waste Conversion ToyemresimsekNoch keine Bewertungen
- CHE323 FS18 Teil1 - PDF PDFDokument114 SeitenCHE323 FS18 Teil1 - PDF PDFreauhanNoch keine Bewertungen
- MdmaDokument55 SeitenMdmaSonnie DepresionNoch keine Bewertungen
- Dispersion Characteristics of Substrate IntegratedDokument3 SeitenDispersion Characteristics of Substrate IntegratedUsman QureshiNoch keine Bewertungen
- Deflection On The Cantilever BeamDokument11 SeitenDeflection On The Cantilever BeamArif AzizAnNoch keine Bewertungen
- ME Vol 2 FMDokument364 SeitenME Vol 2 FMDeepak Gupta100% (4)
- Access EngineeringDokument11 SeitenAccess EngineeringDeepakNathNoch keine Bewertungen
- PHYS1002 Proposal 1Dokument2 SeitenPHYS1002 Proposal 1MatthewGrovesNoch keine Bewertungen
- GMW14872 - Cyclic Corrosion Laboratory TestDokument22 SeitenGMW14872 - Cyclic Corrosion Laboratory TestZAPSENoch keine Bewertungen
- Partially Aerated Bubble Column: 10.1 Problem DescriptionDokument14 SeitenPartially Aerated Bubble Column: 10.1 Problem DescriptionS_ELBEHERYNoch keine Bewertungen
- Agricultural MeteorologyDokument25 SeitenAgricultural MeteorologyAman IndwarNoch keine Bewertungen
- (1967) History of The Lenz-Ising ModelDokument13 Seiten(1967) History of The Lenz-Ising ModelJakler NicheleNoch keine Bewertungen