Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- FANUC MANUAL GUIDE I - OPERATOR'S MANUAL - InglêsDokument336 SeitenFANUC MANUAL GUIDE I - OPERATOR'S MANUAL - InglêsSandro Alfradigne50% (2)
- PG Gland Thread Sizes PDFDokument2 SeitenPG Gland Thread Sizes PDFArvind Kumawat100% (6)
- VTC - Brochure DigitalDokument44 SeitenVTC - Brochure DigitalLuis AparcanaNoch keine Bewertungen
- Programming Manual: Mazatrol Matrix NexusDokument350 SeitenProgramming Manual: Mazatrol Matrix NexusMilton Righetto Nass100% (1)
- I J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyDokument5 SeitenI J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyGarapati MurarjiNoch keine Bewertungen
- IJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingDokument7 SeitenIJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingGarapati MurarjiNoch keine Bewertungen
- I J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyDokument5 SeitenI J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyGarapati MurarjiNoch keine Bewertungen
- A Comprehensive Study On 3D Printing Technology Investigation of Heat Storage Performance of A Solar Pond With P..Dokument8 SeitenA Comprehensive Study On 3D Printing Technology Investigation of Heat Storage Performance of A Solar Pond With P..Garapati MurarjiNoch keine Bewertungen
- The Impact and Application of 3D Printing Technology: Related PapersDokument6 SeitenThe Impact and Application of 3D Printing Technology: Related PapersGarapati MurarjiNoch keine Bewertungen
- Status of Collection of Assessed Contributions, Including Member States in Arrears in The Payment of Their Contributions To An Extent That Would Justify Invoking Article 7 of The ConstitutionDokument2 SeitenStatus of Collection of Assessed Contributions, Including Member States in Arrears in The Payment of Their Contributions To An Extent That Would Justify Invoking Article 7 of The ConstitutionGarapati MurarjiNoch keine Bewertungen
- Water Heater: User GuideDokument28 SeitenWater Heater: User GuideGarapati MurarjiNoch keine Bewertungen
- Evaluation of Metal-Mould Interfacial Heat Transfer During The Solidification of Aluminium - 4.5% Copper Alloy Castings Cast in CO - Sand MouldsDokument18 SeitenEvaluation of Metal-Mould Interfacial Heat Transfer During The Solidification of Aluminium - 4.5% Copper Alloy Castings Cast in CO - Sand MouldsGarapati MurarjiNoch keine Bewertungen
- Soldering, Brazing & Welding-A Manual of Techniques - D. PritchardDokument150 SeitenSoldering, Brazing & Welding-A Manual of Techniques - D. PritchardDavid BogdanNoch keine Bewertungen
- Design of Flat Form ToolDokument18 SeitenDesign of Flat Form ToolGarapati Murarji100% (1)
- 09 Strip LayoutDokument28 Seiten09 Strip LayoutvivekNoch keine Bewertungen
- 11 Factorial Designs ShortDokument22 Seiten11 Factorial Designs ShortGarapati MurarjiNoch keine Bewertungen
- Heat Transfer and Solidification Model of Continuous Slab Casting: Con1DDokument60 SeitenHeat Transfer and Solidification Model of Continuous Slab Casting: Con1DGarapati MurarjiNoch keine Bewertungen
- Din 3963Dokument18 SeitenDin 3963Garapati Murarji100% (1)
- ACCURL Master Guillotine Shears Master MS8-10x4000 With ELGO P40T NCDokument6 SeitenACCURL Master Guillotine Shears Master MS8-10x4000 With ELGO P40T NCEnriqueMiguelPriceNoch keine Bewertungen
- Application Guide - Gear Grinding CelumDokument8 SeitenApplication Guide - Gear Grinding CelumLê Đức BảoNoch keine Bewertungen
- Element Six Metalworking-BrochureDokument18 SeitenElement Six Metalworking-BrochureGuilherme TrettelNoch keine Bewertungen
- AMS Thread Size ChartDokument4 SeitenAMS Thread Size Chartarunvelu_1250% (2)
- Lab Report 06 MEMDokument12 SeitenLab Report 06 MEMImdad JalaliNoch keine Bewertungen
- Machine Shop Lab Manual: Department of Mechanical EngineeringDokument66 SeitenMachine Shop Lab Manual: Department of Mechanical EngineeringHiren ParikhNoch keine Bewertungen
- Mechanical Engineering Projects Ideas For College Students (2020)Dokument24 SeitenMechanical Engineering Projects Ideas For College Students (2020)Kyle LabileNoch keine Bewertungen
- ELECTRON BEAM MACHINING PrashanthDokument20 SeitenELECTRON BEAM MACHINING PrashanthSurender NarmetaNoch keine Bewertungen
- Workshop 1Dokument57 SeitenWorkshop 1John Paul CuaderoNoch keine Bewertungen
- High Efficiency Grinding Using CBN WheelDokument24 SeitenHigh Efficiency Grinding Using CBN WheelS.VigneshNoch keine Bewertungen
- Drilling MC ManualDokument3 SeitenDrilling MC ManualKS Rajawat100% (1)
- INDUSTRIAL TRAINING PresentationDokument31 SeitenINDUSTRIAL TRAINING Presentationjatin uppalNoch keine Bewertungen
- MasterCAM BrochureDokument28 SeitenMasterCAM BrochurePhúc NguyễnNoch keine Bewertungen
- Img 2 GcodeDokument26 SeitenImg 2 GcodeGogi SmithNoch keine Bewertungen
- Assumptions in Orthogonal CuttingDokument1 SeiteAssumptions in Orthogonal CuttingmotuandgoluNoch keine Bewertungen
- Toolroom Mill Operator's Addendum Has Milling MachingDokument14 SeitenToolroom Mill Operator's Addendum Has Milling Machinga_kiyaNoch keine Bewertungen
- 20J3XB - Programming - EN M80 VER00Dokument142 Seiten20J3XB - Programming - EN M80 VER00maxvelyrNoch keine Bewertungen
- CNC Emco Turn 365 PDFDokument362 SeitenCNC Emco Turn 365 PDFDiego Fernando Cadena ArangoNoch keine Bewertungen
- Electronic Product Development - Manufacturing Cost Estimation PDFDokument21 SeitenElectronic Product Development - Manufacturing Cost Estimation PDFDhanus KodiNoch keine Bewertungen
- Technical Data: Plastic Steel Putty (A)Dokument4 SeitenTechnical Data: Plastic Steel Putty (A)francisNoch keine Bewertungen
- 3Urıoh0Dfklqlqj&Hqwhuv: Revised October 2014Dokument26 Seiten3Urıoh0Dfklqlqj&Hqwhuv: Revised October 2014tawfikNoch keine Bewertungen
- Milling Machine Detail Notes PDFDokument23 SeitenMilling Machine Detail Notes PDFraymon sharmaNoch keine Bewertungen
- 00 CS-MSS IntroductionDokument25 Seiten00 CS-MSS IntroductionSantiagoNoch keine Bewertungen
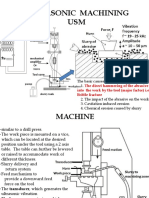
- Ultrasonic Machining USM: The Basic Causes of Material Removal 1Dokument13 SeitenUltrasonic Machining USM: The Basic Causes of Material Removal 1Saswat KhataiNoch keine Bewertungen
- Vectric Cut 3d FrogmillDokument9 SeitenVectric Cut 3d FrogmillDavid RuizNoch keine Bewertungen
- Unit 3 CNC Machine Tools: StructureDokument17 SeitenUnit 3 CNC Machine Tools: StructureRohit GhulanavarNoch keine Bewertungen