Das könnte Ihnen auch gefallen
- Tratamientos TermicosDokument9 SeitenTratamientos TermicosTtrraanneeOonneeNoch keine Bewertungen
- Asignacion 6Dokument16 SeitenAsignacion 6CRISTHIAN SANTOS FLORES LUQUENoch keine Bewertungen
- 1 Primer Informe de Metafisica 2-2016 PDFDokument15 Seiten1 Primer Informe de Metafisica 2-2016 PDFDonadoni QuispeNoch keine Bewertungen
- Practica Nº3 Efectos de La Alotropía Del AceroDokument9 SeitenPractica Nº3 Efectos de La Alotropía Del AceroMishel Carrion CuadrosNoch keine Bewertungen
- Sistema de Colada y AlimentacionDokument13 SeitenSistema de Colada y AlimentacionAlejandra ZeaNoch keine Bewertungen
- Practica 12-Tratamientos TermoquimicosDokument13 SeitenPractica 12-Tratamientos TermoquimicosGRACIELA QUISPE HUAMANNoch keine Bewertungen
- Informe de MetalografiaDokument10 SeitenInforme de MetalografiaJose L BuitronNoch keine Bewertungen
- TT FundamentosDokument115 SeitenTT FundamentosCarlos AravenaNoch keine Bewertungen
- Estirado en Frio y Caliente PDFDokument5 SeitenEstirado en Frio y Caliente PDFIrving Mireles Reyes100% (1)
- Forjado en Caliente de PiezasDokument27 SeitenForjado en Caliente de Piezas1rubena1Noch keine Bewertungen
- La CementacionDokument33 SeitenLa CementacionDarcyNoch keine Bewertungen
- Defectos de Fundicion22Dokument59 SeitenDefectos de Fundicion22Carlos GutierrezNoch keine Bewertungen
- REVENIDODokument6 SeitenREVENIDOMichel MadrigalNoch keine Bewertungen
- Defectos de FundicionDokument7 SeitenDefectos de FundicionKarlos Andrés ValenzuelaNoch keine Bewertungen
- Lubricacion Con VidrioDokument2 SeitenLubricacion Con VidrioDaniel SamperNoch keine Bewertungen
- Anisotropía Plana y NormalDokument3 SeitenAnisotropía Plana y NormalJavier Vivic CarrilloNoch keine Bewertungen
- Informe de Recocido y NormalizadoDokument17 SeitenInforme de Recocido y NormalizadoPablo Salinas ValeroNoch keine Bewertungen
- Recristalización y Recocido de BronceDokument11 SeitenRecristalización y Recocido de BronceGracielaGramyQHNoch keine Bewertungen
- Presentacion Tratamientos TermoquimicosDokument23 SeitenPresentacion Tratamientos Termoquimicoskaneki kenNoch keine Bewertungen
- Recocido y Normalizado ACERO 01Dokument6 SeitenRecocido y Normalizado ACERO 01Jose Aderlin Mejia Campos100% (1)
- 3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaDokument9 Seiten3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaarturoNoch keine Bewertungen
- Solidificacion LingotesDokument6 SeitenSolidificacion LingotesenriqueNoch keine Bewertungen
- Primer Parcial de Soldadura I Sem 2021Dokument4 SeitenPrimer Parcial de Soldadura I Sem 2021CHRISTIAN COLLAZOS PARDAVENoch keine Bewertungen
- Capitulo IV AgrietamientoDokument24 SeitenCapitulo IV AgrietamientojoelNoch keine Bewertungen
- 1 Ejercicios de Tratamientos TermicosDokument14 Seiten1 Ejercicios de Tratamientos TermicosOscar Jean Paul Sullca RomeroNoch keine Bewertungen
- Tratamientos Termicos PresentacionDokument94 SeitenTratamientos Termicos PresentacionMario QuiñonesNoch keine Bewertungen
- Ejercicio Biela Procesos 1Dokument19 SeitenEjercicio Biela Procesos 1Elver Rivera100% (1)
- Practica 3Dokument12 SeitenPractica 3Walter Silva100% (1)
- Examen de Metalurgia Fisica IIDokument4 SeitenExamen de Metalurgia Fisica IIGamarra OrlandoNoch keine Bewertungen
- Principales Defectos en La FundicionDokument20 SeitenPrincipales Defectos en La FundicionAlberth Gray83% (6)
- Ensayo de Templabilidad Normas ApaDokument27 SeitenEnsayo de Templabilidad Normas ApaTatiana100% (1)
- Sesion 2 Soldadura de Estruct Segun Aws D1.1 PDFDokument43 SeitenSesion 2 Soldadura de Estruct Segun Aws D1.1 PDFBrayan ChagllaNoch keine Bewertungen
- Forjado PDFDokument28 SeitenForjado PDFLuis Muñoz Villegas50% (4)
- Resumen Proceso de LaminacionDokument3 SeitenResumen Proceso de LaminacionRodrigo AquipuchoNoch keine Bewertungen
- Colada Continua ExpoDokument19 SeitenColada Continua ExpoElmer Palma RomeroNoch keine Bewertungen
- Info Fundicion Por Inyeccion de MetalDokument16 SeitenInfo Fundicion Por Inyeccion de MetalBryan Carrillo0% (1)
- MC112 - 10Dokument80 SeitenMC112 - 10joseNoch keine Bewertungen
- Dureza GuibaruDokument2 SeitenDureza GuibaruDonald TrampaNoch keine Bewertungen
- Aceros Grado HerramientaDokument2 SeitenAceros Grado HerramientaAna RodriguezNoch keine Bewertungen
- TT NormalizadoDokument11 SeitenTT NormalizadoWilmer Quezada MurilloNoch keine Bewertungen
- Respuestas de Guia 4 FinalDokument9 SeitenRespuestas de Guia 4 FinalGregory GoncalvezNoch keine Bewertungen
- 06 Extrusión de MetalesDokument10 Seiten06 Extrusión de MetalesfatamariNoch keine Bewertungen
- Preguntas de Repaso Cap 10Dokument10 SeitenPreguntas de Repaso Cap 10Cristhian Rivera BazoaltoNoch keine Bewertungen
- Conformado Plastico de Metales. FORJA.Dokument143 SeitenConformado Plastico de Metales. FORJA.Daniel MesaNoch keine Bewertungen
- Tratamiento Térmico de RecocidoDokument5 SeitenTratamiento Térmico de Recocidoclen23Noch keine Bewertungen
- Proceso de LaminacionDokument9 SeitenProceso de LaminacionsupersonicogtNoch keine Bewertungen
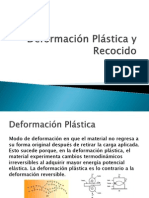
- Deformación Plástica y RecocidoDokument18 SeitenDeformación Plástica y RecocidoDiego GrajedaNoch keine Bewertungen
- Extrusion Schey PDFDokument20 SeitenExtrusion Schey PDFDoumbiarbo DI100% (1)
- Clase 3 MatriceriaDokument18 SeitenClase 3 MatriceriaDavy JonesNoch keine Bewertungen
- Diagrama PVTDokument3 SeitenDiagrama PVTCardenas Velasques EnriqueNoch keine Bewertungen
- Investigación-Calentamiento, Vertido, Solidificación y EnfriamientoDokument8 SeitenInvestigación-Calentamiento, Vertido, Solidificación y EnfriamientoDamy OrtizNoch keine Bewertungen
- Procesos de TroqueladoDokument24 SeitenProcesos de TroqueladoEmilio GarcíaNoch keine Bewertungen
- Cuestionario de Tratamientos TermicosDokument4 SeitenCuestionario de Tratamientos TermicosLuis Torres FernándezNoch keine Bewertungen
- Ensayo JominyDokument25 SeitenEnsayo JominyKatherine ZorrillaNoch keine Bewertungen
- Avner (Resumen)Dokument11 SeitenAvner (Resumen)Jean Pool Alarcon VilaNoch keine Bewertungen
- Pavonado PDFDokument10 SeitenPavonado PDFByron SanchezNoch keine Bewertungen
- Temple Revenido PDFDokument8 SeitenTemple Revenido PDFIsaac Jonathan Vargas AvilesNoch keine Bewertungen
- Tratamientos Térmicos de Metales FérrososDokument6 SeitenTratamientos Térmicos de Metales FérrososRafael Alegre0% (1)
- Tratamiento TérmicoDokument8 SeitenTratamiento TérmicoErick SalinasNoch keine Bewertungen
- Laboratorio de Tratamientos TermoquimicosDokument15 SeitenLaboratorio de Tratamientos TermoquimicosJanPool PosadaNoch keine Bewertungen
- Riesgos Industriales para La SaludDokument15 SeitenRiesgos Industriales para La SaludDiana HernandezNoch keine Bewertungen
- Qué Es El Riesgo BiológicoDokument7 SeitenQué Es El Riesgo BiológicoDiana HernandezNoch keine Bewertungen
- Qué Son Los Riesgos Psicosociales y El EstrésDokument7 SeitenQué Son Los Riesgos Psicosociales y El EstrésDiana HernandezNoch keine Bewertungen
- Riegos Mecanicos.Dokument7 SeitenRiegos Mecanicos.Diana HernandezNoch keine Bewertungen
- Riesgo QuimicoDokument6 SeitenRiesgo QuimicoDiana HernandezNoch keine Bewertungen
- Riesgos ElectricosDokument6 SeitenRiesgos ElectricosDiana HernandezNoch keine Bewertungen
- Diagramas Ternarios y TermodinamicaDokument18 SeitenDiagramas Ternarios y TermodinamicaDiana HernandezNoch keine Bewertungen
- Juegos InfantilesDokument4 SeitenJuegos InfantilesDiana HernandezNoch keine Bewertungen
- Enlace QuímicoDokument4 SeitenEnlace QuímicoDiana HernandezNoch keine Bewertungen
- Metodologías para La Solución de Problemas de Calidad. U.4Dokument7 SeitenMetodologías para La Solución de Problemas de Calidad. U.4Diana HernandezNoch keine Bewertungen
- Acidos y BasesDokument26 SeitenAcidos y BasesDiana HernandezNoch keine Bewertungen
- RHDokument16 SeitenRHDiana HernandezNoch keine Bewertungen
- Fisicoquimica de AceracionDokument14 SeitenFisicoquimica de AceracionDiana Hernandez100% (1)
- Fisicoquimica de AceraciónDokument38 SeitenFisicoquimica de AceraciónCata GarciaNoch keine Bewertungen
- Evolución Estructural de La Aleación de NiDokument12 SeitenEvolución Estructural de La Aleación de NiDiana HernandezNoch keine Bewertungen
- Ensayo JominyDokument2 SeitenEnsayo JominyTyrel MillerNoch keine Bewertungen
- Clasificación de Los LatonesDokument16 SeitenClasificación de Los LatonesPaola FarfanNoch keine Bewertungen
- Capitulo 2 Temperaturas Criticas Del Hierro y de Los Aceros Diana Laura Hernandez ArellanoDokument6 SeitenCapitulo 2 Temperaturas Criticas Del Hierro y de Los Aceros Diana Laura Hernandez ArellanoDiana HernandezNoch keine Bewertungen
- Capitulo 3 Constituyentes Microscópicos de Los AcerosDokument5 SeitenCapitulo 3 Constituyentes Microscópicos de Los AcerosDiana HernandezNoch keine Bewertungen
- Exposición Nitruración GaseosaDokument10 SeitenExposición Nitruración GaseosaCatalina Madriz MasísNoch keine Bewertungen
- Tratamientos Termicos de Los AcerosDokument26 SeitenTratamientos Termicos de Los AcerosJavier Solis HdezNoch keine Bewertungen
- Parcial 3 AcerosDokument5 SeitenParcial 3 AcerosSEBASTIAN SANCHEZ FRANCONoch keine Bewertungen
- Separata N - 10 Fundamentos de Los Tratamientos TérmicosDokument13 SeitenSeparata N - 10 Fundamentos de Los Tratamientos TérmicosEduardo Daniel Ortiz TorresNoch keine Bewertungen
- Aceros Debilmnte Aleados Resistente A Bajas TemperaturasDokument44 SeitenAceros Debilmnte Aleados Resistente A Bajas TemperaturasRodrigo Cariz100% (2)
- Informe de La MartensitaDokument6 SeitenInforme de La MartensitaRuthRebelliousNoch keine Bewertungen
- 1053 PaermoDokument63 Seiten1053 PaermoLionel MessiNoch keine Bewertungen
- Laboratorio 1Dokument3 SeitenLaboratorio 1GuussttNoch keine Bewertungen
- FISICADokument37 SeitenFISICAantonela chavezNoch keine Bewertungen
- Practica de MetalografiaDokument12 SeitenPractica de MetalografiaMilagros Carolina Dugarte Reyes0% (1)
- Resistencia Al Desgaste Por AbrasionDokument70 SeitenResistencia Al Desgaste Por Abrasionluisantonio2100% (1)
- Acero 8620, Jesus, PorrasDokument32 SeitenAcero 8620, Jesus, PorrasMiguel Angel López NavarreteNoch keine Bewertungen
- Aleaciones de Acero AISIDokument41 SeitenAleaciones de Acero AISIMelissa Del RosalNoch keine Bewertungen
- Ejercicios TTTDokument74 SeitenEjercicios TTTHenry CnTnoNoch keine Bewertungen
- Analisis Critico MaDokument6 SeitenAnalisis Critico MaAda RamirezNoch keine Bewertungen
- 3.3 Acero - Al - CarbonDokument1 Seite3.3 Acero - Al - CarbonArturo MendozaNoch keine Bewertungen
- RESUMEN Metales y TrfatamientosDokument16 SeitenRESUMEN Metales y TrfatamientosOrdnael Aral ZeábNoch keine Bewertungen
- Transformaciones de Fase en Los AcerosDokument10 SeitenTransformaciones de Fase en Los Acerosjudal57Noch keine Bewertungen
- Estudio de Las Propiedades Mecanicas de Aceros deDokument21 SeitenEstudio de Las Propiedades Mecanicas de Aceros deCarlos Armando Valdivia TrigosoNoch keine Bewertungen
- Laboratorio de Metalurgia FisicaDokument24 SeitenLaboratorio de Metalurgia FisicaJuan AraujoNoch keine Bewertungen
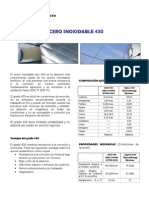
- Acero AISI 430Dokument4 SeitenAcero AISI 430MADNESSBlackSoulNoch keine Bewertungen
- Mapa Conceptual ArtículoDokument2 SeitenMapa Conceptual ArtículoGonzález Hernández Juan PabloNoch keine Bewertungen
- Tema 2 Aleaciones Metálicas PDFDokument28 SeitenTema 2 Aleaciones Metálicas PDFAdrián Escolano EscolanoNoch keine Bewertungen
- Propuesta de Proyecto Dual PhaseDokument6 SeitenPropuesta de Proyecto Dual Phaseisraelvf33Noch keine Bewertungen
- CXZCDokument5 SeitenCXZCMrulrerNoch keine Bewertungen
- Acero SAE 420Dokument19 SeitenAcero SAE 420Oscar Fabian MayorgaNoch keine Bewertungen
- Transformaciones de Los Aceros en Estado SólidoDokument37 SeitenTransformaciones de Los Aceros en Estado SólidoAle GeiNoch keine Bewertungen
- METALOGRAFIADokument15 SeitenMETALOGRAFIABladymir Alonso Aquino ArresuenoNoch keine Bewertungen
- Prueba de ImpactoDokument18 SeitenPrueba de ImpactoDiana Vanessa GuerreroNoch keine Bewertungen
- Ensayo Jominy FinalDokument44 SeitenEnsayo Jominy FinalEfraín Hdz ÁvilaNoch keine Bewertungen