Das könnte Ihnen auch gefallen
- 1 Imran Piping QC CVDokument4 Seiten1 Imran Piping QC CVkazim MirzaNoch keine Bewertungen
- PTS-1012 - RA Hardness Test ReportDokument1 SeitePTS-1012 - RA Hardness Test ReportPetrotrim ServicesNoch keine Bewertungen
- Welder Qualification Flow Chart (Updated)Dokument7 SeitenWelder Qualification Flow Chart (Updated)Rajesh KannanNoch keine Bewertungen
- Radiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0Dokument13 SeitenRadiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0BCE DeNoch keine Bewertungen
- 0901b80380959cc7 PDFDokument2 Seiten0901b80380959cc7 PDFikan100% (1)
- TDC 004 CS Fittings r0Dokument1 SeiteTDC 004 CS Fittings r0samkarthik47Noch keine Bewertungen
- HDPE Butt Fusion Weld Inspection and Imaging PDFDokument19 SeitenHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNoch keine Bewertungen
- 4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For SiskaDokument7 Seiten4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For Siskau04ajf3Noch keine Bewertungen
- ITP-1612-F01 Rev. 2Dokument19 SeitenITP-1612-F01 Rev. 2Erin JohnsonNoch keine Bewertungen
- Consultancy in Mechanical Integrity RBI, RCM, FFS, NDT & Vibration Analysis Services Training Based On API ASME and Other StandardsDokument6 SeitenConsultancy in Mechanical Integrity RBI, RCM, FFS, NDT & Vibration Analysis Services Training Based On API ASME and Other StandardsShahbaz KhanNoch keine Bewertungen
- Halliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberDokument7 SeitenHalliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberTahseen Ahmed100% (1)
- Saudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Dokument1 SeiteSaudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Mohammed Hamed BaganNoch keine Bewertungen
- Sample Forms WPS PQRDokument22 SeitenSample Forms WPS PQRGMNoch keine Bewertungen
- FInal QAP HDPE WeldingDokument2 SeitenFInal QAP HDPE Weldingkannagi198Noch keine Bewertungen
- NDT Acceptance Criteria PDFDokument2 SeitenNDT Acceptance Criteria PDFamit84indNoch keine Bewertungen
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDokument12 SeitenSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDokument2 SeitenElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifNoch keine Bewertungen
- Visible Penetrant Examination Using The Water-Washable ProcessDokument6 SeitenVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTANoch keine Bewertungen
- STD-InSP-0005 (Plate Inspection Procedure)Dokument3 SeitenSTD-InSP-0005 (Plate Inspection Procedure)airbroomNoch keine Bewertungen
- Piping System Hydraulic Test Procedure R0Dokument6 SeitenPiping System Hydraulic Test Procedure R0cmc261185Noch keine Bewertungen
- Sample WPS 1Dokument13 SeitenSample WPS 1waqas pirachaNoch keine Bewertungen
- SAIC-W-2078 Review PWHT Proc For TankDokument5 SeitenSAIC-W-2078 Review PWHT Proc For Tankkarioke mohaNoch keine Bewertungen
- NDT Level 2Dokument4 SeitenNDT Level 2sateeshNoch keine Bewertungen
- Welder Qualification Test - As Run Sheet: Weld Details Filler Shield Welding ParametersDokument1 SeiteWelder Qualification Test - As Run Sheet: Weld Details Filler Shield Welding ParametersGopalakrishnan GovindarajNoch keine Bewertungen
- Punch Points For Piping EngineersDokument8 SeitenPunch Points For Piping EngineersVignesh MohanNoch keine Bewertungen
- Pressure Testing ProcedureDokument14 SeitenPressure Testing ProcedureCepi Sindang KamulanNoch keine Bewertungen
- Installation Checklist Adhesive BondingDokument1 SeiteInstallation Checklist Adhesive BondingGogulu KumarNoch keine Bewertungen
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDokument18 SeitenInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNoch keine Bewertungen
- ITP For REPAIR - MODIFY OF STEEL STRUCTUREDokument8 SeitenITP For REPAIR - MODIFY OF STEEL STRUCTUREShewale PravinNoch keine Bewertungen
- 1.13 Inspection & Test PlansDokument1 Seite1.13 Inspection & Test Plansabimanyubawono100% (2)
- External Pipe Wrapping - Inspection and Test Plan: Description of LocationDokument2 SeitenExternal Pipe Wrapping - Inspection and Test Plan: Description of LocationDavidNoch keine Bewertungen
- Pull Off Test Report RefinaryDokument3 SeitenPull Off Test Report RefinaryZaid Raslan AyoubNoch keine Bewertungen
- Welder and Welder Operator Qualification Record FormDokument1 SeiteWelder and Welder Operator Qualification Record FormNanaba Nanayaw DwomohNoch keine Bewertungen
- Acceptance Criteria Asme B31.3 PDFDokument1 SeiteAcceptance Criteria Asme B31.3 PDFAhmad RizkiNoch keine Bewertungen
- Joints (Qw-402) DetailsDokument3 SeitenJoints (Qw-402) DetailsNaqqash SajidNoch keine Bewertungen
- PWPS WPS CAP 039 PQR 035Dokument15 SeitenPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNoch keine Bewertungen
- Ferrite ContentDokument5 SeitenFerrite ContentMohammad Rizwan100% (1)
- Weld Repair ProcedureDokument51 SeitenWeld Repair Proceduremohd as shahiddin jafriNoch keine Bewertungen
- Company Welder & Welding Operator Register Based On Aws D1.5 2015Dokument1 SeiteCompany Welder & Welding Operator Register Based On Aws D1.5 2015REZKINoch keine Bewertungen
- M 4 D1.1 2015 Form PDFDokument1 SeiteM 4 D1.1 2015 Form PDFDabbar TaherNoch keine Bewertungen
- AKP Storage TanksDokument51 SeitenAKP Storage Tankscris_2010Noch keine Bewertungen
- Painting & Inspection FormatDokument1 SeitePainting & Inspection FormatABEC Trombay siteNoch keine Bewertungen
- RFI & ITR Workflow - 20200116Dokument1 SeiteRFI & ITR Workflow - 20200116nickoNoch keine Bewertungen
- EXternal ITP PDFDokument8 SeitenEXternal ITP PDFjaineranaNoch keine Bewertungen
- Weld Defect Wall ChartDokument6 SeitenWeld Defect Wall ChartMuhammad Attaulla KhanNoch keine Bewertungen
- CV 2023Dokument5 SeitenCV 2023AmitNoch keine Bewertungen
- Hot Tap ReportDokument2 SeitenHot Tap ReportCak NhassNoch keine Bewertungen
- Welding Procedure Specification: Material / Joints QualifiedDokument2 SeitenWelding Procedure Specification: Material / Joints QualifiedFernando LlontopNoch keine Bewertungen
- Inspection and Test Plan For Piping (PP/FRP Piping)Dokument2 SeitenInspection and Test Plan For Piping (PP/FRP Piping)Anonymous EyK4vt6Y100% (1)
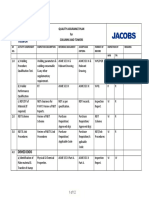
- 2.8.2. Indicative QAP - ColumnsDokument12 Seiten2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- STD-INSP-0024 Procedure For Radiographic TestDokument13 SeitenSTD-INSP-0024 Procedure For Radiographic TesttayyabNoch keine Bewertungen
- 04 - Material Receiving Inspection Procedure - Asf-Qc-Mri-001Dokument8 Seiten04 - Material Receiving Inspection Procedure - Asf-Qc-Mri-001Sherif YehiaNoch keine Bewertungen
- Material Receiving Inspection Report: Project TitleDokument2 SeitenMaterial Receiving Inspection Report: Project TitleGomathyselviNoch keine Bewertungen
- Asnt Level Ii - NDT In: Application For The Post Of: QC PIPING INSPECTORDokument34 SeitenAsnt Level Ii - NDT In: Application For The Post Of: QC PIPING INSPECTORJAMHSED KHANNoch keine Bewertungen
- 2015 Pinnacle 580 Training FlyerDokument2 Seiten2015 Pinnacle 580 Training FlyerAlbertoNoch keine Bewertungen
- Duplex Stainless SteelDokument17 SeitenDuplex Stainless SteelthunderNoch keine Bewertungen
- Abddou Med Amine cv-2-3Dokument5 SeitenAbddou Med Amine cv-2-3امينNoch keine Bewertungen
- QC Inspector ResumeDokument6 SeitenQC Inspector ResumeEngr Primus Chinonye100% (1)
- Kalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)Dokument7 SeitenKalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)GomathyselviNoch keine Bewertungen
- Aerocore PropertiesDokument2 SeitenAerocore PropertieskflimNoch keine Bewertungen
- Review On Application of Drone in Agriculture Field: XXX-X-XXXX-XXXX-X/XX/$XX.00 ©20XX IEEEDokument6 SeitenReview On Application of Drone in Agriculture Field: XXX-X-XXXX-XXXX-X/XX/$XX.00 ©20XX IEEESagar PatilNoch keine Bewertungen
- Basic NetworkingDokument21 SeitenBasic NetworkingMina Ilagan RazonNoch keine Bewertungen
- Company Profile Traya Lintas PersadaDokument24 SeitenCompany Profile Traya Lintas PersadaAyu Catra KastaraNoch keine Bewertungen
- Parts Manual: L6/L8 60HZ (C45, C48, C49, D88, D89, G10, & G11) L6/L8 50HZ (B39)Dokument77 SeitenParts Manual: L6/L8 60HZ (C45, C48, C49, D88, D89, G10, & G11) L6/L8 50HZ (B39)Marquinhos CastroNoch keine Bewertungen
- CPCCSF2003A Cut and Bend Materials Using Oxy LPG Equipment LR V1Dokument141 SeitenCPCCSF2003A Cut and Bend Materials Using Oxy LPG Equipment LR V1FfdsfdsNoch keine Bewertungen
- Print PDFDokument11 SeitenPrint PDFFe CasarolliNoch keine Bewertungen
- 10q Poster LH EnglishDokument1 Seite10q Poster LH EnglishTri Sumadya Aditya100% (1)
- s7 1500 Compare Table en MnemoDokument88 Seitens7 1500 Compare Table en MnemoPeli JorroNoch keine Bewertungen
- List of Sanitary and Plumbing ItemsDokument4 SeitenList of Sanitary and Plumbing ItemssumalathaNoch keine Bewertungen
- Cathodic Protection System Inspection and Test PlanDokument10 SeitenCathodic Protection System Inspection and Test PlanNoor A QasimNoch keine Bewertungen
- Mycom TecnicaDokument21 SeitenMycom TecnicaTeuku Mukhriza100% (1)
- A2 Accu-Flo Clamped Metal Pump: Engineering Operation MaintenanceDokument28 SeitenA2 Accu-Flo Clamped Metal Pump: Engineering Operation MaintenanceThanh Nghị BùiNoch keine Bewertungen
- HeiDokument1 SeiteHeiJose Nelson Moreno BNoch keine Bewertungen
- ARM926EJ-S System CoreWare Product BriefDokument2 SeitenARM926EJ-S System CoreWare Product Briefmakumba1972Noch keine Bewertungen
- Iso 8100 2 2019Dokument15 SeitenIso 8100 2 2019AchmadNoch keine Bewertungen
- Is 13134Dokument14 SeitenIs 13134Sowjanya ChNoch keine Bewertungen
- Certification - Speech Testing - Assistant PartnersDokument2 SeitenCertification - Speech Testing - Assistant PartnersRodrigo Freire BragaNoch keine Bewertungen
- CHEN3000 Process Plant Engineering: Semester 2 2016Dokument30 SeitenCHEN3000 Process Plant Engineering: Semester 2 2016Max Yee Min JueyNoch keine Bewertungen
- 01+yn1m301719-Afb 1rtaDokument53 Seiten01+yn1m301719-Afb 1rtaNurul Islam FarukNoch keine Bewertungen
- Design of Well FoundationDokument31 SeitenDesign of Well FoundationAshish Karki97% (32)
- SI Failure of Bremi Ignition Coils E36 - 7, E39, E46, E53Dokument2 SeitenSI Failure of Bremi Ignition Coils E36 - 7, E39, E46, E53strexxNoch keine Bewertungen
- Web UI Norox Neu PDFDokument8 SeitenWeb UI Norox Neu PDFGovardhan RaviNoch keine Bewertungen
- BX 3010 (0C)Dokument362 SeitenBX 3010 (0C)Lâm Hồ Ngọc HãnNoch keine Bewertungen
- Tak Company Profile - 1Dokument28 SeitenTak Company Profile - 1zacky100% (1)
- 1 5 1Dokument5 Seiten1 5 1daemsalNoch keine Bewertungen
- GasesDokument102 SeitenGasesLya EscoteNoch keine Bewertungen
- AminoDokument28 SeitenAminoqurrota ainynNoch keine Bewertungen
- Reverb DesignDokument9 SeitenReverb DesignSerj PoltavskiNoch keine Bewertungen
- Quectel MC60 at Commands Manual V1.2Dokument262 SeitenQuectel MC60 at Commands Manual V1.2Adimaro MontoyaNoch keine Bewertungen