Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Safety Integrity Level (SIL) Determination Using LOPA Methods To Comply With IEC 61511 and ISA 84Dokument3 SeitenSafety Integrity Level (SIL) Determination Using LOPA Methods To Comply With IEC 61511 and ISA 84naren_013Noch keine Bewertungen
- Coa 100Dokument16 SeitenCoa 100naren_013Noch keine Bewertungen
- Taking Off With IcarusDokument6 SeitenTaking Off With Icarusnaren_013Noch keine Bewertungen
- Hazard, Hazid, Hazan and Hazop - Part of Safety and Risk Management - IspatGuru PDFDokument9 SeitenHazard, Hazid, Hazan and Hazop - Part of Safety and Risk Management - IspatGuru PDFnaren_013100% (1)
- Aspen Basic EngineeringDokument5 SeitenAspen Basic Engineeringnaren_013Noch keine Bewertungen
- Subsea Pumping BrochureDokument8 SeitenSubsea Pumping Brochurenaren_013Noch keine Bewertungen
- Study of Heavy Metal Leaching in The Soil: L. Fodor and L. SzabóDokument4 SeitenStudy of Heavy Metal Leaching in The Soil: L. Fodor and L. Szabónaren_013Noch keine Bewertungen
- Selective Extraction of Lithium From Low-Grade Gypsiferous ClaysDokument10 SeitenSelective Extraction of Lithium From Low-Grade Gypsiferous Claysnaren_013Noch keine Bewertungen
- Fourwheeler Exide XpressDokument2 SeitenFourwheeler Exide Xpressnaren_013Noch keine Bewertungen
- Lithium Ore ProcessingDokument3 SeitenLithium Ore Processingnaren_013100% (1)
- EGR250 Lab1 F16 With InstructionsDokument6 SeitenEGR250 Lab1 F16 With Instructionsnaren_013Noch keine Bewertungen
- Processing Spodumene by Froth Flotation For Lithium ExtractionDokument16 SeitenProcessing Spodumene by Froth Flotation For Lithium Extractionnaren_013Noch keine Bewertungen
- Product Specifications: Polymer Li-Ion Rechargeable Battery Dtp603443 3.7V/850MahDokument11 SeitenProduct Specifications: Polymer Li-Ion Rechargeable Battery Dtp603443 3.7V/850Mahnaren_013Noch keine Bewertungen
- Pressure Testing PR86POGC001Dokument20 SeitenPressure Testing PR86POGC001naren_013Noch keine Bewertungen
- Msds LiDokument5 SeitenMsds Linaren_013Noch keine Bewertungen
- L GMTDokument14 SeitenL GMTnaren_013Noch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Lecture 34 PDFDokument49 SeitenLecture 34 PDFalfredomotaNoch keine Bewertungen
- TRANSMICIONDokument84 SeitenTRANSMICIONPepe Al100% (1)
- Ex-G DST Light en Compressed Si#170172Dokument6 SeitenEx-G DST Light en Compressed Si#170172biagio riccioNoch keine Bewertungen
- Star Line Ball Valves Om ManualDokument41 SeitenStar Line Ball Valves Om ManualThairanil AbduljaleelNoch keine Bewertungen
- L279-11 Proforma de Venta de Libros Formato Digital - GYM SADokument2 SeitenL279-11 Proforma de Venta de Libros Formato Digital - GYM SAMarco RiveraNoch keine Bewertungen
- Cmaa #70 PDFDokument90 SeitenCmaa #70 PDFrafael1978Noch keine Bewertungen
- Techdoc - Print - Page (Manual Armado CAT 785) PDFDokument347 SeitenTechdoc - Print - Page (Manual Armado CAT 785) PDFhualae67% (3)
- Problem Set 4Dokument2 SeitenProblem Set 4Emrico Luiz PerezNoch keine Bewertungen
- S 60 MCC 8Dokument407 SeitenS 60 MCC 8tayzar LynnNoch keine Bewertungen
- CE 324 Test 2 Solution SheetDokument2 SeitenCE 324 Test 2 Solution SheetBradleyNoch keine Bewertungen
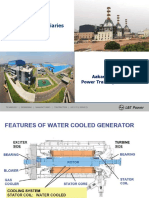
- Generator AuxiliariesDokument39 SeitenGenerator Auxiliariesharry2586Noch keine Bewertungen
- Bsc/Msci Examination: PHY-304 Physical DynamicsDokument8 SeitenBsc/Msci Examination: PHY-304 Physical DynamicsRoy VeseyNoch keine Bewertungen
- Electrical InstrumentDokument13 SeitenElectrical InstrumentAYON_MSNNoch keine Bewertungen
- ME2121-2 Lab ReportDokument14 SeitenME2121-2 Lab ReportZu Jian LeeNoch keine Bewertungen
- TWI Control of Welding DistortionDokument12 SeitenTWI Control of Welding DistortionClaudia Mms100% (2)
- Ata 70 Engine Standard Practices: Training ManualDokument41 SeitenAta 70 Engine Standard Practices: Training ManualLuis Enrique La Font FrancoNoch keine Bewertungen
- Honda Goldwing GL1200 1984 To 1985 Honda Parts Manual-A023BDokument280 SeitenHonda Goldwing GL1200 1984 To 1985 Honda Parts Manual-A023Bjoe_2005Noch keine Bewertungen
- Cessna Citation X-Electrical PDFDokument19 SeitenCessna Citation X-Electrical PDFjuanNoch keine Bewertungen
- SPH3U Lab Potential Energy ShelvesDokument5 SeitenSPH3U Lab Potential Energy ShelvesKelvin Mensah100% (3)
- 2.13.5 Phet Lab Sim Forces & Motion BasicsDokument5 Seiten2.13.5 Phet Lab Sim Forces & Motion BasicsT. Danielle Dockery100% (1)
- Motores EficienciaDokument35 SeitenMotores EficienciapatricioNoch keine Bewertungen
- Outdoor UnitsDokument47 SeitenOutdoor UnitsSayeed AnwarNoch keine Bewertungen
- Spare Parts Catalogue: Vibratory Roller CC1200Dokument248 SeitenSpare Parts Catalogue: Vibratory Roller CC1200Juan Carlos100% (1)
- Assignment No: 1: - Bilateral Tolearnces - Unilateral TolerancesDokument11 SeitenAssignment No: 1: - Bilateral Tolearnces - Unilateral Tolerancesmahesh chaudhariNoch keine Bewertungen
- Hydrodynamics: Naveen Mathew Nathan S. 10/1/2019Dokument2 SeitenHydrodynamics: Naveen Mathew Nathan S. 10/1/2019SNaveenMathewNoch keine Bewertungen
- Graymills Pump Products CatalogDokument36 SeitenGraymills Pump Products CatalogAyman QunaibiNoch keine Bewertungen
- WP002Dokument20 SeitenWP002jfl2096Noch keine Bewertungen
- Starter, Ign & Charging PDFDokument1 SeiteStarter, Ign & Charging PDFIqmalus SyariefNoch keine Bewertungen
- 0Dokument170 Seiten0Patricia J ÁngelesNoch keine Bewertungen
- Pump SpecificationDokument6 SeitenPump SpecificationCretu DanNoch keine Bewertungen