Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- MCoal Coal July Investor SlidesDokument26 SeitenMCoal Coal July Investor SlidesMCoaldataNoch keine Bewertungen
- Fracture and FatigueDokument15 SeitenFracture and FatigueZou JiaweiNoch keine Bewertungen
- Crawler Base DX500/DX600/DX680/ DX700/DX780/DX800: Original InstructionsDokument46 SeitenCrawler Base DX500/DX600/DX680/ DX700/DX780/DX800: Original InstructionsdefiunikasungtiNoch keine Bewertungen
- Possession: I. A. Definition and Concept Civil Code Art. 523-530 CasesDokument7 SeitenPossession: I. A. Definition and Concept Civil Code Art. 523-530 CasesPierrePrincipeNoch keine Bewertungen
- Creative Thinking (2) : Dr. Sarah Elsayed ElshazlyDokument38 SeitenCreative Thinking (2) : Dr. Sarah Elsayed ElshazlyNehal AbdellatifNoch keine Bewertungen
- PanasonicDokument35 SeitenPanasonicAsif Shaikh0% (1)
- Majalah Remaja Islam Drise #09 by Majalah Drise - Issuu PDFDokument1 SeiteMajalah Remaja Islam Drise #09 by Majalah Drise - Issuu PDFBalqis Ar-Rubayyi' Binti HasanNoch keine Bewertungen
- Notice For AsssingmentDokument21 SeitenNotice For AsssingmentViraj HibareNoch keine Bewertungen
- MWG Installation 7.6.2 IG INSTALLATION 0516 en - PDDokument64 SeitenMWG Installation 7.6.2 IG INSTALLATION 0516 en - PDjbondsrNoch keine Bewertungen
- Canopy CountersuitDokument12 SeitenCanopy CountersuitJohn ArchibaldNoch keine Bewertungen
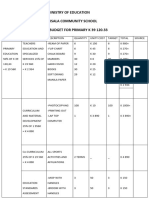
- Ministry of Education Musala SCHDokument5 SeitenMinistry of Education Musala SCHlaonimosesNoch keine Bewertungen
- An Over View of Andhra Pradesh Water Sector Improvement Project (APWSIP)Dokument18 SeitenAn Over View of Andhra Pradesh Water Sector Improvement Project (APWSIP)gurumurthy38Noch keine Bewertungen
- AutoCAD Dinamicki Blokovi Tutorijal PDFDokument18 SeitenAutoCAD Dinamicki Blokovi Tutorijal PDFMilan JovicicNoch keine Bewertungen
- Tracker Pro Otm600 1.5Dokument19 SeitenTracker Pro Otm600 1.5Camilo Restrepo CroNoch keine Bewertungen
- Belimo Fire & Smoke Damper ActuatorsDokument16 SeitenBelimo Fire & Smoke Damper ActuatorsSrikanth TagoreNoch keine Bewertungen
- Elliot WaveDokument11 SeitenElliot WavevikramNoch keine Bewertungen
- Bill Swad's Wealth Building Strategies - SwadDokument87 SeitenBill Swad's Wealth Building Strategies - Swadjovetzky50% (2)
- Nisha Rough DraftDokument50 SeitenNisha Rough DraftbharthanNoch keine Bewertungen
- Chapter 1: Investment Landscape: Financial GoalsDokument8 SeitenChapter 1: Investment Landscape: Financial GoalsshubhamNoch keine Bewertungen
- Question Bank For Vlsi LabDokument4 SeitenQuestion Bank For Vlsi LabSav ThaNoch keine Bewertungen
- DR-2100P Manual EspDokument86 SeitenDR-2100P Manual EspGustavo HolikNoch keine Bewertungen
- Digital Documentation Class 10 NotesDokument8 SeitenDigital Documentation Class 10 NotesRuby Khatoon86% (7)
- MOFPED STRATEGIC PLAN 2016 - 2021 PrintedDokument102 SeitenMOFPED STRATEGIC PLAN 2016 - 2021 PrintedRujumba DukeNoch keine Bewertungen
- Kicks: This Brochure Reflects The Product Information For The 2020 Kicks. 2021 Kicks Brochure Coming SoonDokument8 SeitenKicks: This Brochure Reflects The Product Information For The 2020 Kicks. 2021 Kicks Brochure Coming SoonYudyChenNoch keine Bewertungen
- Scope of Internet As A ICTDokument10 SeitenScope of Internet As A ICTJohnNoch keine Bewertungen
- Effects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese WhiteDokument5 SeitenEffects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese Whitepranjals8996Noch keine Bewertungen
- Analisa RAB Dan INCOME Videotron TrenggalekDokument2 SeitenAnalisa RAB Dan INCOME Videotron TrenggalekMohammad Bagus SaputroNoch keine Bewertungen
- Sony SL HF-900 Owners ManualDokument53 SeitenSony SL HF-900 Owners ManualThomas Christoph100% (1)
- Product Manual: Panel Mounted ControllerDokument271 SeitenProduct Manual: Panel Mounted ControllerLEONARDO FREITAS COSTANoch keine Bewertungen
- RCC Design of Toe-Slab: Input DataDokument2 SeitenRCC Design of Toe-Slab: Input DataAnkitaNoch keine Bewertungen