Das könnte Ihnen auch gefallen
- Refinery & CastingDokument43 SeitenRefinery & CastingMuhammad Sandi ArifNoch keine Bewertungen
- Astm B209 PDFDokument26 SeitenAstm B209 PDFDhiraj Patil100% (1)
- Nickel Production From Low-Iron Laterite Ores - Process DescriptionsDokument12 SeitenNickel Production From Low-Iron Laterite Ores - Process DescriptionsSun HaikuoNoch keine Bewertungen
- Reducing Agents in The Leaching of Manganese Ores - A Comprehensive ReviewDokument19 SeitenReducing Agents in The Leaching of Manganese Ores - A Comprehensive ReviewDaniela AbarcaNoch keine Bewertungen
- The ACORGA® OPT Series: Comparative Studies Against Aldoxime: Ketoxime ReagentsDokument10 SeitenThe ACORGA® OPT Series: Comparative Studies Against Aldoxime: Ketoxime ReagentsVictor Alberto Solano GaviñoNoch keine Bewertungen
- Acid Mine Drainage Workshop - 1995Dokument102 SeitenAcid Mine Drainage Workshop - 1995Scott DownsNoch keine Bewertungen
- Demineralisation Plant CalculationDokument14 SeitenDemineralisation Plant Calculationsmbhat25100% (2)
- Stainless Steels & Nickel AlloysDokument108 SeitenStainless Steels & Nickel AlloysAhmad Aloudah50% (8)
- Extractive Metallurgy 1: Basic Thermodynamics and KineticsVon EverandExtractive Metallurgy 1: Basic Thermodynamics and KineticsNoch keine Bewertungen
- Bateman Com NickelDokument12 SeitenBateman Com Nickelreky100% (1)
- Led Thermal Management - Thesis PDFDokument2 SeitenLed Thermal Management - Thesis PDFthmkNoch keine Bewertungen
- Sma Negeri 78 Jakarta Hasil Try Out Kelas Xii Semester 5Dokument11 SeitenSma Negeri 78 Jakarta Hasil Try Out Kelas Xii Semester 5EdwardoNoch keine Bewertungen
- 10.0 Introduction To Pyrometallurgy 13.05.2020Dokument10 Seiten10.0 Introduction To Pyrometallurgy 13.05.2020Joshua LunguNoch keine Bewertungen
- Flotation Copper PDFDokument21 SeitenFlotation Copper PDFaliNoch keine Bewertungen
- Leaching of Copper OxideDokument6 SeitenLeaching of Copper OxideWinmtyNoch keine Bewertungen
- Kuliah Metalurgi Ekstraksi 2 Oktober 2020Dokument108 SeitenKuliah Metalurgi Ekstraksi 2 Oktober 2020Benjamin SimarmataNoch keine Bewertungen
- Kinetic Leaching CopperDokument15 SeitenKinetic Leaching CopperSteven DziobaNoch keine Bewertungen
- GOLD AND COPPER ELECTROWINNING FROM A GOLD PLANT WASTE SOLUTION by A.J.B. Dutra (EDocFind - Com) PDFDokument10 SeitenGOLD AND COPPER ELECTROWINNING FROM A GOLD PLANT WASTE SOLUTION by A.J.B. Dutra (EDocFind - Com) PDFFerudun AkyolNoch keine Bewertungen
- Limestone Processing HandbookDokument21 SeitenLimestone Processing HandbookweiningwuNoch keine Bewertungen
- Understanding Ferronickel Smelting From Laterites Through Computational Thermodynamics ModellingDokument15 SeitenUnderstanding Ferronickel Smelting From Laterites Through Computational Thermodynamics Modellingفردوس سليمانNoch keine Bewertungen
- Slide Kuliah Umum Pak BoumanDokument69 SeitenSlide Kuliah Umum Pak BoumanSusi JhrNoch keine Bewertungen
- Thermodynamics of Tin SmeltingDokument26 SeitenThermodynamics of Tin SmeltingYuriansyahNoch keine Bewertungen
- Calcination and Reduction of Laterite Nickel OresDokument10 SeitenCalcination and Reduction of Laterite Nickel OresrikocahyopNoch keine Bewertungen
- Matte Converting in Copper SmeltingDokument17 SeitenMatte Converting in Copper SmeltingNussdy Gajardo PerezNoch keine Bewertungen
- 146 Glue Analysis and Behavior in Copper ElectrolyteDokument11 Seiten146 Glue Analysis and Behavior in Copper ElectrolyteEugenia Araneda Hernandez100% (1)
- PT. Dairi Prima Mineral Ore Processing FlowsheetDokument1 SeitePT. Dairi Prima Mineral Ore Processing Flowsheetharrison_sNoch keine Bewertungen
- Chemistry For HydrometallurgyDokument67 SeitenChemistry For HydrometallurgyJackNoch keine Bewertungen
- Kennecott-Outotec Double Flash Technology After 16 Years FinalDokument14 SeitenKennecott-Outotec Double Flash Technology After 16 Years FinalВова ХахалинNoch keine Bewertungen
- Literature Survey of Oxalic Acid ProductionDokument8 SeitenLiterature Survey of Oxalic Acid Productionvarun singhNoch keine Bewertungen
- RDF KoreanDokument7 SeitenRDF KoreanNghi VoNoch keine Bewertungen
- E Book ProfesorDokument40 SeitenE Book ProfesorRiniNoch keine Bewertungen
- Extraction of Copper From Bacterial Leach Liquor of A Low Grade Chalcopyrite Test Heap Using LIX 984N-CDokument4 SeitenExtraction of Copper From Bacterial Leach Liquor of A Low Grade Chalcopyrite Test Heap Using LIX 984N-Cpmanquera89Noch keine Bewertungen
- Ferro Nickel FurnaceDokument11 SeitenFerro Nickel FurnaceJoseph Lorsen T. ChavezNoch keine Bewertungen
- The Effect of Temperature On The Desorption of GoldDokument15 SeitenThe Effect of Temperature On The Desorption of Goldcuberbill1980Noch keine Bewertungen
- Direct Nickel Flash SmeltingDokument7 SeitenDirect Nickel Flash SmeltingLuis BarboNoch keine Bewertungen
- Coal Gasification PDFDokument8 SeitenCoal Gasification PDFmrizalygani99Noch keine Bewertungen
- Factors Affecting The Elution of PT, PD and Au Cyanide From Activated CarbonDokument11 SeitenFactors Affecting The Elution of PT, PD and Au Cyanide From Activated CarbonAndrews OseiNoch keine Bewertungen
- Recent Operation and Environmental Control in The Kennecott SmelterDokument17 SeitenRecent Operation and Environmental Control in The Kennecott SmelterHat CopterNoch keine Bewertungen
- Iron and Steel IndustryDokument17 SeitenIron and Steel IndustryEMJAY100% (1)
- Selective Extraction of Cobalt From Nickel Sulphate Solutions by CyanexDokument6 SeitenSelective Extraction of Cobalt From Nickel Sulphate Solutions by CyanexArifo Gunawan CahyanegoroNoch keine Bewertungen
- Copper Extraction From Chloride Solution by Solvating and Chelating ExtractantsDokument17 SeitenCopper Extraction From Chloride Solution by Solvating and Chelating ExtractantsPasha TanNoch keine Bewertungen
- Comminution and Sizing InHard Rock Gold MiningDokument6 SeitenComminution and Sizing InHard Rock Gold MiningandestaNoch keine Bewertungen
- Falcondo Revisted 07 - 02Dokument14 SeitenFalcondo Revisted 07 - 02Indra Setiawan SunarjaNoch keine Bewertungen
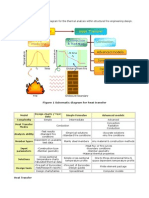
- Thermal Analysis: Figure 1 Schematic Diagram For Heat TransferDokument8 SeitenThermal Analysis: Figure 1 Schematic Diagram For Heat TransferBogdan BotofanNoch keine Bewertungen
- Midrex ProcessDokument13 SeitenMidrex ProcessAnca Elena100% (1)
- SGS 6 Basic Iron Sulphate in POX Processing of Refractory GoldDokument10 SeitenSGS 6 Basic Iron Sulphate in POX Processing of Refractory Goldboanerges wino pattyNoch keine Bewertungen
- Direct Reduction and Smelting ProcessesDokument40 SeitenDirect Reduction and Smelting ProcessesAfza NurhakimNoch keine Bewertungen
- Chap 11Dokument3 SeitenChap 11Flia Diaz ZunigaNoch keine Bewertungen
- AusmeltDokument3 SeitenAusmeltROMARIO3000100% (1)
- Polokwane Smelter Run Out Amre Presentation111Dokument23 SeitenPolokwane Smelter Run Out Amre Presentation111Devan MoodlyNoch keine Bewertungen
- Pengantar Teknik Pengolahan MineralDokument87 SeitenPengantar Teknik Pengolahan MineralFajarRizki100% (1)
- A New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsDokument15 SeitenA New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsCriveanuNNarcisNoch keine Bewertungen
- Electrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caDokument28 SeitenElectrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caBasilia YulianiNoch keine Bewertungen
- A Kinetic Model of The Peirce-Smith ConverterDokument291 SeitenA Kinetic Model of The Peirce-Smith Converterjsotofmet4918100% (1)
- EAF DustTreatment ByNewProcessDokument11 SeitenEAF DustTreatment ByNewProcessAgustine Setiawan100% (1)
- Challenging The Traditional Hydrometallurgy Curriculum-An Industry PerspectiveDokument9 SeitenChallenging The Traditional Hydrometallurgy Curriculum-An Industry PerspectiveGustavo Gabriel JimenezNoch keine Bewertungen
- 3 Tin and Its AlloyDokument22 Seiten3 Tin and Its AlloymohansaiNoch keine Bewertungen
- Final Technical Report. Group 2Dokument13 SeitenFinal Technical Report. Group 2Chamel Jamora RuperezNoch keine Bewertungen
- Chemistry - Unit 1: AtomsDokument10 SeitenChemistry - Unit 1: AtomsTahirNoch keine Bewertungen
- New Jss2 3rd Term E-Learning Notes Revised 2017Dokument14 SeitenNew Jss2 3rd Term E-Learning Notes Revised 2017EMMA EMOLENoch keine Bewertungen
- CAPE Chemistry U1 P2 2022Dokument16 SeitenCAPE Chemistry U1 P2 2022Recee josephNoch keine Bewertungen
- About Malaysia: Kuala LumpurDokument13 SeitenAbout Malaysia: Kuala LumpurRajaghuru SomaguruNoch keine Bewertungen
- Clasificator Medicamente 30.11.2016Dokument1.038 SeitenClasificator Medicamente 30.11.2016Cătălina GîlcaNoch keine Bewertungen
- Polyglass HA VE HADokument2 SeitenPolyglass HA VE HAGautamNoch keine Bewertungen
- 18CH036 Hydrotreating ProcessDokument17 Seiten18CH036 Hydrotreating ProcessSuleka RanasingheNoch keine Bewertungen
- Certificate of Analysis: 17α-Hydroxy Progesterone AcetateDokument2 SeitenCertificate of Analysis: 17α-Hydroxy Progesterone Acetatewindli2012Noch keine Bewertungen
- Preparation of SaltsDokument8 SeitenPreparation of SaltsRose MusariraNoch keine Bewertungen
- CalcDokument3 SeitenCalcArima KouseiNoch keine Bewertungen
- GasTec PSA N2 Gen Systems PresentationDokument12 SeitenGasTec PSA N2 Gen Systems Presentationdj22500Noch keine Bewertungen
- Acid Base Part II Test 1516 (Corrected)Dokument7 SeitenAcid Base Part II Test 1516 (Corrected)etiosamiNoch keine Bewertungen
- Processing and Properties of Plastic LumberDokument16 SeitenProcessing and Properties of Plastic LumberEmmanuelNoch keine Bewertungen
- WS412Dokument7 SeitenWS412Martin OusephNoch keine Bewertungen
- CH 06Dokument34 SeitenCH 06Firas Abu talebNoch keine Bewertungen
- History of FertilizersDokument17 SeitenHistory of Fertilizerscuong251325Noch keine Bewertungen
- Xii Pass Neet CPT 21 QP Ex DT 04-04-2022Dokument24 SeitenXii Pass Neet CPT 21 QP Ex DT 04-04-2022RohitNoch keine Bewertungen
- Chapter 14 Intravenous Solutions, Equipment, and CalculationsDokument48 SeitenChapter 14 Intravenous Solutions, Equipment, and CalculationsEn Ras100% (1)
- Biochemistry I, L 7 - Lipids, Part 1Dokument9 SeitenBiochemistry I, L 7 - Lipids, Part 1مجد محمودNoch keine Bewertungen
- Bourne 2003Dokument38 SeitenBourne 2003Gopal KasatNoch keine Bewertungen
- L1 Measurement-StudentDokument66 SeitenL1 Measurement-StudentNN JKNoch keine Bewertungen
- 11 Chemistry Eng SM 2024Dokument296 Seiten11 Chemistry Eng SM 2024Sumit YadavNoch keine Bewertungen
- E300 List DatasetsDokument5 SeitenE300 List Datasetsrezagholami870% (1)
- Answers To Quick Questions: Chemistry in Context 6th Edition Answers 1Dokument4 SeitenAnswers To Quick Questions: Chemistry in Context 6th Edition Answers 1John SmithNoch keine Bewertungen
- Nef ReactionDokument3 SeitenNef ReactionSubhabrata MabhaiNoch keine Bewertungen
- Curriculum Map in Science 7 First QuarterDokument2 SeitenCurriculum Map in Science 7 First QuarterSaber johndroNoch keine Bewertungen
- Chemical Oxygen DemandDokument17 SeitenChemical Oxygen DemandIsabel GarciaNoch keine Bewertungen
- Page 0014Dokument1 SeitePage 0014has sasNoch keine Bewertungen
- Laundry Detergents An Overview Bajpai 2007Dokument14 SeitenLaundry Detergents An Overview Bajpai 2007IsaacVandermeulen100% (1)