Das könnte Ihnen auch gefallen
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Dokument27 SeitenUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HENoch keine Bewertungen
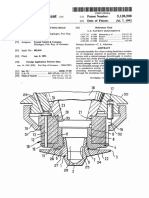
- Us 5128508 ADokument5 SeitenUs 5128508 Axinfeng HENoch keine Bewertungen
- Duan2001 1Dokument9 SeitenDuan2001 1xinfeng HENoch keine Bewertungen
- 3laser Machining AssDokument1 Seite3laser Machining Assxinfeng HENoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Simulation of Water HammerDokument12 SeitenSimulation of Water HammerMohamed Mostafa100% (1)
- Pressure HeadDokument3 SeitenPressure Headkraytos kriegerNoch keine Bewertungen
- NJIT Module-Liquid Mixing Fundamentals-ArmenanteDokument233 SeitenNJIT Module-Liquid Mixing Fundamentals-Armenanteacas35Noch keine Bewertungen
- Design Pipe Systems Pumps Gea Hilge Manual 272424Dokument60 SeitenDesign Pipe Systems Pumps Gea Hilge Manual 272424Geferson GonçalvesNoch keine Bewertungen
- SloshingDokument18 SeitenSloshingsergiostolovasNoch keine Bewertungen
- Mae 3241: Aerodynamics and Flight Mechanics: Finite Wings: General Lift Distribution SummaryDokument21 SeitenMae 3241: Aerodynamics and Flight Mechanics: Finite Wings: General Lift Distribution SummaryCris M Rodríguez BNoch keine Bewertungen
- Lab Manual Fluid Mechanics & Hydraulics: Mehran University of Engineering and Technology, JamshoroDokument75 SeitenLab Manual Fluid Mechanics & Hydraulics: Mehran University of Engineering and Technology, JamshoroBais JumaniNoch keine Bewertungen
- Complex PotentialDokument2 SeitenComplex PotentialAshvin Grace100% (1)
- Airbus A380 Wings AnalysisDokument4 SeitenAirbus A380 Wings AnalysisPett PeeveNoch keine Bewertungen
- Tip Leakage FlowDokument15 SeitenTip Leakage FlowMuhammad Zubair SheikhNoch keine Bewertungen
- 320c Plano HidraulicoDokument9 Seiten320c Plano HidraulicoJorge Calderon Rojas100% (1)
- AZ Safety Pressure Valve (Design)Dokument2 SeitenAZ Safety Pressure Valve (Design)ZangNoch keine Bewertungen
- Dosing Pump DocumentsDokument7 SeitenDosing Pump Documentsbmanojkumar16Noch keine Bewertungen
- Water Supply CalculationsDokument26 SeitenWater Supply CalculationsKarl MoralejoNoch keine Bewertungen
- Specific Speed (NS) Definition - Pump Terms - Intro To PumpsDokument3 SeitenSpecific Speed (NS) Definition - Pump Terms - Intro To PumpsTrịnh Đức HạnhNoch keine Bewertungen
- Fluid Mechanics Lecture Week 6 Chapter 2 PPT With NotesDokument40 SeitenFluid Mechanics Lecture Week 6 Chapter 2 PPT With NotesJake CanlasNoch keine Bewertungen
- Eductor SizingDokument13 SeitenEductor Sizingcepong89100% (2)
- Exercise Problems On Transport PhenomenaDokument1 SeiteExercise Problems On Transport PhenomenaFranco HidalgoNoch keine Bewertungen
- Lecture - 16 Applied Rheology in Polymer ProcessingDokument12 SeitenLecture - 16 Applied Rheology in Polymer Processingdev11739Noch keine Bewertungen
- Chapter 18. Modeling CavitationDokument30 SeitenChapter 18. Modeling CavitationmiguelNoch keine Bewertungen
- Gas Dynamics AssignmentDokument2 SeitenGas Dynamics AssignmentRaphael SmithNoch keine Bewertungen
- Knudsen Number PDFDokument4 SeitenKnudsen Number PDFBharath Reddy100% (1)
- Mixed Convection Flow in A Trapezoidal CavityDokument12 SeitenMixed Convection Flow in A Trapezoidal CavitySivasankaran SivanandamNoch keine Bewertungen
- Convection G BiswasDokument331 SeitenConvection G Biswaspriyanka0% (1)
- 8-En 5650-D (Dig) - Stack Valves CETOP 03Dokument13 Seiten8-En 5650-D (Dig) - Stack Valves CETOP 03abuzer1981100% (1)
- Finals Learning Low-Speed Subsonic Wind Tunnel: Fundamentals OF AerodynamicsDokument9 SeitenFinals Learning Low-Speed Subsonic Wind Tunnel: Fundamentals OF AerodynamicsJames Russell S. SanchoNoch keine Bewertungen
- Computational Fluid Dynamics L T P c3 0 0 3Dokument1 SeiteComputational Fluid Dynamics L T P c3 0 0 3Anto Mustangs100% (1)
- Flow Instruments: ScopeDokument29 SeitenFlow Instruments: ScopesamboopathiNoch keine Bewertungen
- LiquidsDokument50 SeitenLiquidsrohan rajNoch keine Bewertungen
- Racecar Engineering 2006 05 PDFDokument100 SeitenRacecar Engineering 2006 05 PDFfreddyonnimiNoch keine Bewertungen