Das könnte Ihnen auch gefallen
- CO2: Describe The Different Types of Ships in Reference To Their Design and PurposeDokument63 SeitenCO2: Describe The Different Types of Ships in Reference To Their Design and PurposeCarlo100% (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesVon EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNoch keine Bewertungen
- 2232023073602325ships StressesDokument17 Seiten2232023073602325ships StressesAnthony HidalgoNoch keine Bewertungen
- Rudder Cavitation Web1 PDFDokument15 SeitenRudder Cavitation Web1 PDFGerard SargNoch keine Bewertungen
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforVon EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNoch keine Bewertungen
- Under WAter WeldingDokument16 SeitenUnder WAter WeldingMayank Agarwal100% (1)
- UNDERWATERELDINGDokument34 SeitenUNDERWATERELDINGHare Govind MahatoNoch keine Bewertungen
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkVon EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNoch keine Bewertungen
- Underwater WeldingDokument3 SeitenUnderwater WeldingNehal VaghasiyaNoch keine Bewertungen
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsVon EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsBewertung: 5 von 5 Sternen5/5 (1)
- SMSC-1400-01 - Answer KeysDokument5 SeitenSMSC-1400-01 - Answer KeysAmir SoleimanyNoch keine Bewertungen
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkVon EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNoch keine Bewertungen
- Superstructure of Ships-Module4Dokument9 SeitenSuperstructure of Ships-Module4Pramod Kumar MallyaNoch keine Bewertungen
- Wrought Ironwork - A Manual of Instruction for Rural CraftsmenVon EverandWrought Ironwork - A Manual of Instruction for Rural CraftsmenBewertung: 5 von 5 Sternen5/5 (1)
- Shell Structure: 5.1 Thickness of Shell PlatesDokument8 SeitenShell Structure: 5.1 Thickness of Shell PlatesJuan SilvaNoch keine Bewertungen
- Instructions on Modern American Bridge BuildingVon EverandInstructions on Modern American Bridge BuildingNoch keine Bewertungen
- Teja's Presentation NewDokument22 SeitenTeja's Presentation Newkorada gayatriNoch keine Bewertungen
- WP 6 Rudder Cavitation WebDokument15 SeitenWP 6 Rudder Cavitation Webpapaki2100% (1)
- Construction: 4.1. Definitions of Hull ElementsDokument12 SeitenConstruction: 4.1. Definitions of Hull ElementsNasreddine CherifNoch keine Bewertungen
- Elements of Yacht Design (Norman L Skene)Dokument112 SeitenElements of Yacht Design (Norman L Skene)naufragato100% (2)
- Ship and Boat Building and Repair-2Dokument5 SeitenShip and Boat Building and Repair-2navalmamunNoch keine Bewertungen
- Hull-SuperstructureDokument16 SeitenHull-Superstructurestructure123Noch keine Bewertungen
- Resistance Seam WeldingDokument7 SeitenResistance Seam WeldingaashulhedaNoch keine Bewertungen
- Journal of Manufacturing Process and Material and Offshore EngineeringDokument18 SeitenJournal of Manufacturing Process and Material and Offshore EngineeringJohn RajNoch keine Bewertungen
- Applications: Ultra High Molecular Weight Polyethylene Dyneema Polyester Aramids Twaron KevlarDokument4 SeitenApplications: Ultra High Molecular Weight Polyethylene Dyneema Polyester Aramids Twaron KevlarZoe FallurinNoch keine Bewertungen
- Ship Construction Final Sept 2019 (Autosaved)Dokument108 SeitenShip Construction Final Sept 2019 (Autosaved)Mohammed EhabNoch keine Bewertungen
- Materials Used in ShipbuildingDokument6 SeitenMaterials Used in Shipbuildingagknair100% (1)
- f2 (2) (1) Reviewer Chief Officer Materials.Dokument20 Seitenf2 (2) (1) Reviewer Chief Officer Materials.Alden Almaquer Delizo100% (1)
- Week 2Dokument6 SeitenWeek 2Roger TerminatorNoch keine Bewertungen
- Ship Construction 2020Dokument108 SeitenShip Construction 2020Cap Karim ElSherbini100% (3)
- Underwater WeldingDokument16 SeitenUnderwater WeldingDinesh ChahalNoch keine Bewertungen
- Strength of Ships Transverse StrengthDokument27 SeitenStrength of Ships Transverse Strengtharjungireesh789Noch keine Bewertungen
- New Microsoft Word DocumentDokument6 SeitenNew Microsoft Word DocumentAmogh Ravindra ManchaliNoch keine Bewertungen
- SHIP CONSTRUCTION - Q&AsDokument23 SeitenSHIP CONSTRUCTION - Q&Assea.sanjay3333Noch keine Bewertungen
- Underwater WeldingDokument7 SeitenUnderwater Weldingmuhamad yakubNoch keine Bewertungen
- Under Water Welding OverviewDokument9 SeitenUnder Water Welding OverviewNayeem pashaNoch keine Bewertungen
- Welding Technology - Pre and Post Weld Heat TreatDokument19 SeitenWelding Technology - Pre and Post Weld Heat TreatNowsherwan MazariNoch keine Bewertungen
- Repair Applications. These Includes Repair of Damage Caused by Corrosion, Fatigue, and Accidents ofDokument12 SeitenRepair Applications. These Includes Repair of Damage Caused by Corrosion, Fatigue, and Accidents ofRosechelle NodadoNoch keine Bewertungen
- Hull Structure - HandoutDokument15 SeitenHull Structure - HandoutSamNoch keine Bewertungen
- The Importance of Shipboard Welding in Preserving TrimDokument34 SeitenThe Importance of Shipboard Welding in Preserving TrimJhudiel Carlo AndoyNoch keine Bewertungen
- C CodesStand Schneider Jan11Dokument3 SeitenC CodesStand Schneider Jan11Magdy BakryNoch keine Bewertungen
- Wa0000Dokument14 SeitenWa0000Pavan Teja100% (1)
- Riveting and Welding: Ship ConstructionDokument77 SeitenRiveting and Welding: Ship ConstructionChristopher Hawley100% (1)
- Thin Walled Pressure VesselsDokument63 SeitenThin Walled Pressure VesselsAngeloLorenzoSalvadorTamayo100% (2)
- Cambering Steel BeamsDokument2 SeitenCambering Steel BeamsFernando PizarroNoch keine Bewertungen
- Zick AnalysisDokument12 SeitenZick AnalysisrksahayNoch keine Bewertungen
- Underwater Welding ReportDokument7 SeitenUnderwater Welding ReportAmith Kalekar75% (4)
- 7.1 Conventional Approaches To Design Against Brittle FractureDokument7 Seiten7.1 Conventional Approaches To Design Against Brittle FracturemjinspectorNoch keine Bewertungen
- Underwater Welding-Recent Trends and Future Scope: Ketan Verma and Harish K. GargDokument6 SeitenUnderwater Welding-Recent Trends and Future Scope: Ketan Verma and Harish K. GarganuragNoch keine Bewertungen
- Coefficient of Fineness of The Waterplane AreaDokument3 SeitenCoefficient of Fineness of The Waterplane Areatubi74tubi74Noch keine Bewertungen
- DC Salmasan, Orlando PresentationDokument22 SeitenDC Salmasan, Orlando PresentationZtik PeraltaNoch keine Bewertungen
- Underwater Welding Seminar ReportDokument19 SeitenUnderwater Welding Seminar ReportRaghu Veer Ycd100% (1)
- Stresses in Large Horizontal Cylindrical Pressure Vessels On Two Saddle SupportsDokument12 SeitenStresses in Large Horizontal Cylindrical Pressure Vessels On Two Saddle SupportsAnonymous qhVGVpNoch keine Bewertungen
- History of Offshore StructureDokument16 SeitenHistory of Offshore Structuresachin vermaNoch keine Bewertungen
- General Ships KnowledgeDokument29 SeitenGeneral Ships Knowledgexdypnmdk6fNoch keine Bewertungen
- Liberty ShipsDokument37 SeitenLiberty Ships2K19/ME/041 ANSH JININoch keine Bewertungen
- Ship Construction DefinitionsDokument53 SeitenShip Construction DefinitionsRuchika RajawatNoch keine Bewertungen
- Lean ConstructionDokument37 SeitenLean ConstructionMohamed Talaat ElsheikhNoch keine Bewertungen
- BSBPMG632 Manage Program RiskDokument221 SeitenBSBPMG632 Manage Program RiskgurpreetNoch keine Bewertungen
- 48 Sociology: B.A./B.Sc.: Elective and OptionalDokument4 Seiten48 Sociology: B.A./B.Sc.: Elective and OptionalMNoch keine Bewertungen
- Parts Catalog MAXSYM400iDokument70 SeitenParts Catalog MAXSYM400iAntonio CoelhoNoch keine Bewertungen
- University of Central Punjab: Object Oriented ProgrammingDokument3 SeitenUniversity of Central Punjab: Object Oriented ProgrammingChoudhary MuneebNoch keine Bewertungen
- EKONET CPRS Importer 26062014Dokument6 SeitenEKONET CPRS Importer 26062014anthony0216Noch keine Bewertungen
- ENG-116: Branches of Linguistics: Books) .Farmer, A. K Demers, R. A. A Linguistics WorkbookDokument6 SeitenENG-116: Branches of Linguistics: Books) .Farmer, A. K Demers, R. A. A Linguistics WorkbookBILAL ZAFARNoch keine Bewertungen
- Slot 22-23-24 Real Time CommunicationDokument50 SeitenSlot 22-23-24 Real Time CommunicationLinh BuiNoch keine Bewertungen
- IN804 UV-VIS Nomenclature and UnitsDokument5 SeitenIN804 UV-VIS Nomenclature and UnitsAnurak OnnnoomNoch keine Bewertungen
- Vr31a OmDokument5 SeitenVr31a OmrudydanielleNoch keine Bewertungen
- METR3210 Clausius ClapeyronDokument28 SeitenMETR3210 Clausius Clapeyronshubhang2392Noch keine Bewertungen
- Fame and FortuneDokument8 SeitenFame and FortuneNguyễn Đình Tuấn ĐạtNoch keine Bewertungen
- 1663-43691010-Me-Dwg-7380-00-Cu-Cl2-Bdu-Fru-Assy-1 (R1)Dokument1 Seite1663-43691010-Me-Dwg-7380-00-Cu-Cl2-Bdu-Fru-Assy-1 (R1)raacontreras21Noch keine Bewertungen
- Winter Student Enrichment PacketDokument9 SeitenWinter Student Enrichment PacketshelleyallynNoch keine Bewertungen
- International Journal of Agricultural ExtensionDokument6 SeitenInternational Journal of Agricultural Extensionacasushi ginzagaNoch keine Bewertungen
- Big Data Executive Survey 2019 Findings Updated 010219 1Dokument16 SeitenBig Data Executive Survey 2019 Findings Updated 010219 1satmaniaNoch keine Bewertungen
- Megger-Mjolner-600 Ds enDokument5 SeitenMegger-Mjolner-600 Ds enAmit Kumar KandiNoch keine Bewertungen
- TGA Interpretation of Data, Sources of ErrorDokument28 SeitenTGA Interpretation of Data, Sources of ErrorUsman GhaniNoch keine Bewertungen
- Dive Scubapro - Air2 3rd - Maintenance ProcedureDokument5 SeitenDive Scubapro - Air2 3rd - Maintenance Proceduremanonpom100% (1)
- Spring 2010 MidTerm OPKST CS101 Bc100200572Dokument6 SeitenSpring 2010 MidTerm OPKST CS101 Bc100200572cs619finalproject.comNoch keine Bewertungen
- Autodesk 3ds Max SkillsDokument18 SeitenAutodesk 3ds Max SkillsJuan UrdanetaNoch keine Bewertungen
- Amy CuddyDokument5 SeitenAmy CuddygeetaNoch keine Bewertungen
- Microsoft PowerPoint - Sesi 2-Communication Skills - PPT (Comp PDFDokument21 SeitenMicrosoft PowerPoint - Sesi 2-Communication Skills - PPT (Comp PDFSarah Eddiah0% (1)
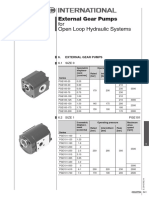
- External Gear Pumps For Open Loop Hydraulic SystemsDokument2 SeitenExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievNoch keine Bewertungen
- Rae Systems Parts List October 26 2010Dokument2 SeitenRae Systems Parts List October 26 2010Mike HastingsNoch keine Bewertungen
- Komatsu Wheel Loaders Wa250pz 5 Shop ManualDokument20 SeitenKomatsu Wheel Loaders Wa250pz 5 Shop Manualmarcia100% (48)
- Daftar Isian 3 Number Plate, Danger Plate, Anti Climbing DeviceDokument2 SeitenDaftar Isian 3 Number Plate, Danger Plate, Anti Climbing DeviceMochammad Fauzian RafsyanzaniNoch keine Bewertungen
- Bollard Pull Calculations For Towing OperationsDokument8 SeitenBollard Pull Calculations For Towing OperationsDiegoNoch keine Bewertungen
- Vocabulary Levels Tests Versions 1 2Dokument12 SeitenVocabulary Levels Tests Versions 1 2Rangsiya PjewNoch keine Bewertungen
- Soundtrack: Aden LeeDokument7 SeitenSoundtrack: Aden Lee이성진Noch keine Bewertungen
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- The Cyanide Canary: A True Story of InjusticeVon EverandThe Cyanide Canary: A True Story of InjusticeBewertung: 4 von 5 Sternen4/5 (52)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretVon EverandWaste: One Woman’s Fight Against America’s Dirty SecretBewertung: 5 von 5 Sternen5/5 (1)
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionVon EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionBewertung: 3 von 5 Sternen3/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneVon EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- Slow Violence and the Environmentalism of the PoorVon EverandSlow Violence and the Environmentalism of the PoorBewertung: 4 von 5 Sternen4/5 (5)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesVon EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNoch keine Bewertungen
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontVon EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontBewertung: 4.5 von 5 Sternen4.5/5 (18)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsVon EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNoch keine Bewertungen
- A Baker's Dozen: Real Analog Solutions for Digital DesignersVon EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersBewertung: 4 von 5 Sternen4/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionVon EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNoch keine Bewertungen