Das könnte Ihnen auch gefallen
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentVon EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentNoch keine Bewertungen
- Centrifuge: (January 2009)Dokument11 SeitenCentrifuge: (January 2009)hamadadodo7Noch keine Bewertungen
- Industrial Centrifuge: The OptionsDokument8 SeitenIndustrial Centrifuge: The OptionsSam PanNoch keine Bewertungen
- C9MDokument1 SeiteC9MГоран ЈараковићNoch keine Bewertungen
- FuMATech AcidMembranes EinzelDokument6 SeitenFuMATech AcidMembranes Einzeldow2008Noch keine Bewertungen
- NasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Dokument9 SeitenNasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Henry Arenas100% (1)
- Nafion PropertiesDokument4 SeitenNafion PropertiesTerry Ligard0% (1)
- 0.-Rules of Thumb (Walas)Dokument7 Seiten0.-Rules of Thumb (Walas)Bryan PiguaveNoch keine Bewertungen
- ECAT Analysis GuideDokument12 SeitenECAT Analysis GuideElder RuizNoch keine Bewertungen
- Good One Chaube ZLD Techno Economic AnalysisDokument5 SeitenGood One Chaube ZLD Techno Economic AnalysisAmitNoch keine Bewertungen
- G Zero Liquid Discharge in SAGD Heavy Oil RecoveryDokument6 SeitenG Zero Liquid Discharge in SAGD Heavy Oil RecoveryLuqmanNoch keine Bewertungen
- Membrane MBR - Depliant 1Dokument8 SeitenMembrane MBR - Depliant 1gsaviNoch keine Bewertungen
- English DeepSweep 3Dokument4 SeitenEnglish DeepSweep 3petrolhead1Noch keine Bewertungen
- De Oiler WEMCODokument6 SeitenDe Oiler WEMCONicolas RehNoch keine Bewertungen
- CentrifugeDokument5 SeitenCentrifugesiva1974Noch keine Bewertungen
- The Process of Crude Oil Refining: Upstream Activities InvolveDokument51 SeitenThe Process of Crude Oil Refining: Upstream Activities InvolveAffify AfifyNoch keine Bewertungen
- Thesis M. DaftaribesheliDokument170 SeitenThesis M. Daftaribesheliindramani100% (1)
- Brochure Producedwater Sorbwater For WEBDokument12 SeitenBrochure Producedwater Sorbwater For WEBManvendra SinghNoch keine Bewertungen
- Evac MBR ManualDokument37 SeitenEvac MBR ManualIvo Tadej Grmaj100% (1)
- Energy Saving in Spray Drying ProcessDokument15 SeitenEnergy Saving in Spray Drying ProcessJorge OsorioNoch keine Bewertungen
- Ammonium Feedback Control in Wastewater Treatment Plants PDFDokument258 SeitenAmmonium Feedback Control in Wastewater Treatment Plants PDFalae1970Noch keine Bewertungen
- AS Crystallization GEADokument6 SeitenAS Crystallization GEADiden DzNoch keine Bewertungen
- Stress Corrosion Cracking - A Caustic ExperienceDokument3 SeitenStress Corrosion Cracking - A Caustic Experienceramadoss_alwar7307Noch keine Bewertungen
- Oil Refinery ProcessDokument44 SeitenOil Refinery ProcessJunaid IqbalNoch keine Bewertungen
- Zero Liquid DischargeDokument50 SeitenZero Liquid DischargeTanvir AhmedNoch keine Bewertungen
- NG DehydrationDokument212 SeitenNG DehydrationAsadNoch keine Bewertungen
- The Difference Between API, DIN, IsO, ASME PumpsDokument1 SeiteThe Difference Between API, DIN, IsO, ASME PumpstoicantailieunhatNoch keine Bewertungen
- UF HandbookDokument64 SeitenUF Handbookamendelsohn1596100% (1)
- Discharge Relations For Hydraulic Structures and Head Losses From Different ComponentsDokument160 SeitenDischarge Relations For Hydraulic Structures and Head Losses From Different ComponentsEdgar Chuquipiondo VargasNoch keine Bewertungen
- Flow ChemistryDokument6 SeitenFlow Chemistryrr1819Noch keine Bewertungen
- ChemicalEngineering - Chemical Engineering April 2023Dokument68 SeitenChemicalEngineering - Chemical Engineering April 2023Lisa FosterNoch keine Bewertungen
- 3.chemical Engineering Thermodynamics PDFDokument12 Seiten3.chemical Engineering Thermodynamics PDFgana PrashuNoch keine Bewertungen
- Disk Stack CentrifugeDokument15 SeitenDisk Stack CentrifugeBinhoAlmeidaNoch keine Bewertungen
- 2004 - Flowsheet Options For The Production ofDokument9 Seiten2004 - Flowsheet Options For The Production ofKhánh Đỗ100% (1)
- Decanter PDFDokument14 SeitenDecanter PDFDedi Mulyadi50% (2)
- The Drying of Granular FertilizersDokument16 SeitenThe Drying of Granular FertilizersnataliamonteiroNoch keine Bewertungen
- 31 New Interesting Applications For CCP - SW TES SeminarDokument48 Seiten31 New Interesting Applications For CCP - SW TES SeminarAlfonso José García LagunaNoch keine Bewertungen
- Produced Water Research Paper Verygood PDFDokument132 SeitenProduced Water Research Paper Verygood PDFSatish KumarNoch keine Bewertungen
- BT 0413 BioseparationTechnologyLaboratoryDokument21 SeitenBT 0413 BioseparationTechnologyLaboratoryvijaygovindarajNoch keine Bewertungen
- Rotary Joint Reliability-2014Dokument24 SeitenRotary Joint Reliability-2014Edgar Cordova HerreraNoch keine Bewertungen
- NETZSCH Progressing Cavity Pumps 04 16aDokument28 SeitenNETZSCH Progressing Cavity Pumps 04 16aCarlos TomeyNoch keine Bewertungen
- BTPDokument15 SeitenBTPPARTH NAGARNoch keine Bewertungen
- Water Jet MachuningDokument11 SeitenWater Jet MachuningSwati MouryaNoch keine Bewertungen
- Membrane Bioreactors, Operation and Results of An MBR Wastewater Treatment PlantDokument108 SeitenMembrane Bioreactors, Operation and Results of An MBR Wastewater Treatment PlantYONGSEOK CHOINoch keine Bewertungen
- Dec06feature PDFDokument4 SeitenDec06feature PDFAmgad_SNoch keine Bewertungen
- Spray Drying Technology ReviewDokument46 SeitenSpray Drying Technology Reviewedison58Noch keine Bewertungen
- Tefsa Belt Filter Presses BrochureDokument8 SeitenTefsa Belt Filter Presses BrochureMashudi FikriNoch keine Bewertungen
- Cyclone Design Calculation Tool SimplifiedDokument6 SeitenCyclone Design Calculation Tool SimplifieddadNoch keine Bewertungen
- Cooling Tower Savings StrategiesDokument4 SeitenCooling Tower Savings StrategiesbahaaabdelnaserNoch keine Bewertungen
- Magnetic BRGDokument147 SeitenMagnetic BRGVijayTijareNoch keine Bewertungen
- Ceramic Membrane MarketDokument28 SeitenCeramic Membrane Marketphaniraj_c100% (1)
- Multiphase ReactorDokument37 SeitenMultiphase ReactorMaria Charlene Caraos TapiaNoch keine Bewertungen
- The Hydrocyclone: International Series of Monographs in Chemical EngineeringVon EverandThe Hydrocyclone: International Series of Monographs in Chemical EngineeringBewertung: 5 von 5 Sternen5/5 (3)
- Adsorption from Solutions of Non-ElectrolytesVon EverandAdsorption from Solutions of Non-ElectrolytesBewertung: 5 von 5 Sternen5/5 (1)
- Chemical Reactor Analysis and Applications for the Practicing EngineerVon EverandChemical Reactor Analysis and Applications for the Practicing EngineerNoch keine Bewertungen
- Sanitary Engineer II: Passbooks Study GuideVon EverandSanitary Engineer II: Passbooks Study GuideNoch keine Bewertungen
- Equipment Nozzle Loading (Enl)Dokument1 SeiteEquipment Nozzle Loading (Enl)AKSHAY BHATKAR0% (1)
- Spreader Beam (Planning)Dokument28 SeitenSpreader Beam (Planning)AKSHAY BHATKARNoch keine Bewertungen
- Master List of Drawings and Documents-14.09.2020Dokument2 SeitenMaster List of Drawings and Documents-14.09.2020AKSHAY BHATKARNoch keine Bewertungen
- Spreader Beam AttachmentDokument28 SeitenSpreader Beam AttachmentAKSHAY BHATKAR100% (1)
- EA-105 After CoolerDokument26 SeitenEA-105 After CoolerAKSHAY BHATKARNoch keine Bewertungen
- Interpretation For SA 105Dokument2 SeitenInterpretation For SA 105AKSHAY BHATKARNoch keine Bewertungen
- External Pressure ToleranceDokument4 SeitenExternal Pressure ToleranceAKSHAY BHATKAR100% (1)
- Sample Design Calculation - Vessel Supported On Legs (Beam)Dokument7 SeitenSample Design Calculation - Vessel Supported On Legs (Beam)Eni Vino0% (2)
- Calc Leg Check of Cross BracingDokument4 SeitenCalc Leg Check of Cross Bracingdinesh_akabariNoch keine Bewertungen
- UHX STudyDokument12 SeitenUHX STudyAKSHAY BHATKARNoch keine Bewertungen
- Produced by An Autodesk Educational ProductDokument1 SeiteProduced by An Autodesk Educational ProductAKSHAY BHATKARNoch keine Bewertungen
- SRN Enquiry No. 4855Dokument51 SeitenSRN Enquiry No. 4855AKSHAY BHATKARNoch keine Bewertungen
- The Calculation of Fixed Tubesheet Exchangers According To ASME Section VIII Division1Dokument15 SeitenThe Calculation of Fixed Tubesheet Exchangers According To ASME Section VIII Division1AKSHAY BHATKAR100% (1)
- Produced by An Autodesk Educational ProductDokument1 SeiteProduced by An Autodesk Educational ProductAKSHAY BHATKARNoch keine Bewertungen
- Joint Efficiency DemoDokument12 SeitenJoint Efficiency DemoAKSHAY BHATKARNoch keine Bewertungen
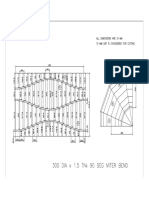
- Miter Bend Development 300 Dia. - 2-ModelDokument1 SeiteMiter Bend Development 300 Dia. - 2-ModelAKSHAY BHATKARNoch keine Bewertungen
- Head Types DemoDokument12 SeitenHead Types DemoAKSHAY BHATKARNoch keine Bewertungen
- Sample Design Calculation - Vessel Supported On Legs (Beam)Dokument7 SeitenSample Design Calculation - Vessel Supported On Legs (Beam)Eni Vino0% (2)
- ASME Standards: A262 A276 A342/A342M A380 A484/A484M A493 A555/A555M A564/A564MDokument1 SeiteASME Standards: A262 A276 A342/A342M A380 A484/A484M A493 A555/A555M A564/A564MAKSHAY BHATKARNoch keine Bewertungen
- Hackster News - Hackster - IoDokument4 SeitenHackster News - Hackster - IomrjunoonNoch keine Bewertungen
- 10 - DME 415-435 Vol 2 Ing Sect 09 TKW Thales March 03Dokument26 Seiten10 - DME 415-435 Vol 2 Ing Sect 09 TKW Thales March 03Vagner AndréNoch keine Bewertungen
- ISaGRAF Devices - EN - Rev1.1Dokument29 SeitenISaGRAF Devices - EN - Rev1.1huskeeNoch keine Bewertungen
- O - L English - Test 10 ActivitiesDokument12 SeitenO - L English - Test 10 ActivitiesNoël Perera100% (5)
- Senior Accountant Resume SampleDokument6 SeitenSenior Accountant Resume Samplec2mtjr7c100% (1)
- 612f7302a3a18 Colgate Transcend 2021 Case BriefDokument17 Seiten612f7302a3a18 Colgate Transcend 2021 Case BriefQuo EtaNoch keine Bewertungen
- 64Gb, 128Gb, and 256Gb Sxs Pro+ Series Memory CardDokument4 Seiten64Gb, 128Gb, and 256Gb Sxs Pro+ Series Memory CarddeltaNoch keine Bewertungen
- Karnataka 04092012Dokument62 SeitenKarnataka 04092012Chandra ShekarNoch keine Bewertungen
- Retooling Project ProposalDokument2 SeitenRetooling Project ProposalNoreen GaileNoch keine Bewertungen
- TOMBSTONING AT-221CM5 FlysheetDokument2 SeitenTOMBSTONING AT-221CM5 FlysheetManjunatha Swamy VNoch keine Bewertungen
- Preparation For Speaking 2Dokument3 SeitenPreparation For Speaking 2Em bé MậpNoch keine Bewertungen
- Exercise Property Phase DiagramDokument5 SeitenExercise Property Phase DiagramRizkatul Amriah ANoch keine Bewertungen
- DP PaperDokument31 SeitenDP Paperaymane.oubellaNoch keine Bewertungen
- Rock DrillDokument75 SeitenRock DrillElber Luis Chavez BarriosNoch keine Bewertungen
- 7 Easy Steps To Writing A Strong Business Email in English - FluentU Business English BlogDokument8 Seiten7 Easy Steps To Writing A Strong Business Email in English - FluentU Business English BlogRolando d'HellemmesNoch keine Bewertungen
- See Results About: Mining SimulatorDokument1 SeiteSee Results About: Mining Simulatorrafael_moraes_11Noch keine Bewertungen
- Mohammad Gufran Inst. Tech - MaintenanceDokument3 SeitenMohammad Gufran Inst. Tech - Maintenancerazaullahkhan37Noch keine Bewertungen
- Understanding Operating System HardeningDokument11 SeitenUnderstanding Operating System HardeningKarl Alvin Reyes HipolitoNoch keine Bewertungen
- Methods of Data CollectionDokument40 SeitenMethods of Data Collectionsurekhapawar100% (2)
- An Introduction To Artificial Intelligence For Federal JudgesDokument102 SeitenAn Introduction To Artificial Intelligence For Federal Judgescopias napolesNoch keine Bewertungen
- PDF 1st Quarter Exam Empowerment TechDokument3 SeitenPDF 1st Quarter Exam Empowerment Techlawrence100% (1)
- AnsibleTowerInstallationandReferenceGuide PDFDokument37 SeitenAnsibleTowerInstallationandReferenceGuide PDFsavsabien972Noch keine Bewertungen
- BS 00600-2000Dokument176 SeitenBS 00600-2000Rachid TidjaniNoch keine Bewertungen
- 2016 AAA Study Guide - 16aDokument560 Seiten2016 AAA Study Guide - 16aGovil KumarNoch keine Bewertungen
- All Things BIM - AIA BIM Protocol (E202)Dokument3 SeitenAll Things BIM - AIA BIM Protocol (E202)ana.r.araujoNoch keine Bewertungen
- Empowerment Technology (Lesson 2)Dokument9 SeitenEmpowerment Technology (Lesson 2)Zahjid CallangNoch keine Bewertungen
- Assignment 1Dokument4 SeitenAssignment 1FAGUN SONINoch keine Bewertungen
- Drive Gearboxes GPT ENDokument24 SeitenDrive Gearboxes GPT ENZaqi SatchNoch keine Bewertungen
- B. Fish C. 2:30 B. A Letter B. $ 90 C. A SupermarketDokument7 SeitenB. Fish C. 2:30 B. A Letter B. $ 90 C. A SupermarketThu AnNoch keine Bewertungen
- Accessories - 700-HC RelaysDokument1 SeiteAccessories - 700-HC RelaysArif KhanNoch keine Bewertungen