Das könnte Ihnen auch gefallen
- THE ALL-NEW XL666 BrochureDokument15 SeitenTHE ALL-NEW XL666 BrochureCharles JacobNoch keine Bewertungen
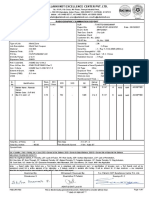
- Pallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportDokument1 SeitePallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportCharles JacobNoch keine Bewertungen
- 00 ContentsDokument56 Seiten00 ContentsCharles JacobNoch keine Bewertungen
- RL 396 17 StateDokument7 SeitenRL 396 17 StateCharles JacobNoch keine Bewertungen
- !indx PipDokument18 Seiten!indx PipCharles JacobNoch keine Bewertungen
- The Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeDokument6 SeitenThe Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeCharles JacobNoch keine Bewertungen
- About The Knowledge TestDokument4 SeitenAbout The Knowledge TestCharles JacobNoch keine Bewertungen
- 2020 Price List: Certification ProgramsDokument2 Seiten2020 Price List: Certification ProgramsCharles JacobNoch keine Bewertungen
- Henri Sainte-Claire DevilleDokument8 SeitenHenri Sainte-Claire DevilleCharles JacobNoch keine Bewertungen
- Web Work PDFDokument39 SeitenWeb Work PDFCharles JacobNoch keine Bewertungen
- Excon 2019 - Visitor RegistrationDokument2 SeitenExcon 2019 - Visitor RegistrationCharles JacobNoch keine Bewertungen
- Railways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanDokument2 SeitenRailways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanCharles JacobNoch keine Bewertungen
- Question Paper and Answer Key: Mathematics (MA)Dokument25 SeitenQuestion Paper and Answer Key: Mathematics (MA)Charles JacobNoch keine Bewertungen
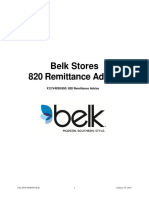
- 820 PDFDokument19 Seiten820 PDFCharles JacobNoch keine Bewertungen
- Wit T 2008PVDokument6 SeitenWit T 2008PVCharles JacobNoch keine Bewertungen
- Team-BHP PDI Checklist PDFDokument3 SeitenTeam-BHP PDI Checklist PDFCharles JacobNoch keine Bewertungen
- ExhibitorList 2018Dokument68 SeitenExhibitorList 2018Charles JacobNoch keine Bewertungen
- New Welding Gas Innovation: How To Signifi Cantly Reduce Your Welding Costs WhileDokument2 SeitenNew Welding Gas Innovation: How To Signifi Cantly Reduce Your Welding Costs WhileCharles JacobNoch keine Bewertungen
- EnveloperyDokument11 SeitenEnveloperyCharles JacobNoch keine Bewertungen
- Automig FC 91T1-B3 : (Formerly Known As Advani-Oerlikon LTD.)Dokument1 SeiteAutomig FC 91T1-B3 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNoch keine Bewertungen
- AUTOMIG FC 110T5-K4 : (Formerly Known As Advani-Oerlikon LTD.)Dokument1 SeiteAUTOMIG FC 110T5-K4 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNoch keine Bewertungen
- Automig FC 560: (Formerly Known As Advani-Oerlikon LTD.)Dokument1 SeiteAutomig FC 560: (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNoch keine Bewertungen
- Automig FC 71T-5 : (Formerly Known As Advani-Oerlikon LTD.)Dokument1 SeiteAutomig FC 71T-5 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNoch keine Bewertungen
- Automig FC 90T5-K2 : (Formerly Known As Advani-Oerlikon LTD.)Dokument1 SeiteAutomig FC 90T5-K2 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobNoch keine Bewertungen
- Automig FC 71t 1 ModDokument1 SeiteAutomig FC 71t 1 ModCharles JacobNoch keine Bewertungen
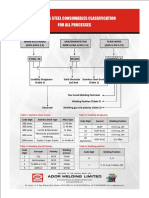
- Stainless Steel Consumables ClassificationDokument1 SeiteStainless Steel Consumables ClassificationCharles JacobNoch keine Bewertungen
- M 3 D1.1 2015 FormDokument1 SeiteM 3 D1.1 2015 FormĐỗ Văn ChinhNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- A. Admixtures 1. Air Entraining AgentsDokument26 SeitenA. Admixtures 1. Air Entraining AgentsShady RainNoch keine Bewertungen
- Heat Transfer2 PDFDokument13 SeitenHeat Transfer2 PDFChaitanya Kishore ChitikenaNoch keine Bewertungen
- RStreng Level 2 ExampleDokument3 SeitenRStreng Level 2 ExampleAnonymous AtAGVssJNoch keine Bewertungen
- Tips & Techniques NOVA-8 Rev00Dokument10 SeitenTips & Techniques NOVA-8 Rev00AntWonxxxNoch keine Bewertungen
- Mechanical BookDokument93 SeitenMechanical BookShiba Narayan SahuNoch keine Bewertungen
- Material Safety Data SheetDokument3 SeitenMaterial Safety Data SheetJonathan NguyenNoch keine Bewertungen
- Weight of Building MaterialsDokument2 SeitenWeight of Building MaterialsAswad TonTongNoch keine Bewertungen
- Unsw PV Annual Report 2004Dokument181 SeitenUnsw PV Annual Report 2004Asmae BerradaNoch keine Bewertungen
- Xii Worksheet No.1 SolutionsDokument2 SeitenXii Worksheet No.1 SolutionsD4RKwizNoch keine Bewertungen
- Environmental Product Declaration: Interpon D3000 Powder CoatingsDokument22 SeitenEnvironmental Product Declaration: Interpon D3000 Powder CoatingsmaNoch keine Bewertungen
- Xanthan Gum E415Dokument4 SeitenXanthan Gum E415sharemwNoch keine Bewertungen
- High & Extra-High Voltage Underground Solutions: North AmericaDokument52 SeitenHigh & Extra-High Voltage Underground Solutions: North Americatees220510Noch keine Bewertungen
- Pile Foundations Solved ProblemsDokument27 SeitenPile Foundations Solved ProblemsSujata SarkarNoch keine Bewertungen
- 3 PDF TestsDokument3 Seiten3 PDF Testssaif aliNoch keine Bewertungen
- The Difference Between AG Glass, AR Glass and AF Glass.Dokument3 SeitenThe Difference Between AG Glass, AR Glass and AF Glass.HAN HANNoch keine Bewertungen
- TP Lab 3 ReportDokument14 SeitenTP Lab 3 ReportazamatNoch keine Bewertungen
- Rock Blasting For MiningDokument24 SeitenRock Blasting For MiningSantha Raman R RNoch keine Bewertungen
- Civil Engineering Rrference BooksDokument301 SeitenCivil Engineering Rrference Booksntah84Noch keine Bewertungen
- Deep Beams and Continuous Deep BeamsDokument63 SeitenDeep Beams and Continuous Deep BeamsBency Mendoza100% (1)
- ASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFDokument4 SeitenASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFRaul Dela Rosa Malanog100% (1)
- Models - Mph.thermal Actuator JHDokument10 SeitenModels - Mph.thermal Actuator JHChethanNoch keine Bewertungen
- Thesis On Biofuel ProductionDokument5 SeitenThesis On Biofuel Productionaflpaftaofqtoa100% (2)
- Soldering SafetyDokument1 SeiteSoldering SafetyLuandNoch keine Bewertungen
- Can Coating PDFDokument11 SeitenCan Coating PDFSaheed KalliyadanpoyilNoch keine Bewertungen
- Sandvik Pipe - Tube - Bar - Hollow Bar: Stock Program in StainlessDokument26 SeitenSandvik Pipe - Tube - Bar - Hollow Bar: Stock Program in Stainlessalbejo_r9Noch keine Bewertungen
- Dielectric ConstantsDokument3 SeitenDielectric Constantsleandroperao5374Noch keine Bewertungen
- R2B-P3-206-02-P-HD-00205 - DATASHEETS FOR CONTROL VALVE, SLIDE, U-21000 - Rev.1Dokument21 SeitenR2B-P3-206-02-P-HD-00205 - DATASHEETS FOR CONTROL VALVE, SLIDE, U-21000 - Rev.1Diana Paula Echartea MolinaNoch keine Bewertungen
- Modelling of Aged Cavities For Partialdischarge in Power Cable InsulationDokument10 SeitenModelling of Aged Cavities For Partialdischarge in Power Cable Insulationbadhured sudgayleNoch keine Bewertungen
- Pre-Feasibility Report: M/s Ramgarh Sponge Iron Pvt. LTDDokument38 SeitenPre-Feasibility Report: M/s Ramgarh Sponge Iron Pvt. LTDpratap chauhanNoch keine Bewertungen
- The Density of Liquids and An Introduction To Graphing PDFDokument5 SeitenThe Density of Liquids and An Introduction To Graphing PDFEric BirdNoch keine Bewertungen