Das könnte Ihnen auch gefallen
- Machine Tools Lab ManualDokument51 SeitenMachine Tools Lab ManualCharan KumarNoch keine Bewertungen
- Hcci EngineDokument155 SeitenHcci Engineriyaz ahmedNoch keine Bewertungen
- Structural Design of Flexible ConduitsDokument126 SeitenStructural Design of Flexible ConduitsDenisR9Noch keine Bewertungen
- Nasir CV - Senior Project EngineerDokument4 SeitenNasir CV - Senior Project EngineerSyed Ñąveed Hąįdeŕ33% (3)
- Machine Tools LabDokument37 SeitenMachine Tools LabAbdelhay Mohamed HassanNoch keine Bewertungen
- PQI FormatDokument6 SeitenPQI Formatmurtaza506100% (2)
- Sinumerik 840DDokument20 SeitenSinumerik 840DZoran StamenkovićNoch keine Bewertungen
- HA AlphasetDokument3 SeitenHA AlphasetIonut Cornel PopaNoch keine Bewertungen
- Three Axis Hydraulic Modern TrailerDokument124 SeitenThree Axis Hydraulic Modern Trailerganesh83% (6)
- RAC Lab ManualDokument27 SeitenRAC Lab ManualKewal SinghNoch keine Bewertungen
- Cad Cam LabDokument19 SeitenCad Cam Labqbit_madhan1058Noch keine Bewertungen
- Final Report of Dry CoolerDokument43 SeitenFinal Report of Dry CoolerHailemariam WeldegebralNoch keine Bewertungen
- Auto Comp ReportDokument167 SeitenAuto Comp ReportnilekaniNoch keine Bewertungen
- Metrology Comparators Unit 7Dokument36 SeitenMetrology Comparators Unit 7Santhosh Kumar100% (1)
- Improve Your Product Quality With Separation of Powder, Granules & Liquid Slurry by Sivtek Vibro SeparatorsDokument14 SeitenImprove Your Product Quality With Separation of Powder, Granules & Liquid Slurry by Sivtek Vibro SeparatorsGalaxy SivtekNoch keine Bewertungen
- Water CoolerDokument37 SeitenWater Coolerpramo_dassNoch keine Bewertungen
- HydraulicCylinderTubeST52 ST52 3Dokument1 SeiteHydraulicCylinderTubeST52 ST52 3rjramanathanNoch keine Bewertungen
- Basic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesDokument9 SeitenBasic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesA.R. Pradeep Kumar100% (1)
- Industrial Visit To Centralized Air Conditioning SystemDokument9 SeitenIndustrial Visit To Centralized Air Conditioning SystemsoumikNoch keine Bewertungen
- Refrigeration Air Conditioning Lab ManualDokument13 SeitenRefrigeration Air Conditioning Lab Manualjayshah1991100% (1)
- SMA - Sample Practical QuestionsDokument1 SeiteSMA - Sample Practical QuestionsSandipkumar VhanakadeNoch keine Bewertungen
- 04 Aircraft Refrigeration Cycle 1Dokument10 Seiten04 Aircraft Refrigeration Cycle 1Ramendra Kumar100% (1)
- What Is Hermetically Sealed CompressorDokument2 SeitenWhat Is Hermetically Sealed CompressorKaustubh PotnisNoch keine Bewertungen
- Welding Slag CLEANING MachineDokument5 SeitenWelding Slag CLEANING MachineSuganthan IasNoch keine Bewertungen
- 3 Axis Pnumatic TrailerDokument50 Seiten3 Axis Pnumatic TrailerKritisundar Garnayak50% (2)
- ENGINE FINS Final Report - Phase 1Dokument44 SeitenENGINE FINS Final Report - Phase 1Boopathi KalaiNoch keine Bewertungen
- MWM Microproject ReportDokument5 SeitenMWM Microproject Reportpratha100% (1)
- 3.road MarkingDokument9 Seiten3.road MarkingMalith De SilvaNoch keine Bewertungen
- 81.automatic Pneumatic Riveting MachineDokument4 Seiten81.automatic Pneumatic Riveting MachineIyappan100% (3)
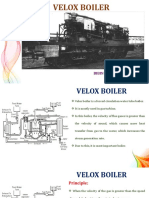
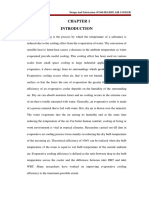
- Velox BoilerDokument16 SeitenVelox BoilerDr. BIBIN CHIDAMBARANATHAN100% (1)
- Modified Air Cooler With Split Cooling Unit (Original)Dokument41 SeitenModified Air Cooler With Split Cooling Unit (Original)girish100% (4)
- Modeling and Analysis of Flywheel: Batchelor of Technology IN Mechanical EngineeringDokument45 SeitenModeling and Analysis of Flywheel: Batchelor of Technology IN Mechanical EngineeringMohammed Ghazi Mubarriz AbbadNoch keine Bewertungen
- Bootstrap Air Cooling System AerospaceDokument22 SeitenBootstrap Air Cooling System AerospaceShambhavi LeolineLeveret100% (1)
- High Pressure Boiler: Course ContentsDokument11 SeitenHigh Pressure Boiler: Course ContentsSheh Naz100% (2)
- Pneumatic Bearing PullerDokument4 SeitenPneumatic Bearing PullerMANIKANDAN B100% (1)
- Refrigeration & Air Conditioning Laboratory Manual Course Code: ME344 B.Tech 6 SemDokument53 SeitenRefrigeration & Air Conditioning Laboratory Manual Course Code: ME344 B.Tech 6 SemYour dadNoch keine Bewertungen
- Rac Lab FileDokument28 SeitenRac Lab FileGovind AtwalNoch keine Bewertungen
- Daily DiaryDokument12 SeitenDaily DiaryVireshNoch keine Bewertungen
- CYLINDER FINS Final ProjectDokument84 SeitenCYLINDER FINS Final ProjectUttam Animireddy100% (1)
- Automatic Pneumatic Vice and JackDokument33 SeitenAutomatic Pneumatic Vice and JackTechnico Technocrats100% (2)
- Windows Air ConditionerDokument6 SeitenWindows Air Conditioner01parthNoch keine Bewertungen
- Lec 3. Centfg - Compressor ExDokument30 SeitenLec 3. Centfg - Compressor ExmichaelNoch keine Bewertungen
- Performance Analysis of Refrigerator Using Water Cooled CondenserDokument21 SeitenPerformance Analysis of Refrigerator Using Water Cooled Condenserjaiminspatel127100% (1)
- RAC - Unit 5 - Types of EvaporatorsDokument12 SeitenRAC - Unit 5 - Types of EvaporatorsSAATVIK JAINNoch keine Bewertungen
- Scissor LiftDokument4 SeitenScissor LiftnithiNoch keine Bewertungen
- Building Services - Iii: 3 Year BS - Semester 1Dokument32 SeitenBuilding Services - Iii: 3 Year BS - Semester 1TaanayaNoch keine Bewertungen
- INTERNSHIP PROJECT Catia FinalDokument23 SeitenINTERNSHIP PROJECT Catia Finalsynrinxlangthasa1874Noch keine Bewertungen
- "Refrigeration Using LPG": Prof. Bhupendra PandeyDokument16 Seiten"Refrigeration Using LPG": Prof. Bhupendra PandeyAditya Mishra100% (1)
- Chapter1 Basic Structure of ComputersDokument7 SeitenChapter1 Basic Structure of ComputersAhmed Sulejmanovic100% (2)
- AbstractDokument3 SeitenAbstractMuhammad MujtabaNoch keine Bewertungen
- Chapter 1 - Introduction To Refrigration and Air Conditioning PDFDokument33 SeitenChapter 1 - Introduction To Refrigration and Air Conditioning PDFAbdul Samad Nasir75% (4)
- Refrigerant Leakage and Its DetectionDokument8 SeitenRefrigerant Leakage and Its DetectionDeepak0% (1)
- To Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineDokument3 SeitenTo Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineBanwari Lal Prajapat100% (1)
- AMEE310 Lab5Dokument12 SeitenAMEE310 Lab5tsunaseetNoch keine Bewertungen
- Design and Fabrication of Domestic Refrigeration Unit PDFDokument84 SeitenDesign and Fabrication of Domestic Refrigeration Unit PDFAung Khin ZawNoch keine Bewertungen
- me8361-MT 1 LabmanualDokument37 Seitenme8361-MT 1 LabmanualHOD ITNoch keine Bewertungen
- Automatic Side Stand With Breaking Locking SystemDokument44 SeitenAutomatic Side Stand With Breaking Locking SystemSaravanan Viswakarma100% (2)
- Unit Ii Automated Flow LinesDokument94 SeitenUnit Ii Automated Flow LinesRajesh Shah100% (1)
- Cam Lab 1Dokument40 SeitenCam Lab 1Madhusudhan Rao KNoch keine Bewertungen
- Refrigerants and Their PropertiesDokument10 SeitenRefrigerants and Their PropertiesSuraj KumarNoch keine Bewertungen
- Stratifistratified Charge EngineDokument14 SeitenStratifistratified Charge EngineJay PannaNoch keine Bewertungen
- Solar Refrigeration: Prepared by M.DevakumarDokument21 SeitenSolar Refrigeration: Prepared by M.DevakumarEasy StudyNoch keine Bewertungen
- Mpfi (Multi Point Fuel Injection)Dokument25 SeitenMpfi (Multi Point Fuel Injection)megaspiceNoch keine Bewertungen
- Reciprocating Type Machine ToolsDokument18 SeitenReciprocating Type Machine ToolsSpartan 117Noch keine Bewertungen
- Water Cooler Cum Air ConditionerDokument5 SeitenWater Cooler Cum Air ConditionerPushpa Mohan Raj100% (2)
- Power Engineering And: Refrigeration (22562)Dokument23 SeitenPower Engineering And: Refrigeration (22562)Kunal AhiwaleNoch keine Bewertungen
- 360 Degree CoolerDokument51 Seiten360 Degree CoolerVinay Muley33% (3)
- Vapor Compression CycleDokument10 SeitenVapor Compression Cyclevinit joryNoch keine Bewertungen
- Group C PDFDokument1 SeiteGroup C PDFRaihanur KiranNoch keine Bewertungen
- Intermediatepagedocument 11082017 PDFDokument1 SeiteIntermediatepagedocument 11082017 PDFRaihanur KiranNoch keine Bewertungen
- Shuttle Vectors and Expression VectorsDokument2 SeitenShuttle Vectors and Expression VectorsRaihanur Kiran100% (2)
- North 24 Parganas NT Rlst3Dokument2 SeitenNorth 24 Parganas NT Rlst3Raihanur KiranNoch keine Bewertungen
- Schistosoma Haematobium: Dr. Shatarupa ChakrabortyDokument30 SeitenSchistosoma Haematobium: Dr. Shatarupa ChakrabortyRaihanur KiranNoch keine Bewertungen
- Muscle Cell ComparisonDokument1 SeiteMuscle Cell ComparisonRaihanur KiranNoch keine Bewertungen
- Cloning VectorsDokument1 SeiteCloning VectorsRaihanur KiranNoch keine Bewertungen
- 00-Quality Objective Monitoring Chart Fof Geotech Div-2Dokument1 Seite00-Quality Objective Monitoring Chart Fof Geotech Div-2Adly Al-SaafinNoch keine Bewertungen
- Aluminum Monthly Report of ChinaDokument30 SeitenAluminum Monthly Report of ChinaAgungPutraNoch keine Bewertungen
- Stainless Steel 321 Plus Related MetalsDokument3 SeitenStainless Steel 321 Plus Related MetalsEl BaranNoch keine Bewertungen
- Magnetrol O&gDokument100 SeitenMagnetrol O&gesakkiraj1590Noch keine Bewertungen
- Токарный инструмент IscarDokument250 SeitenТокарный инструмент IscarstctoolNoch keine Bewertungen
- Welder Qualifications ProcedureDokument32 SeitenWelder Qualifications ProcedureghanicwiNoch keine Bewertungen
- 45 1014 01 Liquid Injection Molding Processing GuideDokument24 Seiten45 1014 01 Liquid Injection Molding Processing Guidezaryab khanNoch keine Bewertungen
- Ship Unloader PDFDokument7 SeitenShip Unloader PDFdony ramdhaniNoch keine Bewertungen
- Topic 2 Project Life Cycle Part 1Dokument11 SeitenTopic 2 Project Life Cycle Part 1Kavi MaranNoch keine Bewertungen
- Neutralite DatasheetDokument4 SeitenNeutralite DatasheetalvarikokexNoch keine Bewertungen
- Is 11732 1995 PDFDokument12 SeitenIs 11732 1995 PDFanand.bharadwajNoch keine Bewertungen
- Daftar PustakaDokument3 SeitenDaftar PustakaFikrah IslamiNoch keine Bewertungen
- Microfein®: Carpet Cleaning Seminar Trainer: Frank DossDokument29 SeitenMicrofein®: Carpet Cleaning Seminar Trainer: Frank DossbolinagNoch keine Bewertungen
- Every Hour. Valuable.: Centinel and Eliminator For Mining ApplicationsDokument4 SeitenEvery Hour. Valuable.: Centinel and Eliminator For Mining ApplicationsNelson Luiz Vieira100% (1)
- PRESENTATION ON: - Supply Chain MangementDokument16 SeitenPRESENTATION ON: - Supply Chain MangementSabah MemonNoch keine Bewertungen
- PPC Unit End QuestionsDokument5 SeitenPPC Unit End QuestionsnaveenNoch keine Bewertungen
- Studiu de Caz MMPFDokument11 SeitenStudiu de Caz MMPFLavinia BucaNoch keine Bewertungen
- Big Stuff Delivering The RAPID ProjectDokument47 SeitenBig Stuff Delivering The RAPID Projectsofyan_shah100% (1)
- Storage Location Not Defined For Delivery ItemDokument19 SeitenStorage Location Not Defined For Delivery ItembiswajitNoch keine Bewertungen
- CPD PrimerssealersandundercoatsDokument22 SeitenCPD PrimerssealersandundercoatsNatasha DavisNoch keine Bewertungen
- ANDRITZ Separation - Process Expertise For Sustainable Environmental SolutionsDokument36 SeitenANDRITZ Separation - Process Expertise For Sustainable Environmental SolutionsMostafaNoch keine Bewertungen