Das könnte Ihnen auch gefallen
- PDFDokument18 SeitenPDFmini2018Noch keine Bewertungen
- Fulltext01 PDFDokument47 SeitenFulltext01 PDFphotongan mhanjangNoch keine Bewertungen
- Iron TransformationDokument13 SeitenIron Transformationmini2018Noch keine Bewertungen
- Study Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation SystemDokument58 SeitenStudy Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation Systemmini2018100% (1)
- Optimization of Maputo Power Plant: Armando AbacarDokument43 SeitenOptimization of Maputo Power Plant: Armando Abacarmini2018Noch keine Bewertungen
- Tao Et Al-2016-Journal of Geophysical Research AtmospheresDokument12 SeitenTao Et Al-2016-Journal of Geophysical Research Atmospheresmini2018Noch keine Bewertungen
- 1981096Dokument12 Seiten1981096mini2018Noch keine Bewertungen
- UnlockedDokument21 SeitenUnlockedmini2018Noch keine Bewertungen
- Evaluation of Solution and Rheological Properties For Hydro 2017 Egyptian JoDokument7 SeitenEvaluation of Solution and Rheological Properties For Hydro 2017 Egyptian Jomini2018Noch keine Bewertungen
- The Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - UnlockedDokument7 SeitenThe Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - Unlockedmini2018Noch keine Bewertungen
- Calbiochem BuffersDokument38 SeitenCalbiochem BuffersLorraine MalaspinaNoch keine Bewertungen
- Minutes 2015Dokument100 SeitenMinutes 2015mini2018Noch keine Bewertungen
- Strategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - UnlockedDokument5 SeitenStrategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - Unlockedmini2018Noch keine Bewertungen
- TheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFDokument8 SeitenTheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFmini2018Noch keine Bewertungen
- Evaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedDokument15 SeitenEvaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedmini2018Noch keine Bewertungen
- 7.5 Reactions of Carboxylic Acids and AminesDokument3 Seiten7.5 Reactions of Carboxylic Acids and Aminesmini2018Noch keine Bewertungen
- E PFbSteamateNASeries enDokument2 SeitenE PFbSteamateNASeries enmini2018Noch keine Bewertungen
- Electrical Conductivity of Aqueous SolutionsDokument1 SeiteElectrical Conductivity of Aqueous SolutionslaughingalirezaNoch keine Bewertungen
- Wyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) PrograDokument32 SeitenWyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) Programini2018Noch keine Bewertungen
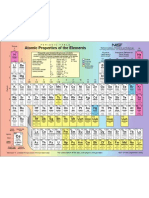
- Atomic Properties of The Elements TableDokument1 SeiteAtomic Properties of The Elements TableMaahiNoch keine Bewertungen
- Solubility of Inorganic Compounds PDFDokument6 SeitenSolubility of Inorganic Compounds PDFPablo Ignacio Santiagos HeviaNoch keine Bewertungen
- Oxygen - Problems and Solutions in ElectrochemistryDokument85 SeitenOxygen - Problems and Solutions in Electrochemistrymini2018Noch keine Bewertungen
- Bankiewicz DorotaDokument73 SeitenBankiewicz Dorotamini2018Noch keine Bewertungen
- Chemistry of Salts in Aqueous Solutions: Applications, Experiments, and TheoryDokument16 SeitenChemistry of Salts in Aqueous Solutions: Applications, Experiments, and Theorymini2018Noch keine Bewertungen
- NPCDokument29 SeitenNPCMarcTimNoch keine Bewertungen
- Effect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater TubesDokument3 SeitenEffect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater Tubesmini2018Noch keine Bewertungen
- Investigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water ApplicationsDokument12 SeitenInvestigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water Applicationsmini2018Noch keine Bewertungen
- Oiler Chemical Cleaning TechniquesDokument135 SeitenOiler Chemical Cleaning Techniquesmini2018Noch keine Bewertungen
- Superheater Tube From Boiler - Metallurgical Technologies, Inc.Dokument9 SeitenSuperheater Tube From Boiler - Metallurgical Technologies, Inc.mini2018Noch keine Bewertungen
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDokument18 SeitenPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Noch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Astm E1426.11123 PDFDokument6 SeitenAstm E1426.11123 PDFRicardo Martins SilvaNoch keine Bewertungen
- Gas and Oil - ExploitationDokument12 SeitenGas and Oil - ExploitationAnonymous puv25NQenNoch keine Bewertungen
- Your Refrigerant For Sustainable Chilling and FreezingDokument8 SeitenYour Refrigerant For Sustainable Chilling and FreezingJavier AffifNoch keine Bewertungen
- Synthetic ester oils for air compressorsDokument1 SeiteSynthetic ester oils for air compressorsironiteNoch keine Bewertungen
- Palruf PVC BrochureDokument19 SeitenPalruf PVC BrochureSerguei DobrinNoch keine Bewertungen
- Technical Specification for Submarine CableDokument11 SeitenTechnical Specification for Submarine Cablenadi777Noch keine Bewertungen
- Rubber Insulating Matting: Standard Specification ForDokument9 SeitenRubber Insulating Matting: Standard Specification ForPaula DiasNoch keine Bewertungen
- Flash Point by Abel's ApparatusDokument3 SeitenFlash Point by Abel's ApparatusAbhishek JoshiNoch keine Bewertungen
- 4102 - Chap 9 Creep Notes PDFDokument19 Seiten4102 - Chap 9 Creep Notes PDFjonthemesNoch keine Bewertungen
- Niclal 38, Cumn10Ni4: (Shunt Grade)Dokument2 SeitenNiclal 38, Cumn10Ni4: (Shunt Grade)Marcel KuhneNoch keine Bewertungen
- GasketDokument1.120 SeitenGasketEntratainmentNoch keine Bewertungen
- NA3 AND NA4 - Troubleshooting Guide (IM278TS SEPT 2006)Dokument32 SeitenNA3 AND NA4 - Troubleshooting Guide (IM278TS SEPT 2006)Julio BacilioNoch keine Bewertungen
- Stp944-Eb 1420Dokument146 SeitenStp944-Eb 1420delta lab sangli100% (1)
- Avionics Fiber Optical CablesDokument6 SeitenAvionics Fiber Optical CablesT/ROX100% (1)
- PROCESS PLANNING FOR CONTROL JOINT PURCHASE ORDERDokument4 SeitenPROCESS PLANNING FOR CONTROL JOINT PURCHASE ORDERVarunn VelNoch keine Bewertungen
- BWC 0202 Safety Data SheetDokument3 SeitenBWC 0202 Safety Data SheetAsadNoch keine Bewertungen
- MAT224 User Guide-Aug25-2020Dokument32 SeitenMAT224 User Guide-Aug25-2020YJ WangNoch keine Bewertungen
- ASTM A694 F60 - Heat Treatment and Mechanical Properties - ICRF 2012Dokument3 SeitenASTM A694 F60 - Heat Treatment and Mechanical Properties - ICRF 2012Noushad Bin JamalNoch keine Bewertungen
- Chemical Engineering MCQs: Thermodynamics and PropertiesDokument180 SeitenChemical Engineering MCQs: Thermodynamics and PropertiesEngr Javeed Nawaz QaisraniNoch keine Bewertungen
- Improving Garbage Collection in Brgy. GatbucaDokument9 SeitenImproving Garbage Collection in Brgy. GatbucaKaren AsaharNoch keine Bewertungen
- Die Casting DieDokument156 SeitenDie Casting DieHeetNoch keine Bewertungen
- Chapter 1Dokument55 SeitenChapter 1Abrsh WubishetNoch keine Bewertungen
- Diffusion Module (DICTRA) Console Mode Example MacrosDokument343 SeitenDiffusion Module (DICTRA) Console Mode Example Macrosyokeceg852Noch keine Bewertungen
- Act-70ga (Xla-60) TDSDokument1 SeiteAct-70ga (Xla-60) TDSFairmont Ind Quality DivisionNoch keine Bewertungen
- Astm C-330-04 PDFDokument4 SeitenAstm C-330-04 PDFJAlberto LópezNoch keine Bewertungen
- EPSRC Metallurgy Research Present and FutureDokument15 SeitenEPSRC Metallurgy Research Present and Futuresujit_sekharNoch keine Bewertungen
- Important To Write The Correct Structure FromDokument16 SeitenImportant To Write The Correct Structure FromR A V INoch keine Bewertungen
- Railways: Mechanical Stabilisation of Track Ballast and Sub-BallastDokument12 SeitenRailways: Mechanical Stabilisation of Track Ballast and Sub-BallastJohn Archie Dela CruzNoch keine Bewertungen
- Coil WindingDokument17 SeitenCoil WindingSourav Das0% (1)
- Slab On Grade EN PDFDokument12 SeitenSlab On Grade EN PDFSanja RadovicNoch keine Bewertungen