Das könnte Ihnen auch gefallen
- Des de Fun ENCARGADA DE MARKETINGDokument2 SeitenDes de Fun ENCARGADA DE MARKETINGRolando ValdiviaNoch keine Bewertungen
- Des de Fun ENCARGADA DE FACTURACIONDokument2 SeitenDes de Fun ENCARGADA DE FACTURACIONRolando ValdiviaNoch keine Bewertungen
- Des de Fun ENCARGADO DE ADQUISICIONESDokument2 SeitenDes de Fun ENCARGADO DE ADQUISICIONESRolando ValdiviaNoch keine Bewertungen
- CoordProducciónDokument2 SeitenCoordProducciónRolando ValdiviaNoch keine Bewertungen
- Des de Fun AUXILIAR CONTABLEDokument2 SeitenDes de Fun AUXILIAR CONTABLERolando ValdiviaNoch keine Bewertungen
- Des de Fun CONTADOR 1Dokument2 SeitenDes de Fun CONTADOR 1Rolando ValdiviaNoch keine Bewertungen
- Des de Fun CONTADOR 2Dokument2 SeitenDes de Fun CONTADOR 2Rolando ValdiviaNoch keine Bewertungen
- Descripción de Funciones Sup. CalidadDokument2 SeitenDescripción de Funciones Sup. CalidadRolando ValdiviaNoch keine Bewertungen
- Des Funciones COORDINADOR DE ALMACÉN DE MATERIAS PRIMAS Y ENVASES.Dokument2 SeitenDes Funciones COORDINADOR DE ALMACÉN DE MATERIAS PRIMAS Y ENVASES.Rolando ValdiviaNoch keine Bewertungen
- CoordProducciónDokument2 SeitenCoordProducciónRolando ValdiviaNoch keine Bewertungen
- Descripción de Funciones Sup. Soplado y MttoDokument2 SeitenDescripción de Funciones Sup. Soplado y MttoRolando ValdiviaNoch keine Bewertungen
- Des de Funcion Sup Despacho - Producto TerminadoDokument2 SeitenDes de Funcion Sup Despacho - Producto TerminadoRolando ValdiviaNoch keine Bewertungen
- Dia de LimpiezaDokument4 SeitenDia de LimpiezaRolando ValdiviaNoch keine Bewertungen
- Descripción de Funciones Sup. EnvasadoDokument2 SeitenDescripción de Funciones Sup. EnvasadoRolando ValdiviaNoch keine Bewertungen
- Des Funciones Jefe de Plasticos y MantenimientoDokument2 SeitenDes Funciones Jefe de Plasticos y MantenimientoRolando ValdiviaNoch keine Bewertungen
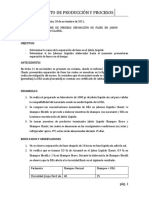
- Prueba Separación de Fases Jabon Líquido ClassicDokument2 SeitenPrueba Separación de Fases Jabon Líquido ClassicRolando ValdiviaNoch keine Bewertungen
- Introducción A Fluídos de PerforaciónDokument24 SeitenIntroducción A Fluídos de Perforaciónestelamgomez93% (29)
- Metodologia para El Desarrollo de Sitios Web PDFDokument87 SeitenMetodologia para El Desarrollo de Sitios Web PDFXavier Buke GuadarramaNoch keine Bewertungen
- Prueba Separación de Fases Jabon Líquido ClassicDokument2 SeitenPrueba Separación de Fases Jabon Líquido ClassicRolando ValdiviaNoch keine Bewertungen
- 03 MemoriaDokument283 Seiten03 MemoriaGimena IbañezNoch keine Bewertungen
- Cuaderno Firp S732a - Emulsionacion - Influencia de Las Variables de Agitacion y ComposicionDokument32 SeitenCuaderno Firp S732a - Emulsionacion - Influencia de Las Variables de Agitacion y ComposicionallanHFNoch keine Bewertungen
- Procedimiento Operación VermackDokument25 SeitenProcedimiento Operación VermackRolando Valdivia100% (1)
- Procedimiento Operación VermackDokument25 SeitenProcedimiento Operación VermackRolando Valdivia100% (1)
- PLANO MULTI INTERNACIONAL Mapa de ProcesoDokument1 SeitePLANO MULTI INTERNACIONAL Mapa de ProcesoRolando ValdiviaNoch keine Bewertungen
- 2-Descripcion Del ProductoDokument4 Seiten2-Descripcion Del ProductoRolando ValdiviaNoch keine Bewertungen
- NSE Higiene y LimpiezaDokument135 SeitenNSE Higiene y LimpiezaRolando ValdiviaNoch keine Bewertungen
- Curso Cañerias IndustrialesDokument174 SeitenCurso Cañerias Industrialescmmcmmcmm100% (7)
- 000145028Dokument114 Seiten000145028FatiimaFernandezNoch keine Bewertungen
- Ins NMF PRC 0.1 Instructivo Estabilidad CortaDokument3 SeitenIns NMF PRC 0.1 Instructivo Estabilidad CortaRolando ValdiviaNoch keine Bewertungen
- Diapositivas-Identificación de Aspectos e Impactos Ambientales SignificativosDokument6 SeitenDiapositivas-Identificación de Aspectos e Impactos Ambientales SignificativosRolando Valdivia100% (1)
- Gestión Del Talento HumanoDokument11 SeitenGestión Del Talento HumanoAlexinho HerreraNoch keine Bewertungen
- Disponiblidad Hidrica ChililiqueDokument6 SeitenDisponiblidad Hidrica ChililiqueJohanna Vera SarmientoNoch keine Bewertungen
- Campos Baeza La Idea Construida-11-25Dokument25 SeitenCampos Baeza La Idea Construida-11-25Luis Angel Mamani Lupaca100% (2)
- Fonemas y rasgos fonológicos del españolDokument22 SeitenFonemas y rasgos fonológicos del españolfperez_29814Noch keine Bewertungen
- LCD Con Pic16f84 y CCSDokument7 SeitenLCD Con Pic16f84 y CCSEsposo Muy Enamorado de AlejandraNoch keine Bewertungen
- Manual de Usuario Tally 1125 PDFDokument23 SeitenManual de Usuario Tally 1125 PDFJosè Luis Chacón MoraNoch keine Bewertungen
- Obsesión de VivirDokument32 SeitenObsesión de VivirdonjuancitoNoch keine Bewertungen
- HDE EA1 AngelLopezDokument5 SeitenHDE EA1 AngelLopezANGEL LOPEZNoch keine Bewertungen
- TEST-4 Prevencion Riesgos Laborales y Otros OPE 2017 (21!07!2017)Dokument7 SeitenTEST-4 Prevencion Riesgos Laborales y Otros OPE 2017 (21!07!2017)Kristina Arenas Macias100% (1)
- La LecturaDokument5 SeitenLa LecturaAlexandra NunoNoch keine Bewertungen
- Preguntas propuestas de aritmética y números racionalesDokument12 SeitenPreguntas propuestas de aritmética y números racionalesmiguelforever67% (3)
- Documento Historico Del Mes de NoviembreDokument44 SeitenDocumento Historico Del Mes de NoviembreAlberto GaletNoch keine Bewertungen
- ValidezDokument3 SeitenValidezcatalinaNoch keine Bewertungen
- Guìa para La Creatividad Del Octograma de FushiDokument21 SeitenGuìa para La Creatividad Del Octograma de FushiAngelLozanoPatiño75% (4)
- Sistema de Gestión y Control de Transito V1Dokument20 SeitenSistema de Gestión y Control de Transito V1jose javierNoch keine Bewertungen
- Cain y Abel: Tutorial sobre ataques MITMDokument7 SeitenCain y Abel: Tutorial sobre ataques MITMJuan ToNoch keine Bewertungen
- Cuestionario Tipo Icfes de Lectura Crítica y FilosofiaDokument4 SeitenCuestionario Tipo Icfes de Lectura Crítica y FilosofiaJairo Ramos AguirreNoch keine Bewertungen
- Cómo Reconciliarme Con Mi ParejaDokument4 SeitenCómo Reconciliarme Con Mi ParejaSandra NiesvizkyNoch keine Bewertungen
- FICHA REDUCTOR DE AGUA Isoplast 159Dokument2 SeitenFICHA REDUCTOR DE AGUA Isoplast 159yuliana sepulvedaNoch keine Bewertungen
- Trabajo #2 Distribuciones de Muestreos 2023 PDFDokument2 SeitenTrabajo #2 Distribuciones de Muestreos 2023 PDFEleana ZamoraNoch keine Bewertungen
- Taller 2 - FM - Sem1 - 2019Dokument1 SeiteTaller 2 - FM - Sem1 - 2019Javiera Hernandez ONoch keine Bewertungen
- Preguntas de RepasoDokument13 SeitenPreguntas de RepasoLore RiveraNoch keine Bewertungen
- Entregable Parte IDokument6 SeitenEntregable Parte IAlex SotoNoch keine Bewertungen
- La Verdad Sobre El Mercado Inmo - Borja MateoDokument1.015 SeitenLa Verdad Sobre El Mercado Inmo - Borja MateovifuduNoch keine Bewertungen
- Elaboración de Objetivos de ClaseDokument11 SeitenElaboración de Objetivos de ClaseClaudia MartosNoch keine Bewertungen
- Rúbrica 2.1 Currículum VitaeDokument1 SeiteRúbrica 2.1 Currículum VitaeGraciela Hernandez MartinezNoch keine Bewertungen
- Ondas EstacionariasDokument6 SeitenOndas EstacionariasManuela GuerreroNoch keine Bewertungen
- Analisis Causa RaizDokument12 SeitenAnalisis Causa RaizChris RoblesNoch keine Bewertungen
- Montaigne, M. - Ensayos. Selección ObligatoriaDokument4 SeitenMontaigne, M. - Ensayos. Selección ObligatoriaLeandro AntonelliNoch keine Bewertungen
- Análisis de coagulantes y parámetros de diseñoDokument4 SeitenAnálisis de coagulantes y parámetros de diseñoanon_966102646Noch keine Bewertungen