Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Big Elephants Are Useful Mnemonics & IdiomsDokument144 SeitenBig Elephants Are Useful Mnemonics & IdiomsNachoAndrésLlorente100% (1)
- Date SissyDokument5 SeitenDate SissyFletcher Irvine50% (2)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Erection Method StatementDokument32 SeitenErection Method StatementDilxan Fdo100% (4)
- Project Exec & Quality PlanDokument7 SeitenProject Exec & Quality PlanGurumoorthy Chandran100% (1)
- MS & JSA Piling Work PDFDokument11 SeitenMS & JSA Piling Work PDFmesmerize59100% (2)
- The Importance of Early Childhood InterventionDokument11 SeitenThe Importance of Early Childhood Interventionsilverlining0814100% (3)
- Method Statemet SurveyDokument7 SeitenMethod Statemet SurveymadhuwadiNoch keine Bewertungen
- Nammcesa 000008 PDFDokument197 SeitenNammcesa 000008 PDFBasel Osama RaafatNoch keine Bewertungen
- Bonsai TreesDokument19 SeitenBonsai TreesMayur ChoudhariNoch keine Bewertungen
- ErectionDokument55 SeitenErectionAjay Sastry100% (7)
- ErectionDokument55 SeitenErectionAjay Sastry100% (7)
- PR-1000 - Operations Handover ProcedureDokument19 SeitenPR-1000 - Operations Handover ProcedureParmit Choudhury100% (1)
- Astm C-42 Core TestDokument5 SeitenAstm C-42 Core TestPapaDaplisNoch keine Bewertungen
- Astm A325 1979Dokument11 SeitenAstm A325 1979Deana WhiteNoch keine Bewertungen
- IR FormDokument2 SeitenIR Formmesmerize59100% (1)
- Biology Lab ReportDokument5 SeitenBiology Lab Reportapi-2576094460% (1)
- HDG Fact Sheet 2017 V4Dokument6 SeitenHDG Fact Sheet 2017 V4Ra'oufAli-zadehNoch keine Bewertungen
- RFA Screw ConveyorDokument1 SeiteRFA Screw Conveyormesmerize59Noch keine Bewertungen
- 148 Handover Inspection ChecklistDokument12 Seiten148 Handover Inspection Checklistmesmerize59Noch keine Bewertungen
- Emulsion Paint ChecklistDokument2 SeitenEmulsion Paint Checklistmesmerize59Noch keine Bewertungen
- 148 Handover Inspection ChecklistDokument12 Seiten148 Handover Inspection Checklistmesmerize59Noch keine Bewertungen
- Assemblies of The Member States of WIPO: Fiftieth Series of Meetings Geneva, October 1 To 9, 2012Dokument13 SeitenAssemblies of The Member States of WIPO: Fiftieth Series of Meetings Geneva, October 1 To 9, 2012SudipThapaNoch keine Bewertungen
- Zinc CoatingsDokument12 SeitenZinc CoatingsvvgdreamNoch keine Bewertungen
- Guidelines For Steel Framew InspectionsDokument64 SeitenGuidelines For Steel Framew InspectionsBilal Al AliNoch keine Bewertungen
- Id.39. Procedure Receiving and ControlDokument6 SeitenId.39. Procedure Receiving and Controlmesmerize59Noch keine Bewertungen
- C 174 .C 174M Test Method For Measuring Length of Drilled Concrete CoresDokument2 SeitenC 174 .C 174M Test Method For Measuring Length of Drilled Concrete Coresjjaavenido100% (1)
- Assemblies of The Member States of WIPO: Fiftieth Series of Meetings Geneva, October 1 To 9, 2012Dokument13 SeitenAssemblies of The Member States of WIPO: Fiftieth Series of Meetings Geneva, October 1 To 9, 2012SudipThapaNoch keine Bewertungen
- Refernsi CoreDokument1 SeiteRefernsi Coremesmerize59Noch keine Bewertungen
- Daftar Susunan Penempatan Dokumen Di SiteDokument4 SeitenDaftar Susunan Penempatan Dokumen Di Sitemesmerize59Noch keine Bewertungen
- Guidelines For Steel Framew InspectionsDokument64 SeitenGuidelines For Steel Framew InspectionsBilal Al AliNoch keine Bewertungen
- CapDokument3 SeitenCapmesmerize59Noch keine Bewertungen
- Guidelines For Steel Framew InspectionsDokument64 SeitenGuidelines For Steel Framew InspectionsBilal Al AliNoch keine Bewertungen
- CDC UP Change Management Plan TemplateDokument12 SeitenCDC UP Change Management Plan TemplateChloe J StewartNoch keine Bewertungen
- C 174 .C 174M Test Method For Measuring Length of Drilled Concrete CoresDokument2 SeitenC 174 .C 174M Test Method For Measuring Length of Drilled Concrete Coresjjaavenido100% (1)
- RM Concrete Parapet 1Dokument2 SeitenRM Concrete Parapet 1mesmerize59Noch keine Bewertungen
- RM Concrete Parapet 1Dokument2 SeitenRM Concrete Parapet 1mesmerize59Noch keine Bewertungen
- Thai Book Lesson From Genius SchoolDokument85 SeitenThai Book Lesson From Genius SchoolAlexis L.D (Riker94)Noch keine Bewertungen
- List Acreditated JournalDokument2.124 SeitenList Acreditated JournalSetiyo PrajokoNoch keine Bewertungen
- WP DeltaV Software Update Deployment PDFDokument8 SeitenWP DeltaV Software Update Deployment PDFevbaruNoch keine Bewertungen
- Secondary 1 Express English Paper 1 & 2Dokument15 SeitenSecondary 1 Express English Paper 1 & 2Menon HariNoch keine Bewertungen
- SPKT Thiet Ke Co Khi 1Dokument33 SeitenSPKT Thiet Ke Co Khi 1Chiến PhanNoch keine Bewertungen
- Nikki CV FormatedDokument2 SeitenNikki CV FormatedSaif AlamNoch keine Bewertungen
- Essential Intrapartum and Newborn CareDokument6 SeitenEssential Intrapartum and Newborn CareDianne LabisNoch keine Bewertungen
- Case Analysis: Beth OwensDokument8 SeitenCase Analysis: Beth OwensPhillip CookNoch keine Bewertungen
- What Is An Engineering Change OrderDokument3 SeitenWhat Is An Engineering Change OrderKundan Kumar MishraNoch keine Bewertungen
- CASE 1. Non-Cash Assets Are Sold For P 580,000Dokument3 SeitenCASE 1. Non-Cash Assets Are Sold For P 580,000Riza Mae AlceNoch keine Bewertungen
- 2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetDokument2 Seiten2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetswainanjanNoch keine Bewertungen
- Health Module 6 g7Dokument26 SeitenHealth Module 6 g7Richelle PamintuanNoch keine Bewertungen
- SpectraSensors TDL Analyzers in RefineriesDokument8 SeitenSpectraSensors TDL Analyzers in Refineries1977specopsNoch keine Bewertungen
- Expressions of QuantityDokument5 SeitenExpressions of Quantitybenilde bastidaNoch keine Bewertungen
- Fire BehaviourDokument4 SeitenFire BehaviourFirezky CuNoch keine Bewertungen
- Texas Steering and Insurance DirectionDokument2 SeitenTexas Steering and Insurance DirectionDonnie WeltyNoch keine Bewertungen
- Paes 406Dokument12 SeitenPaes 406Denver LangahinNoch keine Bewertungen
- Schools Division of Roxas CityDokument4 SeitenSchools Division of Roxas CityHuge Propalde EstolanoNoch keine Bewertungen
- Executive SummaryDokument2 SeitenExecutive Summarykulsoomalam100% (1)
- Hubungan Faktor Lokal, Faktor Sistemik Dan Faktor Perilaku Terhadap Kejadian Penyakit Periodontal Di Indonesia (Analisis Riskesdas)Dokument10 SeitenHubungan Faktor Lokal, Faktor Sistemik Dan Faktor Perilaku Terhadap Kejadian Penyakit Periodontal Di Indonesia (Analisis Riskesdas)lidyaNoch keine Bewertungen
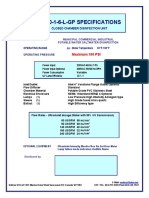
- A-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuDokument2 SeitenA-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuwillgendemannNoch keine Bewertungen
- Subhead-5 Pump Motors & Related WorksDokument24 SeitenSubhead-5 Pump Motors & Related Worksriyad mahmudNoch keine Bewertungen
- Red Bank Squadron - 01/22/1942Dokument28 SeitenRed Bank Squadron - 01/22/1942CAP History LibraryNoch keine Bewertungen
- E4-E5 - Text - Chapter 2. ISO 9001-2015 QUALITY MANAGEMENT SYSTEMDokument17 SeitenE4-E5 - Text - Chapter 2. ISO 9001-2015 QUALITY MANAGEMENT SYSTEMAGM S&M-CMNoch keine Bewertungen