Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
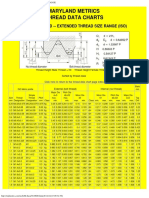
- Tolerancia de Rosca Metrica 6G PDFDokument20 SeitenTolerancia de Rosca Metrica 6G PDFRodrigo Tikim0% (3)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
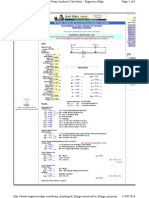
- Tower Foundation DesignDokument6 SeitenTower Foundation Designunikmyquestar100% (1)
- PTE Academic Tutorial PDFDokument38 SeitenPTE Academic Tutorial PDFamitalwarNoch keine Bewertungen
- Adsorption - NewDokument49 SeitenAdsorption - Newshareen tanNoch keine Bewertungen
- L Crous 684391 PHD FinalDokument257 SeitenL Crous 684391 PHD FinaltetirichieNoch keine Bewertungen
- Laura - Suggs@mail - Utexas.edu: Syllabus: BME 382J.4/ CHE 384 Advanced Biomaterials, Fall 2012Dokument2 SeitenLaura - Suggs@mail - Utexas.edu: Syllabus: BME 382J.4/ CHE 384 Advanced Biomaterials, Fall 2012tetirichieNoch keine Bewertungen
- 2018 Anec Conference ProgrammeDokument48 Seiten2018 Anec Conference ProgrammetetirichieNoch keine Bewertungen
- Mohr's Circle: Academic Resource CenterDokument23 SeitenMohr's Circle: Academic Resource CentersyedamiriqbalNoch keine Bewertungen
- Symbols Lect. No. Tim E: K E E HDokument15 SeitenSymbols Lect. No. Tim E: K E E HYuni_Arifwati_5495Noch keine Bewertungen
- 11 Christmals Original 12 3 1Dokument13 Seiten11 Christmals Original 12 3 1tetirichieNoch keine Bewertungen
- Homogeneous vs. Heterogeneous Nucleation Modes of Solidification at Strong Driving Force ConditionsDokument9 SeitenHomogeneous vs. Heterogeneous Nucleation Modes of Solidification at Strong Driving Force ConditionstetirichieNoch keine Bewertungen
- Iso 2768-1: 1989Dokument7 SeitenIso 2768-1: 1989jferreiraNoch keine Bewertungen
- Performance Measurement ProcessDokument32 SeitenPerformance Measurement ProcesspawtarlayNoch keine Bewertungen
- 471 Lab 3Dokument4 Seiten471 Lab 3godfree joyNoch keine Bewertungen
- Alloy Data Sheet: Heat Resistant Alloy REVISION: 03/91Dokument2 SeitenAlloy Data Sheet: Heat Resistant Alloy REVISION: 03/91tetirichieNoch keine Bewertungen
- Factors Affecting Utilization of University Health Services in A Tertiary Institution in South-West NigeriaDokument4 SeitenFactors Affecting Utilization of University Health Services in A Tertiary Institution in South-West NigeriatetirichieNoch keine Bewertungen
- Beng Metallurgical Engineering (12130005) : University of Pretoria Yearbook 2017Dokument26 SeitenBeng Metallurgical Engineering (12130005) : University of Pretoria Yearbook 2017tetirichieNoch keine Bewertungen
- Iso 2768-1Dokument1 SeiteIso 2768-1Roberto Mota100% (1)
- ErrorDokument1 SeiteErrortetirichieNoch keine Bewertungen
- Hydrogen in LaddleDokument2 SeitenHydrogen in LaddletetirichieNoch keine Bewertungen
- Thread TablesDokument22 SeitenThread TablesMuthukumar VeerappanNoch keine Bewertungen
- CPD Policy ECSADokument11 SeitenCPD Policy ECSAtetirichieNoch keine Bewertungen
- Performance MeasurementsDokument23 SeitenPerformance MeasurementstetirichieNoch keine Bewertungen
- Metal Powder Report: Fifty Years ofDokument2 SeitenMetal Powder Report: Fifty Years oftetirichieNoch keine Bewertungen
- 464 Requisite Skills AbilitiesDokument7 Seiten464 Requisite Skills AbilitiestetirichieNoch keine Bewertungen
- En24 Alloy SteelDokument1 SeiteEn24 Alloy SteelpraghavannairNoch keine Bewertungen
- Materials DIN Sim Sinterformteile Tabelle E2Dokument1 SeiteMaterials DIN Sim Sinterformteile Tabelle E2tetirichieNoch keine Bewertungen
- Handouts ConductingEffectivePDRMeetings UpdatedOct08Dokument17 SeitenHandouts ConductingEffectivePDRMeetings UpdatedOct08tetirichieNoch keine Bewertungen
- CPD Policy ECSADokument11 SeitenCPD Policy ECSAtetirichieNoch keine Bewertungen
- Bititci Et 2007 PMS A Development Quide - TQM MagazineDokument8 SeitenBititci Et 2007 PMS A Development Quide - TQM MagazinetetirichieNoch keine Bewertungen
- 464 Requisite Skills AbilitiesDokument7 Seiten464 Requisite Skills AbilitiestetirichieNoch keine Bewertungen
- E Isoplast 302EZ ETPDokument1 SeiteE Isoplast 302EZ ETPaldozenNoch keine Bewertungen
- 05.materials Selection in Engineering Modeling IIDokument23 Seiten05.materials Selection in Engineering Modeling IIMarapa SimonNoch keine Bewertungen
- Guipos National High School Learning Activity Sheet in Science 10 Quarter 2 - Week 6Dokument2 SeitenGuipos National High School Learning Activity Sheet in Science 10 Quarter 2 - Week 6Jaybie TejadaNoch keine Bewertungen
- Bai Tap 3Dokument7 SeitenBai Tap 3trungNoch keine Bewertungen
- TGGuideline 114 Viscosity of LiquidsDokument7 SeitenTGGuideline 114 Viscosity of LiquidsDonig FermanianNoch keine Bewertungen
- 10AA PolymerCutoutsDokument20 Seiten10AA PolymerCutoutsjack wuNoch keine Bewertungen
- Renman 2019Dokument10 SeitenRenman 2019Shohan GaziNoch keine Bewertungen
- Dr. Seshu Adluri: Structural Steel DesignDokument72 SeitenDr. Seshu Adluri: Structural Steel DesignSopheak ThapNoch keine Bewertungen
- Styron 686E: High Heat Crystal PolystyreneDokument2 SeitenStyron 686E: High Heat Crystal PolystyreneMarwin PilayNoch keine Bewertungen
- BET Analysis Fundamentals - SathishDokument57 SeitenBET Analysis Fundamentals - Sathishnanosakthivel100% (1)
- Synthesis and Application of Zinc Oxide Nanoparticles On Nylon Fabric by Layer by Layer Technique As Antimicrobial PropertyDokument8 SeitenSynthesis and Application of Zinc Oxide Nanoparticles On Nylon Fabric by Layer by Layer Technique As Antimicrobial PropertyÖzkan YaparNoch keine Bewertungen
- Stellite 21Dokument2 SeitenStellite 21Mohsen ParpinchiNoch keine Bewertungen
- Geotech - Rockmass ClassDokument65 SeitenGeotech - Rockmass ClassNoviandryNoch keine Bewertungen
- Modeling The Oxygen Diffusion of Nanocomposite-Based Food Packaging FilmsDokument10 SeitenModeling The Oxygen Diffusion of Nanocomposite-Based Food Packaging FilmsbhuniakanishkaNoch keine Bewertungen
- AER 309 Course Outline PDFDokument4 SeitenAER 309 Course Outline PDFUrshia Likes CookiesNoch keine Bewertungen
- FCF NotesDokument3 SeitenFCF NotesPappuRamaSubramaniamNoch keine Bewertungen
- NJS5 M2 Relay CatalogDokument2 SeitenNJS5 M2 Relay CatalogwalterNoch keine Bewertungen
- Djj3103: Strength of Materials Lab ReportDokument15 SeitenDjj3103: Strength of Materials Lab ReportSyfull musicNoch keine Bewertungen
- Unit 3 PMBLDC MotorDokument14 SeitenUnit 3 PMBLDC MotorSuganthiNoch keine Bewertungen
- Monorail Crane BeamDokument4 SeitenMonorail Crane BeamConifer YuNoch keine Bewertungen
- 9-Biomechanics of Articular Cartilage Part 3Dokument30 Seiten9-Biomechanics of Articular Cartilage Part 3LibbyNoch keine Bewertungen
- Pass BDokument9 SeitenPass BJoel JusayNoch keine Bewertungen
- Class6 - Beams On Elastic FoundationsDokument43 SeitenClass6 - Beams On Elastic FoundationsAlvinNoch keine Bewertungen
- R&P Material DetailsDokument20 SeitenR&P Material DetailsinamNoch keine Bewertungen
- Is 513 Amendment-1Dokument2 SeitenIs 513 Amendment-1sanjeev00747488Noch keine Bewertungen
- MiningDokument128 SeitenMiningPrakash SundharamNoch keine Bewertungen
- From Table AT7 - Design of Machine Elements of Faires For AISI C1045 - S 96 Ksi - S 59 Ksi - E 30 x10 Psi A) Based On Ultimate StrengthDokument4 SeitenFrom Table AT7 - Design of Machine Elements of Faires For AISI C1045 - S 96 Ksi - S 59 Ksi - E 30 x10 Psi A) Based On Ultimate StrengthMark AgusNoch keine Bewertungen
- L43 BucklingDokument10 SeitenL43 BucklingEsther ChangNoch keine Bewertungen