Das könnte Ihnen auch gefallen
- Welding Coordinator Tasks and ResponsibilitiesDokument3 SeitenWelding Coordinator Tasks and ResponsibilitiesShaun Holder100% (4)
- Welding Coordination Tasks ISO 14731Dokument1 SeiteWelding Coordination Tasks ISO 14731Ion Plesa100% (1)
- Welding procedure specification guideDokument3 SeitenWelding procedure specification guideAnilNoch keine Bewertungen
- QC Manual ISO 3834 - 2 QM-02 FinalDokument34 SeitenQC Manual ISO 3834 - 2 QM-02 Finalavinash198776% (17)
- WPS & PQR - 2021Dokument82 SeitenWPS & PQR - 2021Subramanian RNoch keine Bewertungen
- Iso 3834Dokument2 SeitenIso 3834Jaay Vel0% (1)
- Weld Joint Repaire Procedure - 08.04.14Dokument6 SeitenWeld Joint Repaire Procedure - 08.04.14Raj AryanNoch keine Bewertungen
- Sample of Welding Quality ManualDokument5 SeitenSample of Welding Quality ManualwentropremNoch keine Bewertungen
- Requirements ISO 3834Dokument76 SeitenRequirements ISO 3834mdasifkhan2013100% (7)
- Welding Manual for Boiler ComponentsDokument19 SeitenWelding Manual for Boiler ComponentsRajesh ThakurNoch keine Bewertungen
- ISO 3834 welding certification levelsDokument9 SeitenISO 3834 welding certification levelsvilukNoch keine Bewertungen
- Tecnical Review ChecklistDokument6 SeitenTecnical Review ChecklistShaun Holder100% (1)
- ISO 3834-2 Compliance Check ListDokument1 SeiteISO 3834-2 Compliance Check ListMichael Tayactac100% (1)
- WPS Format For ISO 15614-1 WPSDokument1 SeiteWPS Format For ISO 15614-1 WPSThe Welding Inspections CommunityNoch keine Bewertungen
- Welding Coordination Activities and ResponsibilitiesDokument7 SeitenWelding Coordination Activities and ResponsibilitieseliiiiiiNoch keine Bewertungen
- CE Mark en 1090 Iso 3834 Manual DocumentsDokument10 SeitenCE Mark en 1090 Iso 3834 Manual DocumentsDan DumbravescuNoch keine Bewertungen
- Welding Process Work InstructionDokument6 SeitenWelding Process Work InstructionmkcsekarNoch keine Bewertungen
- Welding Coordination-Tasks & ResponsibilitiesDokument14 SeitenWelding Coordination-Tasks & Responsibilitieskumaraswamy.kNoch keine Bewertungen
- Quest Audit 3834Dokument38 SeitenQuest Audit 3834g33k59100% (2)
- ISO 3834 - Checklist-2Dokument6 SeitenISO 3834 - Checklist-2Abhishek Anand80% (5)
- Weld Log PDFDokument1 SeiteWeld Log PDFDeniz AydinNoch keine Bewertungen
- Technical Review For ISO 3834Dokument1 SeiteTechnical Review For ISO 3834Satish Keskar100% (3)
- Procedure For WPSDokument7 SeitenProcedure For WPSSatish KeskarNoch keine Bewertungen
- WPS Format For ISO 9606-1 WelderDokument2 SeitenWPS Format For ISO 9606-1 WelderThe Welding Inspections Community100% (1)
- Tasks and Responsibilities of RWCDokument1 SeiteTasks and Responsibilities of RWCKDT100% (1)
- Macro 418-23-1Dokument1 SeiteMacro 418-23-1Gigin S GumilarNoch keine Bewertungen
- En 15085 - 1 & 2Dokument34 SeitenEn 15085 - 1 & 20502ravi100% (4)
- Welding Consumable Control Procedure 1Dokument9 SeitenWelding Consumable Control Procedure 1eklavyak076757100% (4)
- Sfa 5.22 PDFDokument36 SeitenSfa 5.22 PDFLuis Evangelista Moura PachecoNoch keine Bewertungen
- Iso 3834-5 - 2015Dokument14 SeitenIso 3834-5 - 2015raghulramasamy100% (1)
- Weld Visual Report Rev.0Dokument1 SeiteWeld Visual Report Rev.0John TerryNoch keine Bewertungen
- ISO 3834 - ChecklistDokument26 SeitenISO 3834 - ChecklistAbhishek Anand83% (6)
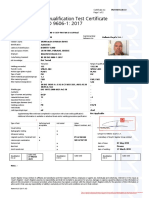
- Welder Qualification Test Certificate BS EN ISO 9606-1: 2017Dokument2 SeitenWelder Qualification Test Certificate BS EN ISO 9606-1: 2017idthdrayahbdnhauniNoch keine Bewertungen
- WPQR Welding Procedure Qualification RecordsDokument3 SeitenWPQR Welding Procedure Qualification Recordsramesh rajaNoch keine Bewertungen
- Review of RequirementsDokument1 SeiteReview of RequirementsSatish KeskarNoch keine Bewertungen
- Implement ISO 3834 welding standardsDokument34 SeitenImplement ISO 3834 welding standardschowhkNoch keine Bewertungen
- MM 88100 E r3 - ISO 17637 ISO 5817 - Algemeen - VTDokument27 SeitenMM 88100 E r3 - ISO 17637 ISO 5817 - Algemeen - VTgueridi100% (2)
- ISO 3834 by SelvaDokument83 SeitenISO 3834 by Selvaaravindan100% (11)
- Welding Qualification SeminarDokument66 SeitenWelding Qualification SeminarsoparlNoch keine Bewertungen
- Control Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFDokument11 SeitenControl Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFNenad NedeljkovicNoch keine Bewertungen
- Welder Continuity LogDokument3 SeitenWelder Continuity Log942519100% (1)
- Welders CertDokument11 SeitenWelders CertAhmed GomaaNoch keine Bewertungen
- Procedure For Calibration of Machines WeldingDokument3 SeitenProcedure For Calibration of Machines Weldinglewgne08100% (6)
- KGP-Flamme Cutting Proce For BEI PDFDokument4 SeitenKGP-Flamme Cutting Proce For BEI PDFoomoomNoch keine Bewertungen
- Procedure for Welder QualificationDokument1 SeiteProcedure for Welder QualificationSatish KeskarNoch keine Bewertungen
- ISO 3834 Evaluation TestDokument2 SeitenISO 3834 Evaluation TestSatish KeskarNoch keine Bewertungen
- Welding CoordinationDokument3 SeitenWelding CoordinationIon PlesaNoch keine Bewertungen
- ISO 3834-5 Ver EDokument10 SeitenISO 3834-5 Ver ETrung Nguyễn100% (4)
- Welding Consumable Receiving LogDokument11 SeitenWelding Consumable Receiving LogKandula Raju100% (1)
- ISO 3834 - in GLDokument88 SeitenISO 3834 - in GLDesmond ChinNoch keine Bewertungen
- Planos Top Drive TDS11 Ideal PDFDokument890 SeitenPlanos Top Drive TDS11 Ideal PDFpablo100% (3)
- Operating Manual For Ammonia - Rev 2Dokument379 SeitenOperating Manual For Ammonia - Rev 2Mangihut Lumbantoruan100% (3)
- Weld Map For Al-Dur II - Tanks-Rev-01Dokument86 SeitenWeld Map For Al-Dur II - Tanks-Rev-01Rajesh K PillaiNoch keine Bewertungen
- Native Inspection - Report - CleanedDokument6 SeitenNative Inspection - Report - CleanedPrathamesh OmtechNoch keine Bewertungen
- Airbus EC120 MSM 120 MSM 05 E MC02 A4 VOL01 1 Low PDFDokument120 SeitenAirbus EC120 MSM 120 MSM 05 E MC02 A4 VOL01 1 Low PDFAxelNoch keine Bewertungen
- Transformers Technical SpecificationDokument35 SeitenTransformers Technical SpecificationRonald MadriagaNoch keine Bewertungen
- 4 JDs - Contents IndexDokument2 Seiten4 JDs - Contents IndexBuku Harian PelautNoch keine Bewertungen
- Oman Tank Terminal Company (Ottco) : Project: Ras Markaz Crude Oil Park Project (Phase 1)Dokument2 SeitenOman Tank Terminal Company (Ottco) : Project: Ras Markaz Crude Oil Park Project (Phase 1)ANIL PLAMOOTTILNoch keine Bewertungen
- Manual NovDokument833 SeitenManual NovRodolfo Mendez100% (2)
- QAP General For Ref.Dokument2 SeitenQAP General For Ref.AMIT SHAHNoch keine Bewertungen
- Saep 1144Dokument23 SeitenSaep 1144Amit shahNoch keine Bewertungen
- PIU valves damaged during hydro testingDokument18 SeitenPIU valves damaged during hydro testingAmit shahNoch keine Bewertungen
- IAB 252r2 14 SV00 Guideline For Personnel With Qualification For Welding Coordination SVDokument27 SeitenIAB 252r2 14 SV00 Guideline For Personnel With Qualification For Welding Coordination SVjimingeorge100% (1)
- WPS 14634 (309L)Dokument1 SeiteWPS 14634 (309L)Amit shahNoch keine Bewertungen
- Saep 1143Dokument30 SeitenSaep 1143Amit shah100% (1)
- Saep 1145Dokument20 SeitenSaep 1145Amit shah100% (1)
- Manual Ultrasonic Thickness Testing ProcedureDokument8 SeitenManual Ultrasonic Thickness Testing ProcedureAmit shahNoch keine Bewertungen
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Dokument242 SeitenNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- List of Safety Item For WelderDokument1 SeiteList of Safety Item For WelderAmit shahNoch keine Bewertungen
- This Is A General Guide ASME P Numbers and Their Equivalent EN288 Groupings. Groups Referred To in The Base Metal Column Are ASME Sub Groups. EN288 Material Groups Are Included For Comparison OnlyDokument2 SeitenThis Is A General Guide ASME P Numbers and Their Equivalent EN288 Groupings. Groups Referred To in The Base Metal Column Are ASME Sub Groups. EN288 Material Groups Are Included For Comparison OnlyAmit shahNoch keine Bewertungen
- Bogie Technical RequirementsDokument8 SeitenBogie Technical RequirementsAmit shahNoch keine Bewertungen
- IAB 252r2 14 SV00 Guideline For Personnel With Qualification For Welding Coordination SVDokument27 SeitenIAB 252r2 14 SV00 Guideline For Personnel With Qualification For Welding Coordination SVjimingeorge100% (1)
- This Is A General Guide ASME P Numbers and Their Equivalent EN288 Groupings. Groups Referred To in The Base Metal Column Are ASME Sub Groups. EN288 Material Groups Are Included For Comparison OnlyDokument2 SeitenThis Is A General Guide ASME P Numbers and Their Equivalent EN288 Groupings. Groups Referred To in The Base Metal Column Are ASME Sub Groups. EN288 Material Groups Are Included For Comparison OnlyAmit shahNoch keine Bewertungen
- Chair Locker Provides Storage and Space SavingsDokument32 SeitenChair Locker Provides Storage and Space SavingsElza S. GapuzNoch keine Bewertungen
- Diwali - An Overview of The Festival of LightsDokument3 SeitenDiwali - An Overview of The Festival of LightsSumeetNoch keine Bewertungen
- Packetfence Network Devices Configuration Guide: For Version 3.5.0Dokument76 SeitenPacketfence Network Devices Configuration Guide: For Version 3.5.0René FabricioNoch keine Bewertungen
- Range of Muscle Work.Dokument54 SeitenRange of Muscle Work.Salman KhanNoch keine Bewertungen
- Session CommandsDokument1.033 SeitenSession Commandshan seongNoch keine Bewertungen
- Epidemiological Cutoff Values For Antifungal Susceptibility TestingDokument36 SeitenEpidemiological Cutoff Values For Antifungal Susceptibility Testingdadrrui100% (1)
- Benokraitis, Benokraitis Nijole Vaicaitis - Marriages & Families - Changes, Choices, and Constraints-Pearson (2015)Dokument617 SeitenBenokraitis, Benokraitis Nijole Vaicaitis - Marriages & Families - Changes, Choices, and Constraints-Pearson (2015)colleen100% (1)
- Mafia Bride by CD Reiss (Reiss, CD)Dokument200 SeitenMafia Bride by CD Reiss (Reiss, CD)Aurniaa InaraaNoch keine Bewertungen
- SRT95 Engine Power TakeoffDokument20 SeitenSRT95 Engine Power TakeoffoktopusNoch keine Bewertungen
- Gizmotchy 3 Element Complete Assembly InstructionsDokument5 SeitenGizmotchy 3 Element Complete Assembly InstructionsEuropaNoch keine Bewertungen
- Cambridge IGCSE: 0450/11 Business StudiesDokument12 SeitenCambridge IGCSE: 0450/11 Business StudiesGodfreyFrankMwakalingaNoch keine Bewertungen
- Pure Quality Pure Natural: Calcium Carbonate Filler / MasterbatchDokument27 SeitenPure Quality Pure Natural: Calcium Carbonate Filler / MasterbatchhelenNoch keine Bewertungen
- Rustia V Cfi BatangasDokument2 SeitenRustia V Cfi BatangasAllen GrajoNoch keine Bewertungen
- 1.9 Bernoulli's Equation: GZ V P GZ V PDokument1 Seite1.9 Bernoulli's Equation: GZ V P GZ V PTruong NguyenNoch keine Bewertungen
- Day 2 TaskDokument4 SeitenDay 2 TaskYaathriganNoch keine Bewertungen
- To Be African or Not To Be: An Autoethnographic Content Analysis of The Works of Dr. Asa Grant Hilliard, III (Nana Baffour Amankwatia, II) - by Qiana M. CuttsDokument283 SeitenTo Be African or Not To Be: An Autoethnographic Content Analysis of The Works of Dr. Asa Grant Hilliard, III (Nana Baffour Amankwatia, II) - by Qiana M. Cutts☥ The Drop Squad Public Library ☥100% (1)
- Case Study No. 11 - Hydroelectric Power Plant in The PhilippinesDokument26 SeitenCase Study No. 11 - Hydroelectric Power Plant in The PhilippinespicefeatiNoch keine Bewertungen
- Captive Screws - Cap Head: Hex. SocketDokument5 SeitenCaptive Screws - Cap Head: Hex. SocketvikeshmNoch keine Bewertungen
- Public Speaking Skills for Career SuccessDokument7 SeitenPublic Speaking Skills for Career SuccessAnish John100% (1)
- IELTS Writing Task 2/ IELTS EssayDokument2 SeitenIELTS Writing Task 2/ IELTS EssayOlya HerasiyNoch keine Bewertungen
- Materials Science & Engineering A: Alena Kreitcberg, Vladimir Brailovski, Sylvain TurenneDokument10 SeitenMaterials Science & Engineering A: Alena Kreitcberg, Vladimir Brailovski, Sylvain TurenneVikrant Saumitra mm20d401Noch keine Bewertungen
- ClarifierDokument2 SeitenClarifierchagar_harshNoch keine Bewertungen
- Image Formation in Plane Mirrors: Ray DiagramsDokument3 SeitenImage Formation in Plane Mirrors: Ray DiagramsSouvik BanerjeeNoch keine Bewertungen
- Upper Six 2013 STPM Physics 2 Trial ExamDokument11 SeitenUpper Six 2013 STPM Physics 2 Trial ExamOw Yu Zen100% (2)
- Black BeautyDokument70 SeitenBlack BeautyMeryem DevirgenNoch keine Bewertungen
- NVH PDFDokument3 SeitenNVH PDFSubhendu BarisalNoch keine Bewertungen
- Cbydp Draft SK BaracbacDokument13 SeitenCbydp Draft SK BaracbacLikey PromiseNoch keine Bewertungen
- ATB Farmacología 2Dokument194 SeitenATB Farmacología 2Ligia CappuzzelloNoch keine Bewertungen
- CVR College of Engineering: UGC Autonomous InstitutionDokument2 SeitenCVR College of Engineering: UGC Autonomous Institutionshankar1577Noch keine Bewertungen
- A Comparison of Fuel Cell Testing Protocols PDFDokument7 SeitenA Comparison of Fuel Cell Testing Protocols PDFDimitrios TsiplakidesNoch keine Bewertungen