Das könnte Ihnen auch gefallen
- IR ThermographyDokument28 SeitenIR Thermographymathjon100% (1)
- NDT MethodsDokument2 SeitenNDT MethodsAekJayNoch keine Bewertungen
- 1100 Gorman RT-UT Presentation For CTMS Oct 07Dokument29 Seiten1100 Gorman RT-UT Presentation For CTMS Oct 07Sagar NaduvinamaniNoch keine Bewertungen
- RT-Technique Sheet Items Level IIDokument3 SeitenRT-Technique Sheet Items Level IISugianto TanNoch keine Bewertungen
- A Study On HOMC Guided Waves in Industrial PipesDokument40 SeitenA Study On HOMC Guided Waves in Industrial PipesParas ThakurNoch keine Bewertungen
- NDT HistoryDokument4 SeitenNDT HistorygriselramoniNoch keine Bewertungen
- Discovery of RadiationDokument13 SeitenDiscovery of RadiationAdel SukerNoch keine Bewertungen
- White Paper ThermographyDokument3 SeitenWhite Paper ThermographyKarthik Mandya100% (1)
- Iso 12715:2014-06 (E)Dokument1 SeiteIso 12715:2014-06 (E)thejusNoch keine Bewertungen
- Corrosion & Erosion: Inspection Solutions For Detection, Sizing & MonitoringDokument15 SeitenCorrosion & Erosion: Inspection Solutions For Detection, Sizing & MonitoringMohd Azrul AzmanNoch keine Bewertungen
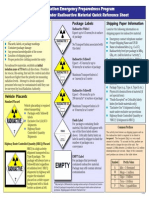
- Emergency Responder Fact Sheet - TransportationDokument2 SeitenEmergency Responder Fact Sheet - TransportationS Pushya Mitra100% (1)
- Thermograph yDokument26 SeitenThermograph yVivekanand KhavatkoppaNoch keine Bewertungen
- Unit 5 ThermographyDokument88 SeitenUnit 5 ThermographyArivumani RavananNoch keine Bewertungen
- Ultrasonic KundriatevDokument20 SeitenUltrasonic KundriatevbermisuNoch keine Bewertungen
- Thermographic Nondestructive TestingDokument19 SeitenThermographic Nondestructive TestingVishal KarmakarNoch keine Bewertungen
- List of StandardsDokument6 SeitenList of StandardsShahazad ShaikNoch keine Bewertungen
- 4 Master Class - ID Creep Wave MethodDokument22 Seiten4 Master Class - ID Creep Wave Methodnathaniel ekaikoNoch keine Bewertungen
- Eddy Current QB 6: 1) Fill Factor' Term Would Normally Not Be Used WithDokument11 SeitenEddy Current QB 6: 1) Fill Factor' Term Would Normally Not Be Used WithkingstonNoch keine Bewertungen
- Intro To Eddy CurrentDokument74 SeitenIntro To Eddy Currentganesh gowthamNoch keine Bewertungen
- MTDokument65 SeitenMTIkram SyedNoch keine Bewertungen
- Digital Imaging and Communication in Nondestructive Evaluation (DICONDE) For Ultrasonic Test MethodsDokument10 SeitenDigital Imaging and Communication in Nondestructive Evaluation (DICONDE) For Ultrasonic Test MethodsVibratech ENDNoch keine Bewertungen
- Eddy Current Chapter 4 Procedures PDFDokument102 SeitenEddy Current Chapter 4 Procedures PDFEMTC EMTCNoch keine Bewertungen
- Ferrite Measurement PDFDokument2 SeitenFerrite Measurement PDFESWARANM91Noch keine Bewertungen
- CINDE Course Calendar - Feb 3, 2016Dokument32 SeitenCINDE Course Calendar - Feb 3, 2016PeterNoch keine Bewertungen
- Ultrasonic Testing - Wikipedia PDFDokument26 SeitenUltrasonic Testing - Wikipedia PDFKarthicWaitingNoch keine Bewertungen
- AERB Safety PDFDokument52 SeitenAERB Safety PDFRAJ KUMARNoch keine Bewertungen
- RTD LoRUS (Long Range Ultrasonics)Dokument1 SeiteRTD LoRUS (Long Range Ultrasonics)fakmiloNoch keine Bewertungen
- AEE - Northern Ohio - Stockton Infrared Presentation - SMDokument257 SeitenAEE - Northern Ohio - Stockton Infrared Presentation - SMIuli BaicoianuNoch keine Bewertungen
- Neutron RadiographyDokument5 SeitenNeutron RadiographyMohammed Al-leswasNoch keine Bewertungen
- A Brief Description of NDT TechniquesDokument22 SeitenA Brief Description of NDT TechniquesAvinash RanjanNoch keine Bewertungen
- Formula Sheet 3Dokument31 SeitenFormula Sheet 3Mohamed Hichem Guesmi100% (1)
- Topics On Nondestructive Evaluation: Automation, Miniature Robotics and Sensors Nondestructive Testing and EvaluationDokument103 SeitenTopics On Nondestructive Evaluation: Automation, Miniature Robotics and Sensors Nondestructive Testing and EvaluationAli AlhaikNoch keine Bewertungen
- Transfer CorrectionDokument1 SeiteTransfer CorrectionkattabommanNoch keine Bewertungen
- Neutron Radiography: What Is NDT?Dokument4 SeitenNeutron Radiography: What Is NDT?mohamedNoch keine Bewertungen
- Automotive Engineering PHD Eng. Marcin Korzeniowski Non Destructive Evaluation in Contemporary Manufacturing SystemsDokument63 SeitenAutomotive Engineering PHD Eng. Marcin Korzeniowski Non Destructive Evaluation in Contemporary Manufacturing SystemsBhavani Prasad100% (2)
- RT 02Dokument91 SeitenRT 02HAKANNoch keine Bewertungen
- Labino NDT CatalogoDokument27 SeitenLabino NDT Catalogomario alberto alva maheNoch keine Bewertungen
- NDTDokument6 SeitenNDTYasir SiddiquiNoch keine Bewertungen
- Magnetic Particle InspectionDokument6 SeitenMagnetic Particle InspectioncstirumuruganNoch keine Bewertungen
- Night Vision TechnologyDokument27 SeitenNight Vision TechnologyGagandeep Singh100% (1)
- Radiation Safety PDFDokument67 SeitenRadiation Safety PDFHoàng Việt AnhNoch keine Bewertungen
- NDT Course OutlineDokument8 SeitenNDT Course OutlineChaitanya PurohitNoch keine Bewertungen
- Thermal ImagingDokument21 SeitenThermal ImagingherryNoch keine Bewertungen
- Inspection of Composite Rocket NozzleDokument6 SeitenInspection of Composite Rocket NozzlePDDELUCANoch keine Bewertungen
- Muravin - Acoustic Emission Method - Short Presentation For StudentsDokument45 SeitenMuravin - Acoustic Emission Method - Short Presentation For StudentsBolaji SuberuNoch keine Bewertungen
- NDT Techniques: Pulsed Eddy Current (PEC) & Long Range Ultrasonic Test (LRUT)Dokument10 SeitenNDT Techniques: Pulsed Eddy Current (PEC) & Long Range Ultrasonic Test (LRUT)abhi9792Noch keine Bewertungen
- RT NotesDokument48 SeitenRT NotesDevendran Marappan100% (2)
- Ultra Test CompositeDokument13 SeitenUltra Test Compositesaptop39Noch keine Bewertungen
- Brief On RFET Based Systems & ServicesDokument3 SeitenBrief On RFET Based Systems & ServicesKollabo SysNoch keine Bewertungen
- ANDT InspectionsDokument98 SeitenANDT InspectionsHerris SimamoraNoch keine Bewertungen
- Application Notes: Nondestructive Bond Testing For Aircraft CompositesDokument5 SeitenApplication Notes: Nondestructive Bond Testing For Aircraft CompositesPDDELUCANoch keine Bewertungen
- Ultrasonic TestingDokument278 SeitenUltrasonic TestingSalvatore LombardoNoch keine Bewertungen
- Radiation Protection ProgramDokument15 SeitenRadiation Protection ProgramAhmedAmer1Noch keine Bewertungen
- IRTS NDT in Service Corrosion Mapping Procedure Revision 1Dokument11 SeitenIRTS NDT in Service Corrosion Mapping Procedure Revision 1PeterNoch keine Bewertungen
- Asnt Ut IiDokument4 SeitenAsnt Ut IiMehmet SoysalNoch keine Bewertungen
- NDT of CompositeDokument24 SeitenNDT of CompositePavana KumaraNoch keine Bewertungen
- Prxnrnant Testtng: Buane & Ii T P O'NeillDokument6 SeitenPrxnrnant Testtng: Buane & Ii T P O'NeillAzeem ShaikhNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Radiation Safety of X Ray Generators and Other Radiation Sources Used for Inspection Purposes and for Non-medical Human Imaging: Specific Safety GuideVon EverandRadiation Safety of X Ray Generators and Other Radiation Sources Used for Inspection Purposes and for Non-medical Human Imaging: Specific Safety GuideNoch keine Bewertungen
- Transient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyVon EverandTransient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyBewertung: 5 von 5 Sternen5/5 (1)
- Siemens PLM Generative Design Ebook Mi 63757 - tcm27 31974 PDFDokument4 SeitenSiemens PLM Generative Design Ebook Mi 63757 - tcm27 31974 PDFJose Alejandro Mansutti GNoch keine Bewertungen
- EMD Catalog 2013 02 Wire ConnectorsDokument22 SeitenEMD Catalog 2013 02 Wire ConnectorsJose Alejandro Mansutti GNoch keine Bewertungen
- Flat PlateDokument6 SeitenFlat PlateJose Alejandro Mansutti GNoch keine Bewertungen
- ASNT Level III ProgramDokument5 SeitenASNT Level III ProgramAdamNoch keine Bewertungen
- BR N-1594 D - Non Destructive Testing - UltrasonicDokument20 SeitenBR N-1594 D - Non Destructive Testing - UltrasonicJose Alejandro Mansutti GNoch keine Bewertungen
- Ultrasonic Testing 2Dokument19 SeitenUltrasonic Testing 2Vijayakumar ChandranNoch keine Bewertungen
- IEEE - Experimental Study On Ultrasonic Signal Transmission Within The Water-Filled PipesDokument6 SeitenIEEE - Experimental Study On Ultrasonic Signal Transmission Within The Water-Filled PipesJose Alejandro Mansutti GNoch keine Bewertungen
- ChangeManagement LeadDiscussion AddressingReactionsToChange GuideDokument8 SeitenChangeManagement LeadDiscussion AddressingReactionsToChange GuideJose Alejandro Mansutti GNoch keine Bewertungen
- 36 Torque and Drag CalculationsDokument67 Seiten36 Torque and Drag CalculationsandrewNoch keine Bewertungen
- Ultrasonic Sensors Family OverviewDokument8 SeitenUltrasonic Sensors Family OverviewJose Alejandro Mansutti GNoch keine Bewertungen
- NASA NTRS Archive 19890018326 PDFDokument32 SeitenNASA NTRS Archive 19890018326 PDFJose Alejandro Mansutti GNoch keine Bewertungen
- The Velomobile As A Vehicle For More Sustainable TransportationDokument104 SeitenThe Velomobile As A Vehicle For More Sustainable TransportationWete_K100% (2)
- Mechanical - Engineering Steam Plant Calculations ManualDokument28 SeitenMechanical - Engineering Steam Plant Calculations ManualAlexander BowersNoch keine Bewertungen
- Water CarbDokument26 SeitenWater Carbandr3y7Noch keine Bewertungen
- Diagnosing Rotor Bar Issues With Torque and Current Signature AnalysisDokument11 SeitenDiagnosing Rotor Bar Issues With Torque and Current Signature AnalysisJose Alejandro Mansutti G100% (1)
- Tips For Initiating and Supporting Learning ProjectsDokument3 SeitenTips For Initiating and Supporting Learning ProjectsCristian Alexandru ToaxenNoch keine Bewertungen
- Group Learning Project Plan: Harvard Managementor - Presentation Skills ToolsDokument2 SeitenGroup Learning Project Plan: Harvard Managementor - Presentation Skills ToolsCristian Alexandru ToaxenNoch keine Bewertungen
- SolidWorks 2012 TutorialDokument81 SeitenSolidWorks 2012 TutorialDavid MejidoNoch keine Bewertungen
- Group Learning Project Plan: How Am I Spending My Time? - Tracking Daily Work PatternsDokument3 SeitenGroup Learning Project Plan: How Am I Spending My Time? - Tracking Daily Work PatternsJose Alejandro Mansutti GNoch keine Bewertungen
- Review of Mechanical VibrationsDokument38 SeitenReview of Mechanical VibrationsJose Alejandro Mansutti GNoch keine Bewertungen
- ChangeManagement LeadDiscussion AddressingReactionsToChangeDokument6 SeitenChangeManagement LeadDiscussion AddressingReactionsToChangeJose Alejandro Mansutti GNoch keine Bewertungen
- ChangeManagement LeadDiscussion AddressingReactionsToChange InviteDokument2 SeitenChangeManagement LeadDiscussion AddressingReactionsToChange InviteJose Alejandro Mansutti GNoch keine Bewertungen
- Harvard Managementor: Defeating Common "Time-Wasters"Dokument5 SeitenHarvard Managementor: Defeating Common "Time-Wasters"Jose Alejandro Mansutti GNoch keine Bewertungen
- (FEM) Finite Element Analysis of The Effect of Weld Geometry and Load Condition On Fatigue Strength of LDokument7 Seiten(FEM) Finite Element Analysis of The Effect of Weld Geometry and Load Condition On Fatigue Strength of LJose Alejandro Mansutti GNoch keine Bewertungen
- Exxon Pressure Vessel Design GuidelinesDokument20 SeitenExxon Pressure Vessel Design GuidelinesJose Alejandro Mansutti G100% (1)
- Chemical Engineering Thermal and Catalytic Processes in Petroleum Refining S. RaseevDokument920 SeitenChemical Engineering Thermal and Catalytic Processes in Petroleum Refining S. RaseevJay LawsonNoch keine Bewertungen
- TPM Manufacturing Skills Training Rozne Techniki LeanDokument9 SeitenTPM Manufacturing Skills Training Rozne Techniki LeanSandro SouzaNoch keine Bewertungen
- Fatigue Lifetime Assessment Procedures For Welded Pressure Vessel ComponentsDokument10 SeitenFatigue Lifetime Assessment Procedures For Welded Pressure Vessel ComponentsJose Alejandro Mansutti GNoch keine Bewertungen
- Weld Discontinuities AWS PDFDokument6 SeitenWeld Discontinuities AWS PDFJose Alejandro Mansutti GNoch keine Bewertungen
- Method Statement of T-Beams PDFDokument14 SeitenMethod Statement of T-Beams PDFKAmi KaMranNoch keine Bewertungen
- Interactions of Microplastic Debris Throughout The Marine Ecosystem Final Tracked-Galloway, TS Cole, M Lewis, CDokument22 SeitenInteractions of Microplastic Debris Throughout The Marine Ecosystem Final Tracked-Galloway, TS Cole, M Lewis, CTrydawNoch keine Bewertungen
- G 62 - 14 PDFDokument4 SeitenG 62 - 14 PDFjose floresNoch keine Bewertungen
- WhittleMIME 413-513 Workshop 1 2014Dokument26 SeitenWhittleMIME 413-513 Workshop 1 2014Diana Catalina Munera0% (1)
- MOE XT2-XT4 110... 125V Ac/dcDokument3 SeitenMOE XT2-XT4 110... 125V Ac/dcLê Xuân ĐịnhNoch keine Bewertungen
- MECH0018.1 Assignment 2 QP Fall 2021Dokument17 SeitenMECH0018.1 Assignment 2 QP Fall 2021saleem razaNoch keine Bewertungen
- Liquid SizingDokument38 SeitenLiquid SizingChetan ChuriNoch keine Bewertungen
- Mechanical Reasoning - Test 2: 40 QuestionsDokument14 SeitenMechanical Reasoning - Test 2: 40 Questionskyloz60% (5)
- Bearing Solutions and Service For Wind TurbinesDokument16 SeitenBearing Solutions and Service For Wind TurbinesDrZEIDINoch keine Bewertungen
- Philippine Airlines Reservation New Timings Dep - 230314 - 193643Dokument7 SeitenPhilippine Airlines Reservation New Timings Dep - 230314 - 193643sophia buiserNoch keine Bewertungen
- Whirlpool Adg 789Dokument22 SeitenWhirlpool Adg 789Laurentiu GramaNoch keine Bewertungen
- Hinomoto Tractor Parts Catalogue 2018 C144, C174, E150, E180, E230, E250, E280, E384Dokument63 SeitenHinomoto Tractor Parts Catalogue 2018 C144, C174, E150, E180, E230, E250, E280, E384Monica Mascarenhas0% (1)
- Marcelo - GarciaDokument6 SeitenMarcelo - GarciaNancy FernandezNoch keine Bewertungen
- MS2040 Constitution Parts ListDokument6 SeitenMS2040 Constitution Parts ListTemptationNoch keine Bewertungen
- Nasua NasuaDokument9 SeitenNasua NasuaJetsabellGutiérrezNoch keine Bewertungen
- Ap Art and Design Drawing Sustained Investigation Samples 2019 2020 PDFDokument102 SeitenAp Art and Design Drawing Sustained Investigation Samples 2019 2020 PDFDominic SandersNoch keine Bewertungen
- Vocal TractDokument16 SeitenVocal TractniroelNoch keine Bewertungen
- Field Dry Density Test Using Sand Replacement MethodDokument29 SeitenField Dry Density Test Using Sand Replacement MethodJassel Jalandoni100% (1)
- PIANC SMART Rivers Proceedings OkDokument190 SeitenPIANC SMART Rivers Proceedings OkMartin PrietoNoch keine Bewertungen
- Daily Lesson Log 4Dokument5 SeitenDaily Lesson Log 4Diane Marr Nicolas Dencio100% (2)
- Pruebas y Mantenimiento Automático Centralizado para Detectores de Humo Direccionales Vesda VeaDokument50 SeitenPruebas y Mantenimiento Automático Centralizado para Detectores de Humo Direccionales Vesda Veasanti0305Noch keine Bewertungen
- Effect of Chloride Ions On The Corrosion of Galvanized Steel Embedded in Concrete Prepared With Cements of Different CompositionDokument13 SeitenEffect of Chloride Ions On The Corrosion of Galvanized Steel Embedded in Concrete Prepared With Cements of Different CompositionAbubakar Yakubu YakubuNoch keine Bewertungen
- Transdermal Drug Delivery System ReviewDokument8 SeitenTransdermal Drug Delivery System ReviewParth SahniNoch keine Bewertungen
- Chapter-01 Introduction: Sonadanga Residential Area (1st Phase)Dokument17 SeitenChapter-01 Introduction: Sonadanga Residential Area (1st Phase)MAFRID HAYDARNoch keine Bewertungen
- En 13757 3 2018 04Dokument104 SeitenEn 13757 3 2018 04Hélder Vieira100% (1)
- Paradise Lost Epic Poem by John MiltonDokument9 SeitenParadise Lost Epic Poem by John MiltonSotero PoreNoch keine Bewertungen
- Yu-Gi-Oh GX Duel Academy - Written ExamDokument26 SeitenYu-Gi-Oh GX Duel Academy - Written ExamisishamalielNoch keine Bewertungen
- Comparative Superlative With Key PDFDokument1 SeiteComparative Superlative With Key PDFAnonymous 8AHCMsPuNoch keine Bewertungen
- EPTT5100 - Pressure - Temperature Sensor - 1308 - GDokument2 SeitenEPTT5100 - Pressure - Temperature Sensor - 1308 - GHendry Putra RahadiNoch keine Bewertungen
- Flexowell® Replacement-Belts enDokument3 SeitenFlexowell® Replacement-Belts enrererererererererereNoch keine Bewertungen