Das könnte Ihnen auch gefallen
- Chemical Disinfectants - Disinfection & Sterilization Guidelines - Guidelines Library - Infection Control - CDCDokument14 SeitenChemical Disinfectants - Disinfection & Sterilization Guidelines - Guidelines Library - Infection Control - CDCMostafa FawzyNoch keine Bewertungen
- The Pharmaceutics and Compounding LaboratoryDokument1 SeiteThe Pharmaceutics and Compounding LaboratoryMostafa FawzyNoch keine Bewertungen
- United States Patent (10) Patent No.: US 8,110,017 B2Dokument12 SeitenUnited States Patent (10) Patent No.: US 8,110,017 B2Mostafa FawzyNoch keine Bewertungen
- EP2268594A2 - Fertilizer Suspension and Method of Preparation - Google PatentsDokument1 SeiteEP2268594A2 - Fertilizer Suspension and Method of Preparation - Google PatentsMostafa FawzyNoch keine Bewertungen
- Fertiliser CalculationsDokument2 SeitenFertiliser CalculationsIqbal HussainNoch keine Bewertungen
- United States PatentDokument10 SeitenUnited States PatentMostafa FawzyNoch keine Bewertungen
- AbamectinDokument75 SeitenAbamectinMostafa FawzyNoch keine Bewertungen
- Edtadiammouium PDFDokument2 SeitenEdtadiammouium PDFMostafa FawzyNoch keine Bewertungen
- Sales SaysDokument7 SeitenSales SaysMostafa FawzyNoch keine Bewertungen
- Area Equivalents: 126 Metric System Conversion FactorsDokument9 SeitenArea Equivalents: 126 Metric System Conversion FactorsGregory Bakas100% (1)
- How To Calculate Overall Equipment Effectiveness: A Practical GuideDokument1 SeiteHow To Calculate Overall Equipment Effectiveness: A Practical GuideMostafa FawzyNoch keine Bewertungen
- Just in Time: Pawan Sehrawat (Voltas LTD.)Dokument21 SeitenJust in Time: Pawan Sehrawat (Voltas LTD.)Mostafa FawzyNoch keine Bewertungen
- Fertiliser CalculationsDokument2 SeitenFertiliser CalculationsIqbal HussainNoch keine Bewertungen
- HLB Hydrophylic-Lipophilic Balance CalculatorDokument1 SeiteHLB Hydrophylic-Lipophilic Balance CalculatorMostafa FawzyNoch keine Bewertungen
- Flow ShopDokument32 SeitenFlow ShopMostafa FawzyNoch keine Bewertungen
- Genapol X 080 20150608Dokument1 SeiteGenapol X 080 20150608Mostafa FawzyNoch keine Bewertungen
- 3rd Amendment JMPS ManualDokument306 Seiten3rd Amendment JMPS ManualVimarsha HSNoch keine Bewertungen
- 2016 Nutrient Management HandbookDokument44 Seiten2016 Nutrient Management HandbookFajar ZonaNoch keine Bewertungen
- Abpr0508 PDFDokument12 SeitenAbpr0508 PDFMostafa FawzyNoch keine Bewertungen
- Answers To: Problem Set For 2/14/07Dokument4 SeitenAnswers To: Problem Set For 2/14/07CharlesRabeloNoch keine Bewertungen
- Just in Time Manufacturing ReportDokument29 SeitenJust in Time Manufacturing ReportTemujen Banerji100% (1)
- Just in Time: Operational Systems For Manufacturing JIT and Lean ProductionDokument27 SeitenJust in Time: Operational Systems For Manufacturing JIT and Lean ProductionRonald De CastroNoch keine Bewertungen
- Antiseptics: Iodophors, Iodine, and IodideDokument2 SeitenAntiseptics: Iodophors, Iodine, and IodideMostafa FawzyNoch keine Bewertungen
- Abpr0508 PDFDokument12 SeitenAbpr0508 PDFMostafa FawzyNoch keine Bewertungen
- Skript InselDokument24 SeitenSkript InselJatin PuriNoch keine Bewertungen
- Soap and DetergentDokument10 SeitenSoap and DetergentAimee Liza Ravelo50% (2)
- Masterplan TemplateDokument72 SeitenMasterplan TemplateMostafa FawzyNoch keine Bewertungen
- Preview TheConsultantsGuideTo5SDokument14 SeitenPreview TheConsultantsGuideTo5SAnbalagan RavichandranNoch keine Bewertungen
- PM ch7Dokument60 SeitenPM ch7kamathputsNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Wave Equation Analysis of Driven Piles: Lecture #14Dokument8 SeitenWave Equation Analysis of Driven Piles: Lecture #14Eric Juana PrasetyoNoch keine Bewertungen
- PAS 1 Kelas 7 SMPN 3 GUNUNGKARUNGDokument7 SeitenPAS 1 Kelas 7 SMPN 3 GUNUNGKARUNGubad badrudinNoch keine Bewertungen
- A&S: Nov/Dec 10Dokument68 SeitenA&S: Nov/Dec 10promechmagsNoch keine Bewertungen
- AGV - Product Sheet - en - LDDokument2 SeitenAGV - Product Sheet - en - LDTienRien0% (1)
- Dewatering Construction ProcedureDokument5 SeitenDewatering Construction ProcedureKelly BatesNoch keine Bewertungen
- Energy Balance Calculation (16000TCD) NewDokument8 SeitenEnergy Balance Calculation (16000TCD) NewShahzeb Tariq73% (11)
- Industrial Training Report: Department of Mechanical EngineeringDokument32 SeitenIndustrial Training Report: Department of Mechanical EngineeringParul Chhabra67% (3)
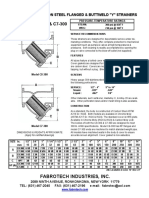
- MODELS: C8-300 & C7-300: 300 Lb. Cast Carbon Steel Flanged & Buttweld "Y" StrainersDokument1 SeiteMODELS: C8-300 & C7-300: 300 Lb. Cast Carbon Steel Flanged & Buttweld "Y" Strainersanugrah_dimas5441Noch keine Bewertungen
- Lesson 9 332aDokument20 SeitenLesson 9 332aTausique SheikhNoch keine Bewertungen
- Renewable Energy in North SulawesiDokument10 SeitenRenewable Energy in North SulawesiSeptian AnggoroNoch keine Bewertungen
- York Ycjd60Dokument28 SeitenYork Ycjd60Miguel AngelNoch keine Bewertungen
- ...Dokument241 Seiten...John John100% (1)
- Department of Engineering: Term Paper ReportDokument21 SeitenDepartment of Engineering: Term Paper ReportAmitaj SainiNoch keine Bewertungen
- Lab Report Process Control - Flow Measure PDFDokument23 SeitenLab Report Process Control - Flow Measure PDFcleytonmarques1991100% (1)
- Conbextra EP10TG PDFDokument2 SeitenConbextra EP10TG PDFAcho SupraholicNoch keine Bewertungen
- JUNGHEINRICH ERC 216 Ersatzteilkatalog Seri 90265863Dokument123 SeitenJUNGHEINRICH ERC 216 Ersatzteilkatalog Seri 90265863Fatich Pradana Putra PhobiaNoch keine Bewertungen
- Portable Rotary Grain DryerDokument13 SeitenPortable Rotary Grain DryerJohn Carlos Moralidad CriticaNoch keine Bewertungen
- City Sanitation Plan, UttarakhandDokument101 SeitenCity Sanitation Plan, UttarakhandHarish Kumar Mahavar100% (1)
- Husqvarna 36 Operators Manual PDFDokument22 SeitenHusqvarna 36 Operators Manual PDFJoshua RoyNoch keine Bewertungen
- Rapid Tooling Spin Casting PDFDokument9 SeitenRapid Tooling Spin Casting PDFTri WidayatnoNoch keine Bewertungen
- The Big Catalog (Full) PDFDokument1.154 SeitenThe Big Catalog (Full) PDFJuan Carlos López ValdiviezoNoch keine Bewertungen
- Moxy Hotel QuotationDokument4 SeitenMoxy Hotel QuotationaakashNoch keine Bewertungen
- IV I Results Nov 2015Dokument91 SeitenIV I Results Nov 2015Ann ThomasNoch keine Bewertungen
- PEL Brochure 1 (Word)Dokument9 SeitenPEL Brochure 1 (Word)api-3767913Noch keine Bewertungen
- Quotation of Squash CourtDokument6 SeitenQuotation of Squash CourtKeshav MatoliaNoch keine Bewertungen
- Double Walled Storage TankDokument4 SeitenDouble Walled Storage Tankrkgt67% (3)
- Site Installation Manual: Aco DrainDokument22 SeitenSite Installation Manual: Aco Draindonaji123Noch keine Bewertungen
- Estimate For Renovations of Kitchen Burzahama GanderbalDokument2 SeitenEstimate For Renovations of Kitchen Burzahama GanderbalShahii ShahbazNoch keine Bewertungen
- Solar Street LightDokument6 SeitenSolar Street LightJournalNX - a Multidisciplinary Peer Reviewed JournalNoch keine Bewertungen
- Resume - 2010 - Power EngineerDokument2 SeitenResume - 2010 - Power EngineerMilton CooperNoch keine Bewertungen