Das könnte Ihnen auch gefallen
- Cronograma - Iii ProgramaDokument1 SeiteCronograma - Iii ProgramaLeonelFernandezFernandezNoch keine Bewertungen
- De TransmisiónDokument9 SeitenDe TransmisiónLilia Acosta Cueva0% (1)
- Guia de Laboratorio 6 - Lab de Electornica IndustrialDokument2 SeitenGuia de Laboratorio 6 - Lab de Electornica IndustrialLeonelFernandezFernandezNoch keine Bewertungen
- Formato Perfil - Practicas SupplyDokument3 SeitenFormato Perfil - Practicas SupplyLeonelFernandezFernandezNoch keine Bewertungen
- Clase 5: Constantes Físicas Y Eléctricas de Las LL - Tt. (Trabajo de Investigación. Efecto CoronaDokument31 SeitenClase 5: Constantes Físicas Y Eléctricas de Las LL - Tt. (Trabajo de Investigación. Efecto CoronaLeonelFernandezFernandezNoch keine Bewertungen
- Monofásicos ConvencionalesDokument1 SeiteMonofásicos ConvencionalesLeonelFernandezFernandezNoch keine Bewertungen
- Sistemas de información para el archivo de datos de equipos y costos de mantenimientoDokument51 SeitenSistemas de información para el archivo de datos de equipos y costos de mantenimientoLeonelFernandezFernandezNoch keine Bewertungen
- Plan de MantenimientoDokument5 SeitenPlan de MantenimientoLeonelFernandezFernandezNoch keine Bewertungen
- Bóveda ProtegelDokument1 SeiteBóveda ProtegelLeonelFernandezFernandezNoch keine Bewertungen
- Monofásicos ConvencionalesDokument1 SeiteMonofásicos ConvencionalesLeonelFernandezFernandezNoch keine Bewertungen
- Clase 5: Constantes Físicas Y Eléctricas de Las LL - Tt. (Trabajo de Investigación. Efecto CoronaDokument31 SeitenClase 5: Constantes Físicas Y Eléctricas de Las LL - Tt. (Trabajo de Investigación. Efecto CoronaLeonelFernandezFernandezNoch keine Bewertungen
- Inprmir Potencia HoyDokument1 SeiteInprmir Potencia HoyLeonelFernandezFernandezNoch keine Bewertungen
- Tiempo de Funcionamiento: Pérdidas de CalidadDokument11 SeitenTiempo de Funcionamiento: Pérdidas de CalidadLeonelFernandezFernandezNoch keine Bewertungen
- Monofásicos ConvencionalesDokument6 SeitenMonofásicos ConvencionalesLeonelFernandezFernandezNoch keine Bewertungen
- Clase 4 - Conductores Eléctricos para LL - Tt.Dokument58 SeitenClase 4 - Conductores Eléctricos para LL - Tt.Vicky FernándezNoch keine Bewertungen
- Clase 5: Constantes Físicas Y Eléctricas de Las LL - Tt. (Trabajo de Investigación. Efecto CoronaDokument31 SeitenClase 5: Constantes Físicas Y Eléctricas de Las LL - Tt. (Trabajo de Investigación. Efecto CoronaLeonelFernandezFernandezNoch keine Bewertungen
- WordDokument1 SeiteWordLeonelFernandezFernandezNoch keine Bewertungen
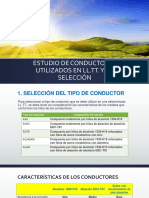
- Clase 4 - 2 - Estudio de Conductores Utilizados en LLDokument20 SeitenClase 4 - 2 - Estudio de Conductores Utilizados en LLLeonelFernandezFernandezNoch keine Bewertungen
- Tablas DinamicasDokument11 SeitenTablas DinamicasLeonelFernandezFernandezNoch keine Bewertungen
- Valor Iza DosDokument14 SeitenValor Iza DosLeonelFernandezFernandezNoch keine Bewertungen
- Pregunta 3 TerminadoDokument1 SeitePregunta 3 TerminadoLeonelFernandezFernandezNoch keine Bewertungen
- Examen Final de Gestión Empresarial Ciclo 2018-IDokument1 SeiteExamen Final de Gestión Empresarial Ciclo 2018-ILeonelFernandezFernandezNoch keine Bewertungen
- Pregunta 3 TerminadoDokument3 SeitenPregunta 3 TerminadoLeonelFernandezFernandezNoch keine Bewertungen
- CasosDokument6 SeitenCasosLeonelFernandezFernandezNoch keine Bewertungen
- 0 Funciones - LogicasDokument13 Seiten0 Funciones - LogicasLeonelFernandezFernandezNoch keine Bewertungen
- 0 Funciones - LogicasDokument6 Seiten0 Funciones - LogicasLeonelFernandezFernandezNoch keine Bewertungen
- Funciones BDDokument14 SeitenFunciones BDLeonelFernandezFernandezNoch keine Bewertungen
- Ext Teqdmo3wqq5opit0ea4eDokument3 SeitenExt Teqdmo3wqq5opit0ea4eLeonelFernandezFernandezNoch keine Bewertungen
- El DiptongoDokument7 SeitenEl DiptongoLeonelFernandezFernandezNoch keine Bewertungen
- Ingenieria Economica..Dokument4 SeitenIngenieria Economica..LeonelFernandezFernandezNoch keine Bewertungen
- Javier Trejos Experiencias MatematicaDokument82 SeitenJavier Trejos Experiencias MatematicaJavier TrejosNoch keine Bewertungen
- Planificación 3Dokument4 SeitenPlanificación 3Fabian CaliNoch keine Bewertungen
- Foro 1Dokument7 SeitenForo 1Sofia Monge CastillaNoch keine Bewertungen
- HipergamiaDokument5 SeitenHipergamiaLuigi1996100100% (2)
- Ministerio Del Poder Popular Comunas y Movimientos Sociales VenezuelaDokument26 SeitenMinisterio Del Poder Popular Comunas y Movimientos Sociales VenezuelaFederico TitoNoch keine Bewertungen
- Proyecto de Automatizacion de OficinasDokument156 SeitenProyecto de Automatizacion de Oficinasnerysamuel100% (2)
- Los Nuevos Lectores: La Formación Del Lector Literario, Pedro C. Cerrillo TorremochaDokument25 SeitenLos Nuevos Lectores: La Formación Del Lector Literario, Pedro C. Cerrillo TorremochaLaura Salvador CruzNoch keine Bewertungen
- Teoria de IntervalosDokument11 SeitenTeoria de IntervalosDavid ContrerasNoch keine Bewertungen
- La Intervención de La Unidad de Educación Especial y Educación Inclusiva (UDEEI)Dokument23 SeitenLa Intervención de La Unidad de Educación Especial y Educación Inclusiva (UDEEI)Biblioteca virtual DR.YADIAR JULIÁN MÁRQUEZ100% (3)
- NORMA TEC Domicilio Geografico ENERO 26 DefinitivoDokument24 SeitenNORMA TEC Domicilio Geografico ENERO 26 Definitivowendy ramirez cardenasNoch keine Bewertungen
- Progresión de OA de 1°a 6° Básico - Educación Física y Salud PDFDokument8 SeitenProgresión de OA de 1°a 6° Básico - Educación Física y Salud PDFConsuelo Paredes Sandoval100% (2)
- Cuaderno de Posgrado Salud Social ComunitariaDokument206 SeitenCuaderno de Posgrado Salud Social ComunitariaRubén Dario ArrúaNoch keine Bewertungen
- Informe Chute - Santos Mac Donald Cubas DiazDokument10 SeitenInforme Chute - Santos Mac Donald Cubas DiazMac Donald Cubas DiazNoch keine Bewertungen
- Decalogo Sobre La Importancia de La InvestigaciónDokument5 SeitenDecalogo Sobre La Importancia de La InvestigaciónLuis De Lavalle50% (2)
- Propuesta de ServicioDokument3 SeitenPropuesta de ServicioGeoffrey Severiche CaballeroNoch keine Bewertungen
- 13.2.-Balanced Scorecard Como Sistema de Gestión EstratégicaDokument32 Seiten13.2.-Balanced Scorecard Como Sistema de Gestión EstratégicaROY PAREDES RODRIGUEZNoch keine Bewertungen
- Origen y Evolucion de La CalidadDokument57 SeitenOrigen y Evolucion de La Calidadluisarturo2000100% (1)
- Movimientos, formas y sonidosDokument2 SeitenMovimientos, formas y sonidosAilinProfufloNoch keine Bewertungen
- Julian RotterDokument6 SeitenJulian RotterCesar LarreaNoch keine Bewertungen
- Monografia ScrumDokument53 SeitenMonografia ScrumDaniela VS100% (1)
- VERONELLI, Gabriela. (2016) - Sobre La Colonialidad Del Lenguaje. (Artículo)Dokument27 SeitenVERONELLI, Gabriela. (2016) - Sobre La Colonialidad Del Lenguaje. (Artículo)EnderRojasNoch keine Bewertungen
- Planteamiento de Problema y JustificacionDokument2 SeitenPlanteamiento de Problema y JustificacionWilliams VazquezNoch keine Bewertungen
- 5to Año - Guia Nº3 - CriptoaritmeticaDokument5 Seiten5to Año - Guia Nº3 - CriptoaritmeticaEnrique Soto LuceroNoch keine Bewertungen
- Gabriela Rodriguez Tarea5Dokument13 SeitenGabriela Rodriguez Tarea5GABRIELLANoch keine Bewertungen
- Fiso - AlcoholDokument9 SeitenFiso - AlcoholIvan VeraNoch keine Bewertungen
- Introduccion A La Liquidacion de SueldosDokument18 SeitenIntroduccion A La Liquidacion de SueldosJosé Luis DeviaNoch keine Bewertungen
- El Secreto Del Arbol de La VidaDokument9 SeitenEl Secreto Del Arbol de La VidaLuis Jara100% (3)
- Parte 1 - Seguridad en Redes - UTPDokument26 SeitenParte 1 - Seguridad en Redes - UTPMartha Ladino Aricapa100% (1)
- Técnicas para Generar Ideas - Las 5QDokument2 SeitenTécnicas para Generar Ideas - Las 5Qcaribdis2010Noch keine Bewertungen
- Modelo MDADokument42 SeitenModelo MDARikardo ContrerasNoch keine Bewertungen