Das könnte Ihnen auch gefallen
- Use Integrated Chilling To Increase Process Air CapacityDokument1 SeiteUse Integrated Chilling To Increase Process Air Capacityvkarora58Noch keine Bewertungen
- Upgrading CO2 Removal SystemsDokument6 SeitenUpgrading CO2 Removal Systemsvkarora58100% (1)
- Increase Reforming CapacityDokument9 SeitenIncrease Reforming Capacityvkarora58Noch keine Bewertungen
- Check Fired Heater PerformanceDokument3 SeitenCheck Fired Heater Performancevkarora58Noch keine Bewertungen
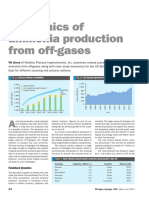
- Economics of Ammonia Production From OffgasesDokument6 SeitenEconomics of Ammonia Production From Offgasesvkarora58Noch keine Bewertungen
- Extending The Life of Molecular Sieve Beds: KPI, IncDokument2 SeitenExtending The Life of Molecular Sieve Beds: KPI, IncwasayNoch keine Bewertungen
- Ammonia & Methanol Plants RevampingDokument8 SeitenAmmonia & Methanol Plants Revampingvkarora58Noch keine Bewertungen
- Small Changes Big Impact - 2017Dokument6 SeitenSmall Changes Big Impact - 2017vkarora58Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Cote Vol 4Dokument122 SeitenCote Vol 4moriel13Noch keine Bewertungen
- Swot TowsDokument1 SeiteSwot TowsAshwiniNoch keine Bewertungen
- ASTM D 3044 - 94 (Reapproved 2000) Shear Modulus of Wood-Based Structural PanelsDokument3 SeitenASTM D 3044 - 94 (Reapproved 2000) Shear Modulus of Wood-Based Structural Panelsalin2005Noch keine Bewertungen
- Rule 4 - Types of Construction (Book Format)Dokument2 SeitenRule 4 - Types of Construction (Book Format)Thea AbelardoNoch keine Bewertungen
- Iron and Steel ReviewDokument2 SeitenIron and Steel ReviewSajal SinghNoch keine Bewertungen
- Mike-Rose - The-Language-of-Exclusion (Edited)Dokument20 SeitenMike-Rose - The-Language-of-Exclusion (Edited)abankiNoch keine Bewertungen
- Resilience Advantage Guidebook HMLLC2014Dokument32 SeitenResilience Advantage Guidebook HMLLC2014Alfred Schweizer100% (3)
- Calculating Ampacity in Small-Gauge, Electrical Cables: Greig S. Latham, Member, IEEEDokument4 SeitenCalculating Ampacity in Small-Gauge, Electrical Cables: Greig S. Latham, Member, IEEEAlaa RamadanNoch keine Bewertungen
- 3rd Year MBBS Assessment in 3 BlocksDokument5 Seiten3rd Year MBBS Assessment in 3 BlocksEngecoon AcademyNoch keine Bewertungen
- Cat DP150 Forklift Service Manual 2 PDFDokument291 SeitenCat DP150 Forklift Service Manual 2 PDFdiegoNoch keine Bewertungen
- DEA462F - EntelliGuard G Circuit Breakers - Lo-ResDokument8 SeitenDEA462F - EntelliGuard G Circuit Breakers - Lo-Resyasser foudaNoch keine Bewertungen
- 4340 Fracture Toughness PDFDokument22 Seiten4340 Fracture Toughness PDFGrafton Montgomery0% (1)
- Methodologies For Sign Language Recognition A SurveyDokument4 SeitenMethodologies For Sign Language Recognition A SurveyInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Pediatric Nurse Cover LetterDokument5 SeitenPediatric Nurse Cover Letterafjwoovfsmmgff100% (2)
- Mari Andrew: Am I There Yet?: The Loop-De-Loop, Zigzagging Journey To AdulthoodDokument4 SeitenMari Andrew: Am I There Yet?: The Loop-De-Loop, Zigzagging Journey To Adulthoodjamie carpioNoch keine Bewertungen
- Sahil GuptaDokument1 SeiteSahil GuptaDreams FoodieNoch keine Bewertungen
- Rutherford Gate Condominiums BLDG C Feature SheetDokument2 SeitenRutherford Gate Condominiums BLDG C Feature SheetCarringtonNoch keine Bewertungen
- Nmsgcbok 440Dokument1 SeiteNmsgcbok 440Xk CNoch keine Bewertungen
- Ebook Childhood and Adolescence Voyages in Development 6Th Edition Rathus Test Bank Full Chapter PDFDokument64 SeitenEbook Childhood and Adolescence Voyages in Development 6Th Edition Rathus Test Bank Full Chapter PDFolwennathan731y100% (8)
- Webpage Evaluation GuideDokument1 SeiteWebpage Evaluation Guideankit boxerNoch keine Bewertungen
- Algorithmic Composer: Openmusic and Chaos - Omchaos LibraryDokument11 SeitenAlgorithmic Composer: Openmusic and Chaos - Omchaos LibrarysophochaNoch keine Bewertungen
- Making A StandDokument22 SeitenMaking A StandQueens Nallic Cillan100% (2)
- Convention of Film Blocking Day 2Dokument6 SeitenConvention of Film Blocking Day 2GENELYN GAWARANNoch keine Bewertungen
- Drawing and Sketching Portraits: How To Draw Realistic Portraits For Beginners by Jacquelyn DescansoDokument3 SeitenDrawing and Sketching Portraits: How To Draw Realistic Portraits For Beginners by Jacquelyn DescansoSent Mail0% (1)
- Managerial Roles and Skills in An OrganizationDokument7 SeitenManagerial Roles and Skills in An Organizationanon_17604921833% (3)
- Inspection and Testing of Knapsack SprayersDokument8 SeitenInspection and Testing of Knapsack Sprayersangelo lorenzo tamayoNoch keine Bewertungen
- OOADDokument21 SeitenOOADNamelessNoch keine Bewertungen
- Team GuttersDokument3 SeitenTeam Guttersgailjd1100% (3)
- Job AnalysisDokument19 SeitenJob AnalysisdookudumanNoch keine Bewertungen
- College of Architecture: Why Does It Matter?Dokument6 SeitenCollege of Architecture: Why Does It Matter?Emma SwanNoch keine Bewertungen