Beruflich Dokumente
Kultur Dokumente
Cinética de Reacción de Ciclohexanol en Ácido Sulfúrico
Hochgeladen von
Daniel RiverosOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Cinética de Reacción de Ciclohexanol en Ácido Sulfúrico
Hochgeladen von
Daniel RiverosCopyright:
Verfügbare Formate
generally unreliable below normalized frequency contents of Acknowledgment
0.3 to 0.2 when Filons (3) method is used for data reduction. The authors are grateful to the National Science Foundation
At normalized frequency contents above 0.2 to 0.3, pulse for support of this work.
testing results are in excellent agreement with those obtained
by direct frequency forcing and mathematical model solution. Nomenclature
Excessive experimental pulse time, due to pulse tailing, was
the major cause of the inability to extend the dynamic fre- G = mass velocity of air, lb./(hr.)(sq. ft.)
h = convective conductance, B.t.u./(hr.) (sq. ft.) ( F.)
quency range using pulse testing techniques. MR = magnitude ratio
Pulsing temperature limits the high frequency results obtain- R = tube radius, ft.
able because the thermal capacity of the physical system r = variable radius, ft.
results in energy storage and therefore excessive pulse tailing or s = humid heat capacity, B.t.u./(lb.)( F.)
time duration. t = dynamic temperature, F.
T, = time duration of pulse, sec.
For a given pulse shape, the normalized frequency content u = local velocity, ft./hr.
does not appear to be affected by pulse amplitude or pulse i(w) = frequency content
strength. S(w), = normalized frequency content
For pulses of long time duration, the time duration rather x = axial distance, ft.
than rise or decay times was found to be the best criterion for
X = total wetted section length, ft.
predicting the relative normalized frequency content of the GREEKLETTERS
pulses. CY = thermal diffusivity, sq. ft./hr.
6 = time, hr.
Further Work p = density, lb./cu. ft.
4 = phase shift, deg.
Although many investigators have done an excellent job in w = frequency, rad./sec. or cycles/hr.
advancing the methodology of pulse testing to its present state,
there is still a need for further refinement and improvement. literature Cited
Although the method appears to be adequate for the dynamic
(1) Bruley, D. F., Prados, J. W., A.Z.Ch.E. J. 10, No. 5, 612
analysis of most physical systems, difficulties might be encoun- (1964).
tered in special cases such as the one discussed. (2) Clements, W.C., Jr., Schnelle, K. B., Jr., IND.ENG.CHEM.
Further studies on in-plant pulse-generating techniques along PROCESS DESIGN DEVELOP. 2,94 (1963).
(3) Filon, L. G.N., Proc. Roy. SOC.Edinburg 49, 38-47 (1928-29).
with studies concerning pulse types (one-sided, two-sided, (4) Hougen, J. O., Experiences and Experiment with Process Dy-
multiple, etc.) and their characteristics with respect to nor- namics, Chem. Eng. Progr. Mono. 60, No. 4 (1964).
(5) Middleton, R. C., Pulse Circuit Technology, pp. 11-13,
malized frequency content could be helpful in the practical Bobbs-Merrill, New York, 1964.
application of pulse-testing techniques. Also there is a need
for review April 4, 1966
RECEIVED
for further study of existing data reduction schemes with the ACCEPTED January 9, 1967
intent of improving present methods or developing new ones.
59th National Meeting, American Institute of Chemical Engineers,
Studies of the above nature are at present in progress a t Columbus, Ohio, May 1966. Study carried out under NSF
Clemson University. Contract GP-3027.
REACTION KINETICS OF CYCLOHEXANOL-
ACETIC ACID ESTERIFICATION
D. J. McCRACKEN AND P. F. D I C K S O N
Department of Chemical and Petroleum ReJining Engineering, Colorado!School of Mines, Golden, Colo.
UMEROUS kinetic studies of alcohol-acid esterifications desirable high yield. A number of conclusions developed from
are cited in the literature. Goldschmidt (6) developed previous studies:
a n equation which related the rate constant to the initial Organic acid-alcohol esterification is catalyzed by a strong
reactant acid concentration, ester concentration, catalyst mineral acid.
concentration, protonated alcohol concentration, and time. The rate constant is a function of catalyst concentration,
He tested the equation for a number of esterification reactions temperature, and alcohol-acid molar ratio.
The equilibrium constant is strongly influenced by the al-
a t 25 C. and found it successful in obtaining the rate constant. cohol-acid molar ratio, weakly influenced by temperature,
Smith (74, 75) confirmed Goldschmidts equation for normal and not influenced by the catalyst concentration.
aliphatic acids in methanol catalyzed by hydrochloric acid The reaction is second-order with respect to the organic acid
over the range 20 to 50 C. I n these and other studies concentration.
(7, 8, 9, 73, 76, 77, ZO), either sealed glass ampoules or a I n previous experiments involving equimolar cyclohexanol
ground-glass-stoppered flask was used as the reactor. The and acetic acid, this author found the rate constant to be a
studies were also similar in that the alcohol was always in function of the initial reactant concentration as well as tem-
excess, and the organic acid concentration was initially con- perature and catalyst concentration, and the reaction to be
stant. A high alcohol-to-acid ratio was found to result in a third order. T h e present work involved the study of the
286 I&EC PROCESS DESIGN A N D DEVELOPMENT
Equimolar cyclohexanol and acetic acid, catalyzed by sulfuric acid with dioxane as the diluent, were esteri-
fied in a stirred batch reactor. The reverse reaction, cyclohexyl acetate and water forming cyclohexanol and
acetic acid, was also studied. An empirical equation relating the rate constant to initial reactant Concentration,
catalyst concentration, and temperature was developed. Range of these variables was 1.25 to 5.00M,
0.0930 to 0.1245M, and 104' F. (40' C.) to 176" F. (80' C.),respectively. Experimental forward and
reverse reaction rate constants are tabulated for 29 combinations of variables. Nine duplicate esterifica-
tion runs had a mean deviation of 0.9%. Equilibrium constants are presented for 28 forward runs and
seven reverse runs. The empirical equation which was developed predicted rate constants within an accuracy
of about 4% in the range studied.
esterification of equimolar cyclohexanol and acetic acid cata- 68.8' C. a t 20 mm. of mercury, and the refractive index was
lyzed by sulfuric acid with dioxane as the diluent. Reactions 1.44070 at 20' C. Density us. temperature data were corre-
lated in the 20' to 80' C. range by the empirical equation:
were carried out in a stirred batch reactor. The main objec-
tive was to develop an empirical equation which would relate Density (grams per ml.) = 0.9893 - 0.000966 T (" C.)
the forward reaction rate constant to initial reactant concen-
tration, catalyst concentration, and temperature. Range of Commercial 1,4-dioxane was purified and dried ( I ) , but
these variables was 1.25 to 5.00M, 0.0930 to 0.1245M, and the resulting dioxane was more impure than the original. The
104'F. (40' C.) to 176' F. (80' C.),respectively. dioxane was finally purified by drying it over Drierite, passing
it through activated alumina, and then distilling it. T h e
T h e reverse reaction, cyclohexyl acetate and water forming purified dioxane boiled at 95.2' C. at 622 mm. of mercury, and
cyclohexanol and acetic acid, was also studied. did not react with calcium hydride. It was stored over cal-
cium hydride in pint bottles which were flushed with nitrogen
Experimental Work and sealed with paraffin.
Commercial carbonate-free, 1 N sodium hydroxide solution
Apparatus a n d Equipment. A 300-ml., 3-necked, round- was used to titrate for the acetic and sulfuric acids in water
bottomed, glass boiling flask was constructed for use as the with phenolphthalein as the indicator.
reactor. The center neck was 7 34/45, and the two side Procedure. PREPARATION OF REACTANT SOLUTIONS FOR
necks were both 7 24/40, angled to avoid contact with the FORWARD RUNS. The densities of cyclohexanol and acetic
mercury-seal stirrer in the center neck. acid were determined by weighing 100 ml. of the reagent in a
The temperature bath was a MagniWhirl visibility j a r bath, volumetric flask immediately preceding the preparation of the
Model MW 1152, manufactured by the Blue M Electric Co. solution. Appropriate amounts of the acid and alcohol were
It was an on-off controlled bath with a room temperature to put in a 1- or 2-liter volumetric flask and diluted with dry
100' C. temperature range. Commercial mineral oil was the dioxane. After the solution reached room temperature, the
heat transfer medium. solution was diluted to the volumetric mark and thoroughly
Saybolt viscosity thermometers with 0.2' F. increments were mixed. The solution was then poured in 160-ml. amounts
used in the reactor. An all-glass, 1-cc. syringe calibrated in into '/*-pint bottles which were stored a t -20' C. Each
0.01-cc. increments was used to inject the catalyst into the bottle was labeled as to initial reactant concentration, and each
reactor. Equipment used for analytical work included 1-ml. contained enough solution for one experimental run. Prepara-
transfer pipets with 0.006-ml. tolerance, 250-ml. Erlenmeyer tion was done in this manner to ensure that the initial reactant
flasks, a 5-ml. buret inscribed with 0.01-ml. increments, and concentration for each run was identical.
a Voland and Sons analytical balance. PREPARATION OF REACTOR. After each run was completed,
Materials a n d Reagents. Eastman EK-703 cyclohexanol the apparatus was disassembled, cleaned with Alconox, washed
was used with no further purification. Infrared spectral data with acetone, and dried with air to remove any possible catalyst.
indicated that the cyclohexanol contained less than 1.O% The equipment was then assembled.
water. The boiling range was 136.8-37.2' F. at 10 mm. of INTRODUCTION OF REACTANTS INTO REACTOR.The bath
mercury. was heated to the desired temperature, and a reactant bottle
Baker and Adamson 20% fuming sulfuric acid was mixed was taken from the freezer and allowed to warm to room tem-
with B and A sulfuric acid (assay 95.5 to 96.5%), and the perature. One milliliter of the solution was titrated with
concentration was adjusted by titration to yield about 50 ml. standard base, and the value was recorded as CaoTa, the initial
of 1 0 0 ~ osulfuric acid. This catalyst was stored in a 50-ml. concentration of acid at room temperature. Pipetted into the
ground-glass volumetric flask. reactor were 150 ml. of the reactant solution; the reactor was
Cyclohexyl acetate was extracted from the reaction products sealed, and the stirring was begun. When the solution
and purified in the following manner. One liter of the reaction reached the desired temperature, another 1-mi. sample was
products was put in a 2-liter boiling flask. T o this were added withdrawn and titrated. This value was recorded as Caor,
50 ml. of commercial glacial acetic acid, 150 ml. of distilled the initial acid concentration a t the operating temperature.
benzene, and 1 ml. of concentrated sulfuric acid. The solution INJECTION OF CATALYST INTO REACTOR.An appropriate
was refluxed until all of the water had been collected out of a amount of catalyst was drawn into the syringe. The syringe
moisture test receiver, then washed in a separatory funnel with was weighed before and after injection, and the difference in
tap water, which was slightly basic, to remove the dioxane, weight was recorded as "grams of HzS04," the grams of
unreacted acetic acid, and sulfuric acid. Cyclohexyl acetate catalyst. The catalyst was injected into the reactor and a
is insoluble in water, so as much as 5 liters of tap water were stopwatch was started. A 1-ml. sample was taken with a pipet
used. T h e solution was then washed with 1 liter of distilled after 0.5 minute (0.0083 hour) and thereafter a t convenient
water. Benzene was added to the washed solution, and the intervals. Each sample was immediately titrated in 150 ml.
solution was refluxed as before until all the water from the of distilled water in a 250-ml. Erlenmeyer flask with standard
washing step was collected. Then the temperature was base and phenolphthalein. The amount of base necessary
allowed to rise to about 140' C. by taking off benzene. The to neutralize the acids was measured to 0.005 ml. and recorded
resulting solution of approximately 98% ester-2% benzene as "ml. of NaOH." Generally 20 to 30 samples were titrated
was vacuum-distilled at room temperature and 5 mm. of before equilibrium was attained.
mercury until all the benzene was removed. Then the tem- PROCEDURE FOR REVERSE RUNS. The procedure for re-
perature was raised and the ester collected. The first and last verse runs duplicated the previous procedure, except that each
5yo was discarded, even though the refractive index remained reactant solution of ester, water, and dioxane was mixed
constant over the entire distillation. The boiling point was separately.
VOL. 6 NO. 3 JULY 1967 287
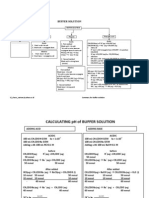
Calculation Procedures
Alcohol Reacted and Water Formed by Catalyst-Alcohol
Reaction. To obtain the acetic acid present, the free acidity
must be corrected for the presence of the catalyst. I t was
found in this investigation that sulfuric acid reacts with cyclo-
hexanol as it does with many other alcohols (78). Cyclo-
hexanol was diluted with dry dioxane to the required concen-
tration and made to react with a volume of 100% sulfuric
acid until equilibrium was reached, within 10 minutes in all
runs. Therefore, the same correction was applied to the free 0.500
acidity throughout the entire esterification run. Table I
shows the corrections that were applied. 0.450
Sulfuric acid reacts with a n alcohol to form the correspond-
0.400
ing monoalkyl hydrogen sulfate and water (78). The amount
of water and cyclohexyl hydrogen sulfate formed, #, will I / CAT
equal the difference in the initial equivalents of sulfuric acid
added and the equivalents of acid after equilibrium is reached. 0.300
The following equation was used : 0.250
Cao 10.0
$J = 2 6 -2 - y NaOH 0.200 ~
Caoro
TIME (HR)
where 4 = concentration of catalyst (moles per liter, M ) Figure 1. Relation between reactant concentration and
calculated from grams of catalyst added time for runs at 2.5M initial reactant concentration
caor Forward reaction
-= alcohol-dioxane volume correction from room to
Cao~o operating temperature
y = ml. of N a O H necessary to neutralize a 1-ml. raised to the reaction order with respect to each product
sample divided by the concentration of reactants raised to the reaction
N a O H = normality of base order with respect to each reactant.
The equation for the amount of cyclohexyl hydrogen sulfate
formed will appear in the equilibrium constant equation,
because the amount of sulfate and water formed equals the
K = [ (ester)2 (water)
(alcohol) (acid)2 1eq
The number of moles of water and ester formed in the esteri-
amount of alcohol depleted by the reaction with the catalyst. fication reaction are equal, and each equals the number of
Order of Esterification Reaction. The order of the esteri- moles of acid reacted. The equilibrium constant can then be
fication reaction was determined graphically. Figure 1 is a written as a function of known values as follows:
graph of f ( C u ) us. time for a variety of runs. For each run in
this investigation, 1/Car2us. time gave a straight line, indicating K =
(CaoT - CafTY (CaoT - cafT + $1 (2)
the reaction was third order (77). Figure 2 shows the results [ c a f T - ($11 cafT2
of a run in which the alcohol was in excess. The plot of l/CaT
where CaoT = initial acetic acid concentration at operating
us. time is a straight line, indicating that the reaction was
temperature, T
second-order with respect to the acid. This result is com-
CafT = final acetic acid concentration at operating
patible with the work done by Leyes and Othmer (72) in their
temperature, T
study of butanol-acetic acid esterification. Bennett ( 2 )
suggests that acetic acid exists as a double molecule, (CzH402)2, The values of the final acetic acid concentration were ob-
in the present range of temperature, which suggests a second- tained from the graph of Car us. time, where Car is the concen-
order reaction with respect to the acid. From Figures 1 and 2 tration of acetic acid during the reaction.
it was concluded that the equimolar cyclohexanol-acetic acid The following change was made in the equilibrium constant
esterification was second order with respect to the acid, first equation to calculate values for reverse reactions. The initial
order with respect to the alcohol, and therefore third order ester and water concentration, Go, was mixed to equal, for
for the equimolar reaction. Therefore, all rate constants have example, 1.25M, but could not be checked by titration. Equa-
units of (liter)2 (moles) -2 (hr.) tion 2 with Caor replaced by Co was used to calculate the equi-
Equilibrium Constant. The equilibrium constant is de- librium constant.
fined as the ratio of the equilibrium concentration of products Experimental Rate Constant. The reversible reaction
under consideration can be represented by A 4-B C D, +
where A and B are equimolar, and C and D are equimolar.
If A and B react to form C and D, it can be assumed that the
Table 1. Free Acidity Corrections reaction is irreversible and can be written A B +C + D. +
(MI. basejml. sample) After about 70 to 80% of the reaction had taken place, the
MI. of graph of 1/CaT2us. time deviated from a straight line. At this
HzS04/ point the reverse reaction began to exert a noticeable effect.
150 MI. 104' F . 122' F. 140" F. 158' F. 776'F. U p to the break-off point on the graph, however, the forward
0.25 0.045 0,045 0,045 0.040 0.040 reaction can be used by itself to obtain the rate constant, k,.
0.75 0.125 0,120 0.120 0.115 0.115
1 .oo 0.165 0.160 0.160 0.155 0.155 For the forward reaction the defining third-order differential
equation becomes :
288 l & E C PROCESS DESIGN A N D DEVELOPMENT
2.2 -
2.0
-
I/ CAT -
1.6 -
IET ORDER/
0 0.5
- *LN-
- 03 C*r
CAO,
/
1.4 - - 0.2
-0.1
I I
2.0 3.0 410 5100
TIME (HR)
Figure 2. Determination of order
8 M alcohol, 1 M mid, 104 F., 0.75 ml. of catalyst/l50 ml.
where CbT = concentration of cyclohexanol.
If the reaction is equimolar in acid and alcohol, Equation 3
may then be written: I I I
1.62 1.67 1.72 I
I / T X IO OABS
(4)
Figure 3. Relation between rate constant, k,, and tempera-
and integrated to yield : ture at 0.75 ml. of catalyst per 150 ml.
l/CUT2 = 2 k f ( t ) +z (5)
where I is the constant of integration. If this is the governing Goldschmidts equation (6) is applicable only to a second-
equation, the graph of l/CaTz should yield a straight line with a order reaction or one in which the alcohol is in excess.
slope of 2kf. Reaction Rate Constant Equation. T h e following ex-
It was assumed in Equation 4 that the concentration of the plains how the various relationships among the variables,
alcohol equaled the concentration of the acid. There was a initial reactant concentration, catalyst concentration, and
reaction, however, between the alcohol and the catalyst which temperature were combined to obtain an equation which
depleted the alcohol by an amount #. Since the reaction of could be used to predict the reaction rate constant.
catalyst and alcohol was complete in less than 10 minutes for all T h e rate expression for many reactions can be written as
runs, $ was considered to be a constant. For this assumption a function of temperature times a function of composition, or:
the defining third-order differential equation becomes:
r = f(temperature) . g(composition)
- (dCaT/dt) = k f C a T 2(Car - #) (6)
where f(temperature) equals the rate constant, k . If an
Equation 4 may be written in finite difference form: Arrhenius-type dependency is assumed, then :
- (A t)/CaT3 = k f (7) k = k, exp [ - E / R ( I / T - l/T,)] (70) (9)
Equation 6 may be rewritten in the same manner:
If the graph of -In k f us. 1/T abs. yields a straight line, then
- (A CaT/A t)/CaTz ( C U T - #) = kf (8) the slope of that line equals E/R. Figure 3 is that graph at
When the rate constant, k f , was calculated from Equations 7 constant catalyst concentration and various values of initial
and 8 by means of original data, the range of per cent devia- reactant concentration. I t was found that E/R was a function
tion of Equation 8 from Equation 7 was 0.4 to 7.270, the
of initial concentration, but not catalyst concentration. Figure
majority of the runs having a deviation of about 3y0. After 4, a plot of E/R us. CaoTo,was assumed to yield a straight
consideration of the error involved, the stability of the solu- line. This line had the equation: E/R = 9860 +
788 CaoT,.
tion, and the relative ease of calculation, the rate constant was A base temperature of 618 R. (158 F.) was chosen, and the
calculated by means of Equation 5 by the graphical method. exponential term was written:
Only the values of Car in the range 20 to 80% reaction were
exp[-E/R(l/T - l/T,)] =
used to construct the graph of 1/CaT2us. time. The slope was
then calculated to be 2 k f . exp[(9860 + 788 Caoro) (0.0016181 - 1 / T ) ] (10)
Theoretically, the same type of analysis could have been
C was then defined as grams of H2S04 per gram of cyclo-
used to determine the governing equation for the reverse
hexanol times 100. Figure 5 is a plot of kf/C us. CaoT, a t the
reaction. I t was found experimentally, however, that even a n
base temperature and constant catalyst concentration. The
ester-water concentration of 2.5M was heterogeneous upon
equation of the straight line obtained was
addition of the catalyst. Because samples could not be taken,
the reverse rate constant, k,, could not be calculated for the k f = C (0.0425 - 0.0034 C a o T o ) (11)
majority of possible combinations of variables. Other aspects
of the reverse reaction are discussed later. Given the volume of 0.1 5 liter, the weight of the cyclohexanol
VOL. 6 NO. 3 JULY 1 9 6 7 289
Table It. Reaction Rate Constant Results
1.4
*I G.
Run HzSOa T , ' F. CaoT, keslcd. kexptl. 70Dev.
2 1.3
x 1 1.3637 104 2.498 0.0197 0.0203 - 3.0
2 1 .8247 104 2.503 0.0256 0.0255 f 0.4
Id
1.2
3
4
1.3741 122 2.498 0.0378 0.0344
1 ,8227 122 2.498 0.0490 0,0443
+4-10.6
9.9
1.1 5 1 .8297 122 2.503 0.0491 0.9435 $12.9
6 0.4785 140 2.503 0.0283 0.0257 $10.1
315 7 1 .3780 140 2.498 0.0697 0.0705 - 1.1
'"!).5 115 e15 415 5!5
8 1 .3728 140 2.518 0.0687 0.0713 - 3.6
9 1.8311 140 2.518 0.0896 0.0908 - 1.3
CAOTO
10 0.4593 158 2.503 0.0488 0.0460 + 6.1
Figure 4. Relation between activation energy and initial 11 0.4631 158 2.402 0.0497 0.0479 f 3.8
reactant concentration with 0.75 rnl. of catalyst per 150 rnl.
12 1,3725 158 2.503 0.1232 0.1236 - 0.3
13 1 ,8266 158 2.539 0.1573 0.1574 0.0
14
15
1,8323 158 2.487 0.1618 0.1590
0.4668 176 2.498 0.0852 0.0780 ++ 1.8
9.2
- 2.1
16 1.3723 176 2.498 0.2124 0.2170
17 1 .3761 176 2.507 0.2119 0.2190 - 3.2
18 1.3750 122 5.014 0.0115 0.0103 f11.7
19 1.3750 122 5.033 0.0114 0.0108 f 5.6
20 1.8313 122 5.006 0.0150 0.0144 f 4.2
21 1.3782 140 5.079 0.0232 0.0232 0.0
22 1.3815 140 5.089 0.0217 0.0239 - 9.2
23 0.4599 140 5.021 0.0093 0.0084 +10.7
24 1 .8297 158 5.000 0.0603 0.0605 - 0.3
25 1.3783 158 4.998 0.0464 0.0455 + 2.0
26 1.3658 176 5.033 0.0857 0.0825 f 3.9
27 1.3658 176 5.033 0.0857 0.0881 - 2.1
28 0.4640 140 3.757 0.0153 0.0143 f 7.0
29 1.3718 140 3.757 0.0385 0.0401 - 4.0
I
3.75
I
5.00 30 1.3819 158 3.719 0.0733 0.0739 - 0.8
31 1 .3803 176 3.762 0.1296 0.1320 - 1.8
C%O 32 0,4624 140 1.264 0.0644 0.0610 f 5.6
33 1 .3766 140 1.264 0.1619 0.1563 4- 3.6
Figure 5. Relation between rate constant and initial 34
35
1,3746 176 1.264 0.4511 0.4258
1.3779 176 1.259 0.4544 0.4258
+4- 6.7
5.9
reactant concentration at 158" F. and 0.75 rnl. of catalyst
41 0,4584 140 1.250 0.0387
per 150 rnl. 42 1 .3820 140 1.250 0.1185
;
0.175
O.I5O; I I
I /)__, I I
/I
62
I
+
k, = [0.01152 0.0815(grams of catalyst)] X
0.150 - -
(0.2829/CaoT, 0.02263) . exp [(9860 4- 788 CaoT,) X
0.125 (0.0016181 - 1/T)] (14)
k, At the base concentration and base temperature, Equation 14
should become only a function of catalyst concentration.
0.075
The exponential term becomes exp (0) at the base tempera-
0.050 ture. A value of 2.5Mwas substituted into the second term of
/@ 1 1 I I
Equation 14,and the term was calculated to be 0.09053. The
0 .0250,0 first term of Equation 14 was divided by 0.09053to obtain the
0.025i0 0.5 1.0 1.5 2.0 2.5
GRAMS Has04 +
term: 0.1272 0.900 (grams of catalyst). Equation 14 for
k , did not contain a volume term; therefore (gram of catalyst)
Figure 6. Relation between rate constant and catalyst was converted to moles per liter, 9, given the volume 0.15
weight at 2.5M and 158' F. +
liter. The term thus became equal to (0.1272 13.24084).
Therefore the equation for the prediction of the reaction rate
constant became
was calculated to be 15.024CaoT,. Therefore, Equation 11
could be simplified to:
k, = (0.1272+ 13.24084) [0*282g
- - 0.022631 x
CaOTo
k, = grams of HzSOa (E
- 0g
.02263)
COOTO
(12) exp [(9860 + 788 Caoro) (0.0016181- 1/T)] (15)
Calculated and experimental rate constants, per cent devia-
An initial reactant concentration of 2.5Mwas chosen as the tions, and data leading to the results are tabulated in Table 11.
base concentration. The rate constant was found to be a Equilibrium constants of the forward and reverse runs and the
function of catalyst concentration at constant initial reactant results of the steps leading to their calculation are tabulated in
concentration and constant temperature. Figure 6 is a plot of Table 111.
k, us. grams of catalyst a t 2.5Mand 158' F. The equation for
the straight line through the points was Interpretation of Results
k, = 0.01152 + 0.0815 . (grams of catalyst) (13) Activation Energy. The activation energy was calculated
from a plot of -In k, us. 1/T' abs. At an initial reactant con-
Equation 13 was substituted for grams of H2SOa in Equation centration of 2.5M; 0.25,0.75,and 1.00 ml. of catalyst gave
12,and the result was multiplied by Equation 10 to yield values of E / R equal to 11,800', 11,830', and 11,800' abs.,
290 l & E C PROCESS DESIGN A N D DEVELOPMENT
fact that the maximum E / R from Figure 3 was 13,690' abs.
Table 111. Equilibrium Constant Results T h e results in Table I11 were examined to determine if initial
Run T, O F . CaoTo Caor cafT 9 K concentration had an effect on the equilibrium constant. T h e
FORWARD RUNS average K was 1.60 for 1.25M (runs 32 to 34), 2.08 for 2.5M
1 104 2.498 2.482 1.113 0.0536 2.03 (runs 1 to 16), 2.30 for 3.75M (runs 28 to 31), and 2.42 for
2 104 2.503 2.492 1.113 0.0746 2.15 5.00M (runs 18 to 27). These results indicate that the equilib-
3 122 2.498 2.477 1.123 0.0598 1.93
4 122 2.498 2.482 1.102 0.0790 2.24 rium constant might be a function of initial reactant concen-
5 122 2.503 2.498 1.123 0.0812 2.10 tration. I n order to justify or refute this result, it was first
6 140 2.503 2.482 1.082 0.0174 2.23 assumed that the catalyst concentration had no effect on the
7 140 2.498 2.482 1.118 0.0608 2.01
9 140 2.518 2.482 1,123 0.0782 2.01 equilibrium constant. No generalization could be drawn from
10 158 2.503 2.471 1.061 0.0198 2.43 the data and results, but at most it could have had only a
12 158 2.503 2.461 1.102 0.0632 2.08
14 158 2.487 2.456 1.139 0.0838 1.77 slight effect. I t was also concluded from previous papers on
15 176 2.498 2.461 1.081 0.0206 2.15 esterification that the catalyst had no effect on the equilibrium
16 176 2.498 2,461 1.113 0.0636 1.97 constant. Since it has been stated that temperature did not
18 122 5.014 4.956 2.187 0.0493 2.11
19 122 5.033 4.980 2.187 0.0495 2.17 affect K to any degree, the only variable that could have caused
20 122 5.006 4.936 2.111 0.0907 2.58 a change in K with initial concentration was the initial concen-
21 140 5,079 5.006 2.116 0.0604 2.68 tration itself. If initial concentration had no effect on K , then
22 140 5.089 4.995 2.116 0.0590 2.64
23 140 5.021 4.938 2.064 0.0146 2.73 an error in titration or a faulty end point, or both, might have
24 158 5.000 4.917 2.090 0.0826 2.65 caused the differences in the average values of K . R u n 33
26 176 5.033 4.898 2.173 0.0693 2.09
27 176 5.033 4.917 2.173 0.0701 2.13 gave an equilibrium constant which was the average for the
28 140 3.757 3.715 1.589 0.0152 2.44 1.25M group. Errors of 0.005M in titration and 0.02M in end
29 140 3.757 3.705 1.625 0.0584 2.24 point were assumed to be maximum. Using these errors
31 176 3.762 3.658 1.609 0.0622 2.21
32 140 1.264 1.249 0.575 0.0150 1.69 the equilibrium constant for run 33 was calculated to be 2.08.
33 140 1.264 1.249 0.596 0.0596 1.60 This value is as great as the average value of the 2.5M group
34 176 1.264 1.245 0.601 0.0652 1.52 but about 0.35 less than the average of the 5M group. R u n 12
REVERSE
RUNS gave an equilibrium constant of 2.08, the average value of the
CO 2.5M group. The equilibrium constant for run 12 using the
36 104 2.500 1.097 0.0544 2.29 previous maximum errors gave K equal to 2.38. This value is
37 122 2.500 1.092 0.0596 2.36 nearly as large as the average value of the 5.00M group.
38 140 2.500 1.118 0.0616 2.09
39 158 2.500 1.102 0.0638 2.27 The average K of all the runs in Table I11 is 2.16. Runs 2
40 176 2.500 1.113 0.0634 2.15 and 1 5 have K equal to 2.15. Assuming the previous errors
41 140 1.250 0.549 0.0147 2.18 were made in these runs, the value of K in each run became
42 140 1.250 0.585 0.0602 1.79
2.46, which is greater than the average a t 5.00M, but still
not as large as several runs a t 5.00M. I t was concluded that
the scattering in each initial concentration group could be
respectively. This shows the activation energy, E, not to be a
explained by errors, probably in the determination of the
function of catalyst concentration. As is shown in Figure 3,
correct end point, but that the four groups were too different
activation energy is a function of initial reactant concentra-
to be entirely explained by errors. An all-glass reaction
tion. Values of E/R ranged from 10,610O abs. a t 1.25M to
system in which no drift was possible would have given more
13,690' abs. a t 5.00M. Since a small error in the rate con-
exact data.
stant would cause a large error in --In k , the fact that good
Reaction Rate Constant. The results of Figures 1 and 2
straight lines were obtained in all cases indicated that the
indicated that the reaction was first order with respect to the
values of k, were correct, and E / R was a function of initial
cyclohexanol and second order with respect to the acetic acid.
reactant Concentration.
A graph of 1/CaT2us. time was drawn for each run, and the
EquiIibrium Constant. After 20 to 25 hours, the acetic
slope was calculated to be 2 k , the forward rate constant.
acid concentration tended to drift with an approximately
Rate constants for 35 combinations of variables were deter-
constant negative slope with time. The corks in the reaction
mined. Nine duplicate runs are also given. T h e average
vessel were examined after 40 hours in one run and found to
deviation ranged from 0.0 to 3.3y0 with the median at 0.9%.
contain water and dioxane. This would explain the drift in
Therefore, a good degree of precision was obtained with the
end point, since, as the water was removed and held in the
stirred batch reactor and the procedure that was used. The
corks, the reaction could proceed further. This drift was
drift in acetic acid concentration discussed previously did not
about 0.0016M per hour. A slight amount of evaporation
affect the rate constant results, because most of the runs reached
may also have taken place over a 30-hour period because the
80% reaction in less than 4 hours, the maximum being only 10
reactor was opened to take 20 to 30 samples in that period.
hours for run 32.
I n the reverse runs, 36 to 42, the end point could be determined
An increase in either temperature or catalyst concentration
more accurately. As the reaction proceeded, the concentra-
tion of acetic acid increased to a maximum and then in some caused an increase in the rate constant. However, an increase
cases decreased. When the concentration began to decrease, in the initial reactant concentration caused a decrease in the
the drift in the end point had begun. Therefore, the maximum rate constant. The rate constant was determined from Figures
acetic acid concentration was taken as the equilibrium value. 5 and 6 to be a linear function of both catalyst and initial
T h e results from the reverse reactions were therefore assumed reactant concentration.
to be more accurate than those of the forward runs. Equation 1 5 related the rate constant to the three variables.
Table I11 shows the calculations and results of the equilib- Rate constants calculated from Equation 1 5 , experimental rate
rium constant, K. From the results of runs 36 to 40, it was constants, and the per cent deviations are given in Table 11.
surmised that temperature had at most only a slight effect on The per cent deviations ranged from 0.0 to 12.9y0,with a 3.8%
the equilibrium constant. This effect is compatible with the mean deviation and a 4.8% average deviation.
VOL. 6 NO. 3 JULY 1 9 6 7 291
Reverse Reaction. I t was desired to calculate the rate
i
constant for the reverse reaction. However, an ester and water
'Ob6 concentration of 2.5M or greater was heterogeneous after the
catalyst was added. Figure 7 is a graph of Cur us. time for runs
36 to 40, each at an initial reactant concentration of 2.5M.
The only variable in these runs was temperature. The first
point on each graph was taken as close as possible to the time
when the reaction mixture became homogeneous. Reverse
rate constants could not be calculated for these runs, but the
runs were useful in determining the effect of temperature on the
RUN TF equilibrium constant.
36
37
104
122 1 Solutions at an ester-water concentration of 1.25M with
either 0.25 or 0.75 ml. of catalyst per 150 ml. of solution were
0.400 38
39
40
140
158
176 1 homogeneous throughout the reaction. These were the only
two combinations of variables covered in this study that gave
0.300
0.200
1 homogeneous solutions at all times. I t was determined from
Figure 8, a plot off(&) us. time, where Cer is the ester concen-
tration, that the reverse reaction was third order. Rate
0.100
constants were calculated by the graphical method discussed
I I I I I I earlier and are tabulated in Table 11.
o.ooo~,o 10.0 20.0 30.0 40.0 50.0 55.0
Reactions in Dimethyl Sulfoxide. The discussion thus far
TIME (HRI
has pertained to reactions carried out in 1,4-dioxane. Esteri-
Figure 7. Acetic acid concentration vs. time for a series of fication reaction rates should increase as the polarity of the
temperatures at 2.5M and 0.75 ml. of catalyst per 150 ml. solvent is lowered and so dioxane was chosen because of its low
Reverse reaction polarity ( p = 0.3 Debye above 30' C.) (3) and low dielectric
constant [ E = 2.252 - 0.00717'(' C.)] (79). T o examine
the effect of solvent polarity on the rate constant three runs
were carried out in dimethyl sulfoxide with a dipole moment
of 3.96 D (5) and a dielectric constant of [e = 48.5 - 0.075T
(' C.)] (4). Runs were also made in dioxane with the same
initial reactant concentration, catalyst concentration, and tem-
perature (Table IV).
The esterification in dimethyl sulfoxide was third order
over-all. Therefore, the units on the rate constant in both
solvents are (liter)2 (moles) -* (hr.) -l.
At 122' F. (50' C.), the highest temperature for which the
dielectric constant of dioxane is applicable, the ratio eDMBO/
0.800 ~ D I O X is 20.65. The ratio, P D J T ~ O / ~ D I Ois~ 13.2. Although
these two ratios are within 25% of the ratio of the rate con-
stants, there exists no theoretical justification for this.
1.100
/
I . 500 0 42
Conclusions
1.300
The esterification reaction was first order with respect to
cyclohexanol and second order with respect to acetic acid.
The reverse reaction was third order.
0.900
Esterification reaction rate constants can be predicted within
5y0 by an empirical equation.
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0 11.0
The rate constant was a function of initial reactant concen-
TIME (HR)
tration, catalyst concentration, and temperature.
Figure 8. Relation between initial reactant concentration The activation energy was not a function of catalyst concen-
and time tration, but was a function of initial reactant concentration.
Reverse reactions The equilibrium constant was at most weakly influenced by
temperature and not influenced by catalyst concentration.
I t could not be determined from the experimental data if the
equilibrium constant was influenced by initial reactant concen-
tration.
Table IV. Reactions of 2.5M Cyclohexanol and Acetic Acid
in Dimethyl Sulfoxide
Acknowledgment
The authors express their appreciation for financial aid
140 0.75 0.0710 0.0041 17.30 received from a National Aeronautics and Space Administra-
158 1 .oo 0.1555 0.0090 17.29
176 1.oo 0.2475 0,0144 17.15 tion graduate fellowship (D.J.M.) granted to the Colorado
School of Mines.
292 IBEC PROCESS DESIGN A N D DEVELOPMEN1
literature Cited ( 1 1 ) Zbid., p. 51.
(12) Leyes, C. E., Othmer, D. F., Znd. Eng. Chem. 37, 968-77
( 1 ) Bartlett, P. D., Dauben, H. J., J . A m . Chem. SOG.62, 1344 (1945).
( 1940). (13) Rolfe, A. C., Hinshelwood, C. N., Trans. Faraday Soc. 30,
(2) Bennett, G. M., J . Chem. SOG.(London) 107, 357-8 (1915). 935-44 (1934).
( 3 ) Bogomolov, N. A., Stepanenko, N. N., Z h . Fir. Khim. 26, (14) Smith, H. A.,J . A m . Chem.Soc. 61,254-60 (1939).
1664 (1952).
\ - - - - , - ( 1 5 ) Zbid., 62, 1136-40 (1940).
( 4 j Doucet, Y., Calmes-Perrault, F., Durand, M., Compt. Rend. ( 1 6 ) Smith, H. A., Burn, James, Zbid., 66, 1494-97 (1944).
260(7), 1878-81 (1965). (17) Smith, H. A., Levenson, H. S., Zbid., 62, 2733-5 (1940).
( 5 ) Dreizler, H., Dendl, G., Z . Naturforsch. 19a, 512-14 (1964). ( 1 8 ) Suter, C. M., Oberg, Elmer, Zbid., 56, 677-9 (1934).
( 6 ) Goldschmidt, H., Udby, O., Z. Physik. Chem. 60,728 (1907). 119) Weast. R. C.. ed.. Handbook of Chemistrv and Phvsics.
( 7 ) Hartman, R. J., Borders, A. M., J . A m . Chem. Soc. 59, 2107-12 46th ed., p. E-50, Chemical Rubber Co., Cieveland, Ohib,
11937).
\ - - - I - 1965.
( 8 ) Hartman, R. J., Gassmann, A. G., Ibid., 62, 1559-60 (1940). (20) Williamson, A. T., Hinshelwood, C. N., Trans. Faraday Soc.
( 9 ) Hartman, R. J., Hoogsteen, H. M., Moede, J. A., Zbid., 30,1145-9 (1934).
66,1714-18 (1944).
( 10) Levanspiel, Octave, Chemical Reaction Engineering, RECEIVED
for review May 23, 1966
p. 23, Wiley, New York, 1962. ACCEPTEDFebruary 4, 1967
MOMENTUM TRANSFER STUDIES IN EJECTORS
Correlationsfor Single-Phase and Two-Phase @stems
G. s. D A V I E S , ~A . K . M I T R A , A N D A . N . R O Y
Department of Chemical Engineering, Indian Institute of Technology, Kharagpur, India
The performance of an ejector in single-phase (air-air) and two-phase (air-liquid) systems has been studied
with air as the motive fluid, and air and various liquids as the entrained fluid. Data for air-air system have
been analyzed, using energy and momentum equations; the values of mass entrained calculated from the
theoretical expression agreed with experimental results only in the limited range of small area ratios. Corre-
lations based on the method of dimensional analysis have been developed for both air-air and air-liquid
systems relating the mass ratio of entrained fluid to motive fluid in terms of Reynolds number of motive
fluid, geometry of the ejector, and the physical properties of the fluid system.
HE mechanism of jet flow has largely been exploited in to problems of great complexity. Apart from the importance
Tejectors or jet pumps in which the momentum and kinetic of fluid physical properties and solid particle characteristics,
energy of a high velocity fluid stream are used to entrain and there are interrelated problems such as solubility, holdup, and
pump a second fluid stream. Ejectors with steam o r com- slip. Hence, it is considered logical to carry out this investiga-
pressed air as the motive fluid have found application in indus- tion on momentum transfer in stages-first, using a single-
trial operations for the creation of vacuum, exhausting corro- phase system, where the motive and entrained fluids are gases,
sive fumes, pneumatic conveyor feeding, etc. Its incorpora- then a two-phase system where the motive fluid is gas and the
tion especially in slurry-type chemical reactors holds consider- entrained fluid is liquid, and finally a three-phase system where
able promise. By this technique the kinetic energy of the the motive fluid is gas and the entrained fluid is solid-liquid
reactant motive gas can be utilized to maintain the solid catalyst slurry. Studies carried out in single-phase systems with air
particles in suspension, cause intense mixing between gas and as the motive and entrained fluid in the motive pressure range
fluid, and circulate the catalyst slurry through an external side of 25 to 100 p.s.i.g. have been reported (8).
tube, thereby obviating the difficulties normally encountered This paper presents studies carried out in a single-phase
in conventional mechanically stirred reactors. Satisfactory (air-air) system in the low motive pressure range and in two-
operation of such a type of reactor employing an ejector as a phase (air-liquid) systems.
pump for hydrocarbon synthesis has been reported ( 9 ) .
The present investigation on the momentum transfer in Single-phase (Air-Air) System
ejectors has been carried out to obtain necessary data and The many analyses (7,4-7, 76, 78) that have been attempted
correlation, with the ultimate object of designing and in- in the design of ejectors, notably those of Keenan, Neumann,
corporating ejectors in slurry-type chemical reactors and allied and Lustwerk (5, 6), Kastner and Spooner ( 4 ) , Smith (76),
process operations. and Van der Lingen (78), have all been made using the
In a multiphase system consisting of gas, liquid, and solid a equations of continuity, momentum, energy, and state. Most
large number of variables are involved which usually give rise of them deal with constant area and constant pressure mixing.
Nearly all the experimental investigations reported in the
literature on the performance of ejectors relate to relatively
high motive pressure, the only exception being the work of
Present address, Indian Institute of Technology, Madras,
India. Kastner and Spooner.
VOL. 6 NO. 3 J U L Y 1 9 6 7 293
Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Claviceps Purpurea and LSD SynthesisDokument5 SeitenClaviceps Purpurea and LSD SynthesisPán Rostlin100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- UNZA Chemistry HandbookDokument79 SeitenUNZA Chemistry HandbookJohn Chanda100% (4)
- A Level Chemistry Core Practical 16 - AspirinDokument5 SeitenA Level Chemistry Core Practical 16 - Aspirinelsiesaveena96Noch keine Bewertungen
- A Course in General ChemistryDokument590 SeitenA Course in General Chemistryd010060002Noch keine Bewertungen
- Summary Buffer SolutionDokument3 SeitenSummary Buffer Solutionelcha_putraNoch keine Bewertungen
- Experiment 6 Comparative Investigation of Organic Compounds Formal ReportDokument4 SeitenExperiment 6 Comparative Investigation of Organic Compounds Formal ReportGracilla ElmidoNoch keine Bewertungen
- Chemistry An Atoms First Approach 2nd Edition Zumdahl Test Bank 1Dokument30 SeitenChemistry An Atoms First Approach 2nd Edition Zumdahl Test Bank 1william100% (38)
- Preparation of AspirinDokument12 SeitenPreparation of AspirinYugaraj BalarNoch keine Bewertungen
- Shibuya Chiba2010Dokument7 SeitenShibuya Chiba2010Anderson KaianNoch keine Bewertungen
- Lab Report 6 (Answer)Dokument6 SeitenLab Report 6 (Answer)Veshal Ramesh50% (2)
- 1.3 Biochemistry - MacromoleculesDokument19 Seiten1.3 Biochemistry - Macromoleculesch.town321Noch keine Bewertungen
- Group 2 Elements: UNIT 1: MOD 3 2.1-2.5Dokument17 SeitenGroup 2 Elements: UNIT 1: MOD 3 2.1-2.5Ninti BraithwaiteNoch keine Bewertungen
- Cambridge IGCSE: Chemistry For Examination From 2020Dokument18 SeitenCambridge IGCSE: Chemistry For Examination From 2020Mustufa KhalilNoch keine Bewertungen
- Common Names of ChemicalsDokument6 SeitenCommon Names of ChemicalstpplantNoch keine Bewertungen
- Organic Chem Lab Final ExamDokument7 SeitenOrganic Chem Lab Final ExammvmbappleNoch keine Bewertungen
- Acids Bases and Salts CompressedDokument1 SeiteAcids Bases and Salts CompressedAman SirNoch keine Bewertungen
- Reaction of Acyl Chloride and AnhydrideDokument44 SeitenReaction of Acyl Chloride and AnhydrideChyNaluri89Noch keine Bewertungen
- Acid Base - Q - MSDokument41 SeitenAcid Base - Q - MSAnonymous ANoch keine Bewertungen
- Activity 1-5Dokument12 SeitenActivity 1-5terdymarcNoch keine Bewertungen
- Aakash ADV Full Tests MERGEDDokument486 SeitenAakash ADV Full Tests MERGEDAnirudh100% (1)
- Practice Sheet 1 ANSWERSDokument2 SeitenPractice Sheet 1 ANSWERSBhawana SinghNoch keine Bewertungen
- 8.2 Transport of Oxygen and Carbon DioxideDokument13 Seiten8.2 Transport of Oxygen and Carbon DioxideFarista KabirNoch keine Bewertungen
- Acid Base and SaltDokument6 SeitenAcid Base and SaltRajnish kumarNoch keine Bewertungen
- Biochemistry A Short Course 3rd Edition Tymoczko Test BankDokument9 SeitenBiochemistry A Short Course 3rd Edition Tymoczko Test Bankbethmcneilysgbzqkpnw100% (42)
- Examination Details: A-Level German 2020/JUNE-OCTDokument27 SeitenExamination Details: A-Level German 2020/JUNE-OCTNorhafiza RoslanNoch keine Bewertungen
- Biochemical Reactions: Sbi4U Ms. RichardsonDokument17 SeitenBiochemical Reactions: Sbi4U Ms. RichardsonRyan Wilson - Sandalwood Heights SS (2442)Noch keine Bewertungen
- 15.13 ThiolsDokument19 Seiten15.13 ThiolsSNoch keine Bewertungen
- Aits 1920 FT Iii Jeea Paper 2 PDFDokument18 SeitenAits 1920 FT Iii Jeea Paper 2 PDFYogesh Kumar PandeyNoch keine Bewertungen
- Alcohols & Carboxylic Acids 2 QPDokument11 SeitenAlcohols & Carboxylic Acids 2 QPYoshitaNoch keine Bewertungen
- Worksheet Acid Bases and SaltsDokument4 SeitenWorksheet Acid Bases and SaltswardaNoch keine Bewertungen