Das könnte Ihnen auch gefallen
- Asme Section I VIII FundamentalsDokument53 SeitenAsme Section I VIII FundamentalsRafael ColsNoch keine Bewertungen
- API 510 Sample QuestionsDokument10 SeitenAPI 510 Sample Questionsbichibtech1Noch keine Bewertungen
- Eye and Face Protection. - 1910Dokument5 SeitenEye and Face Protection. - 1910Sarath SNoch keine Bewertungen
- MT ExaminationDokument1 SeiteMT ExaminationSarath SNoch keine Bewertungen
- API 510 Sample QuestionsDokument10 SeitenAPI 510 Sample Questionsbichibtech1Noch keine Bewertungen
- AWS D1.1 CommentsDokument1 SeiteAWS D1.1 CommentsSarath SNoch keine Bewertungen
- Basic (BA) Examination: Topical OutlineDokument1 SeiteBasic (BA) Examination: Topical OutlineSarath SNoch keine Bewertungen
- Adhesion Test Standard PDFDokument7 SeitenAdhesion Test Standard PDFsenthilkumarNoch keine Bewertungen
- Astm 5566hDokument2 SeitenAstm 5566hSarath SNoch keine Bewertungen
- 45 AstmDokument3 Seiten45 AstmSarath SNoch keine Bewertungen
- Astm D3363 PDFDokument2 SeitenAstm D3363 PDFktloro91% (11)
- Astm 5566hDokument2 SeitenAstm 5566hSarath SNoch keine Bewertungen
- Astm 5566hDokument2 SeitenAstm 5566hSarath SNoch keine Bewertungen
- Astm D3276Dokument14 SeitenAstm D3276Chris Mendoza100% (5)
- The Manuscripyt Og The WorldDokument3 SeitenThe Manuscripyt Og The WorldSarath SNoch keine Bewertungen
- Astm D3276Dokument14 SeitenAstm D3276Chris Mendoza100% (5)
- Astm D3363 PDFDokument2 SeitenAstm D3363 PDFktloro91% (11)
- The Manuscripyt Og The WorldDokument3 SeitenThe Manuscripyt Og The WorldSarath SNoch keine Bewertungen
- Astm D3276Dokument14 SeitenAstm D3276Chris Mendoza100% (5)
- Adhesion Test Standard PDFDokument7 SeitenAdhesion Test Standard PDFsenthilkumarNoch keine Bewertungen
- Astm D3276Dokument14 SeitenAstm D3276Chris Mendoza100% (5)
- Astm D3276Dokument14 SeitenAstm D3276Chris Mendoza100% (5)
- Astm FDGGGSDFDokument5 SeitenAstm FDGGGSDFSarath SNoch keine Bewertungen
- Astm D3276Dokument14 SeitenAstm D3276Chris Mendoza100% (5)
- ASTM D16-Paint, Related Coatings, Materials, and ApplicationsDokument8 SeitenASTM D16-Paint, Related Coatings, Materials, and ApplicationsSarath SNoch keine Bewertungen
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Dokument242 SeitenNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- Astm D610 PDFDokument6 SeitenAstm D610 PDFAmbarNoch keine Bewertungen
- Astm D3276Dokument14 SeitenAstm D3276Chris Mendoza100% (5)
- ASTM D16-Paint, Related Coatings, Materials, and ApplicationsDokument8 SeitenASTM D16-Paint, Related Coatings, Materials, and ApplicationsSarath SNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Samsung LE26A457Dokument64 SeitenSamsung LE26A457logik.huNoch keine Bewertungen
- CrisisDokument13 SeitenCrisisAngel Gaddi LarenaNoch keine Bewertungen
- Impact Grammar Book Foundation Unit 1Dokument3 SeitenImpact Grammar Book Foundation Unit 1Domingo Juan de LeónNoch keine Bewertungen
- Entrenamiento 3412HTDokument1.092 SeitenEntrenamiento 3412HTWuagner Montoya100% (5)
- Nandurbar District S.E. (CGPA) Nov 2013Dokument336 SeitenNandurbar District S.E. (CGPA) Nov 2013Digitaladda IndiaNoch keine Bewertungen
- HTTP Parameter PollutionDokument45 SeitenHTTP Parameter PollutionSpyDr ByTeNoch keine Bewertungen
- 9francisco Gutierrez Et Al. v. Juan CarpioDokument4 Seiten9francisco Gutierrez Et Al. v. Juan Carpiosensya na pogi langNoch keine Bewertungen
- PT - Science 5 - Q1Dokument4 SeitenPT - Science 5 - Q1Jomelyn MaderaNoch keine Bewertungen
- List of Vocabulary C2Dokument43 SeitenList of Vocabulary C2Lina LilyNoch keine Bewertungen
- Curriculum Vitae: Personal InformationDokument3 SeitenCurriculum Vitae: Personal InformationMira ChenNoch keine Bewertungen
- Alcatraz Analysis (With Explanations)Dokument16 SeitenAlcatraz Analysis (With Explanations)Raul Dolo Quinones100% (1)
- First Aid General PathologyDokument8 SeitenFirst Aid General PathologyHamza AshrafNoch keine Bewertungen
- Borer (2013) Advanced Exercise Endocrinology PDFDokument272 SeitenBorer (2013) Advanced Exercise Endocrinology PDFNicolás Bastarrica100% (1)
- Curriculum Vitae Mukhammad Fitrah Malik FINAL 2Dokument1 SeiteCurriculum Vitae Mukhammad Fitrah Malik FINAL 2Bill Divend SihombingNoch keine Bewertungen
- Pre T&C Checklist (3 Language) - Updated - 2022 DavidDokument1 SeitePre T&C Checklist (3 Language) - Updated - 2022 Davidmuhammad farisNoch keine Bewertungen
- International Gustav-Bumcke-Competition Berlin / July 25th - August 1st 2021Dokument5 SeitenInternational Gustav-Bumcke-Competition Berlin / July 25th - August 1st 2021Raul CuarteroNoch keine Bewertungen
- Answers To Quiz No 19Dokument5 SeitenAnswers To Quiz No 19Your Public Profile100% (4)
- L 1 One On A Page PDFDokument128 SeitenL 1 One On A Page PDFNana Kwame Osei AsareNoch keine Bewertungen
- Soal Bahasa Inggris Sastra Semester Genap KLS Xi 2023Dokument3 SeitenSoal Bahasa Inggris Sastra Semester Genap KLS Xi 2023Ika Endah MadyasariNoch keine Bewertungen
- Tour Guiding and Escort Services - 301Dokument95 SeitenTour Guiding and Escort Services - 301Zane 19531Noch keine Bewertungen
- Trenching Shoring SafetyDokument29 SeitenTrenching Shoring SafetyMullapudi Satish KumarNoch keine Bewertungen
- MSC in Healthcare Management (Top-Up) Degree From ARU - Delivered Online by LSBR, UKDokument19 SeitenMSC in Healthcare Management (Top-Up) Degree From ARU - Delivered Online by LSBR, UKLSBRNoch keine Bewertungen
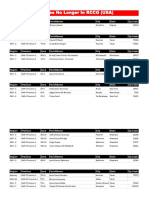
- Churches That Have Left RCCG 0722 PDFDokument2 SeitenChurches That Have Left RCCG 0722 PDFKadiri JohnNoch keine Bewertungen
- Sample Behavioral Interview QuestionsDokument3 SeitenSample Behavioral Interview QuestionssanthoshvNoch keine Bewertungen
- Conrad John's ResumeDokument1 SeiteConrad John's ResumeTraining & OD HRODNoch keine Bewertungen
- MCS 033 NotesDokument7 SeitenMCS 033 NotesAshikNoch keine Bewertungen
- Mooting ExampleDokument35 SeitenMooting Exampleluziro tenNoch keine Bewertungen
- MPU Self Reflection Peer ReviewDokument3 SeitenMPU Self Reflection Peer ReviewysaNoch keine Bewertungen
- Theo Hermans (Cáp. 3)Dokument3 SeitenTheo Hermans (Cáp. 3)cookinglike100% (1)
- W2-Prepares Feasible and Practical BudgetDokument15 SeitenW2-Prepares Feasible and Practical Budgetalfredo pintoNoch keine Bewertungen