Das könnte Ihnen auch gefallen
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AVon EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANoch keine Bewertungen
- Advanced Distillation Technologies: Design, Control and ApplicationsVon EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNoch keine Bewertungen
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsVon EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsBewertung: 4 von 5 Sternen4/5 (6)
- 30G - The Cryogenic Heat ExchangerDokument7 Seiten30G - The Cryogenic Heat ExchangerPutu Indra MahatrisnaNoch keine Bewertungen
- Design and Analysis of Centrifugal CompressorsVon EverandDesign and Analysis of Centrifugal CompressorsNoch keine Bewertungen
- 1.cryogenic Hydrogen Vessels 1957Dokument11 Seiten1.cryogenic Hydrogen Vessels 1957MrPicaro Otra Vez100% (1)
- Heat ExchangerDokument12 SeitenHeat ExchangeremergingengineerNoch keine Bewertungen
- 30B - Liquefaction Processes FundamentalsDokument31 Seiten30B - Liquefaction Processes FundamentalsPutu Indra MahatrisnaNoch keine Bewertungen
- 33 - Vacuum Distillation UnitDokument136 Seiten33 - Vacuum Distillation Unitsunggwan kim0% (1)
- Natural Gas ProcessingDokument47 SeitenNatural Gas Processingdinesh_hsenid100% (1)
- Kettle ChoiceDokument5 SeitenKettle ChoiceHow Jie WeiNoch keine Bewertungen
- TEP10 Natural Gas Liquefaction - 2008Dokument28 SeitenTEP10 Natural Gas Liquefaction - 2008viknesh100% (1)
- Fired HeatersDokument31 SeitenFired Heatersapi-3709413100% (10)
- Control Valve Sizing Theory, Cavitation, FlashingDokument45 SeitenControl Valve Sizing Theory, Cavitation, FlashingVitória MarcenariaNoch keine Bewertungen
- 2010 Cryostar LNGDokument16 Seiten2010 Cryostar LNGproscokeNoch keine Bewertungen
- QB Johnson Water Bath HeaterDokument3 SeitenQB Johnson Water Bath HeaterSantosh AdadaNoch keine Bewertungen
- Controlling Fuel Gas To A Fired HeaterDokument4 SeitenControlling Fuel Gas To A Fired HeaterMuhammad ImranNoch keine Bewertungen
- Fired Heaters - IntroductionDokument108 SeitenFired Heaters - Introductions_m_kumar100% (4)
- Hydrogen Recovery by PSADokument8 SeitenHydrogen Recovery by PSAAishwaria Khan0% (1)
- LNG Coil Wound Heat Exchangers Mid Sized LNG PlantsDokument5 SeitenLNG Coil Wound Heat Exchangers Mid Sized LNG Plantschemsac2Noch keine Bewertungen
- LNG OverviewDokument7 SeitenLNG OverviewErik AlfiandyNoch keine Bewertungen
- Cryogenic Pumps EnglishDokument12 SeitenCryogenic Pumps EnglishbruherNoch keine Bewertungen
- Gas Processing and NGL ExtractionDokument132 SeitenGas Processing and NGL ExtractionRicardo Yashin Távara La Chira100% (3)
- Fired Heaters Convection SectionDokument25 SeitenFired Heaters Convection Sectionweam nour100% (1)
- VaporizersDokument21 SeitenVaporizersAditya MahajanNoch keine Bewertungen
- Brazed Aluminium Plate Fin Heat Exchangers-Construction, Uses Advantages in Cryogenic Refrigeration SystemsDokument31 SeitenBrazed Aluminium Plate Fin Heat Exchangers-Construction, Uses Advantages in Cryogenic Refrigeration SystemsHitesh Panchal100% (1)
- Heat Exchanger & Furnace Operations and ControlsDokument6 SeitenHeat Exchanger & Furnace Operations and Controlsnilesh_092Noch keine Bewertungen
- Process Design of TurboexpanderDokument55 SeitenProcess Design of TurboexpanderSaidFerdjallahNoch keine Bewertungen
- Cryogenic Gases Data BookDokument52 SeitenCryogenic Gases Data BookJacqueline WoodsNoch keine Bewertungen
- CompressorDokument37 SeitenCompressorNitish Kumar100% (1)
- LNGDokument6 SeitenLNGFahd HatemNoch keine Bewertungen
- Gas DehydrationDokument95 SeitenGas DehydrationOng SooShin100% (2)
- Cryogenic DistillationDokument62 SeitenCryogenic DistillationRapee Puaksungnoen100% (1)
- Cryogenic Separation Plants PDFDokument20 SeitenCryogenic Separation Plants PDFHemanth Kumar Sarosh KiranNoch keine Bewertungen
- WP MiniMicroLNGforcommercializationofsmallvolumesofassociatedgas PUBLIC v2Dokument124 SeitenWP MiniMicroLNGforcommercializationofsmallvolumesofassociatedgas PUBLIC v2jmpandolfi100% (3)
- Get The Most From Your Fired HeaterDokument6 SeitenGet The Most From Your Fired Heateryogitadoda100% (2)
- Comparison of Present Day Peakshaving Liquefaction TechnologiesDokument18 SeitenComparison of Present Day Peakshaving Liquefaction Technologiesfericoolabiss100% (1)
- Cryogenic Air Separation For The Production of NitrogenDokument24 SeitenCryogenic Air Separation For The Production of NitrogenJackie_Demyan_7107100% (1)
- Engineering Design Guidelines Mole Sieve Dehydration Rev WebDokument24 SeitenEngineering Design Guidelines Mole Sieve Dehydration Rev WebSabeen AsgharNoch keine Bewertungen
- De Ethanizer ColumnDokument24 SeitenDe Ethanizer Columnrohit agrawalNoch keine Bewertungen
- Process Fundamentals Hand BookDokument214 SeitenProcess Fundamentals Hand BookGanesh Kumar100% (4)
- Ge Small Scale Liquefied Natural Gas Plants GuideDokument8 SeitenGe Small Scale Liquefied Natural Gas Plants GuideMuhamad Apriyudi Syafputra100% (1)
- Ethylene BasicsDokument53 SeitenEthylene Basicskingcobra008100% (5)
- LNG Cyrogenic Heat Exchanger Design ReportDokument21 SeitenLNG Cyrogenic Heat Exchanger Design ReportnacentdesignNoch keine Bewertungen
- NH3 Syn FlowsheetDokument56 SeitenNH3 Syn Flowsheetpepepopooo100% (1)
- Natural Gas TroubleshootingDokument17 SeitenNatural Gas TroubleshootingmohamedNoch keine Bewertungen
- Honeywell Uop LNG Solutions BrochureDokument8 SeitenHoneywell Uop LNG Solutions BrochurethenameNoch keine Bewertungen
- CO2 Liquefaction PlantDokument32 SeitenCO2 Liquefaction Plantmuzammal100% (1)
- Water Bath HeaterDokument3 SeitenWater Bath Heaterbinhlam_dlNoch keine Bewertungen
- Selection of Heatexchanger TypesDokument65 SeitenSelection of Heatexchanger TypesRaghav SharmaNoch keine Bewertungen
- Technip EthyleneDokument12 SeitenTechnip Ethylenewiroont100% (1)
- MdeaDokument28 SeitenMdeahaarika1006100% (2)
- Turbo Expander FinalDokument25 SeitenTurbo Expander Finalmohamed100% (2)
- Process Selection of Natural Gas Recovery UnitDokument25 SeitenProcess Selection of Natural Gas Recovery Unitalexalek200050% (2)
- NLG LPG RecoveryDokument14 SeitenNLG LPG RecoveryEdgar HuancaNoch keine Bewertungen
- Ethylene Recovery Through Dephlegmator TechnologyDokument9 SeitenEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- 01 - X - Appendix 1-C - Project Closeout ChecklistDokument6 Seiten01 - X - Appendix 1-C - Project Closeout ChecklistmohamedNoch keine Bewertungen
- CourseBook Semester1 AlTarbyiahDokument94 SeitenCourseBook Semester1 AlTarbyiahmohamedNoch keine Bewertungen
- PF - Geiger Climber Screen KRCDokument2 SeitenPF - Geiger Climber Screen KRCmohamedNoch keine Bewertungen
- Pressure Relief Valve Engineering HandbookDokument93 SeitenPressure Relief Valve Engineering Handbookakrouti92% (12)
- PF - Johnson Screens Multi Rake Bar Screen Defender DuoDokument2 SeitenPF - Johnson Screens Multi Rake Bar Screen Defender DuomohamedNoch keine Bewertungen
- Contractor Project Closeout Procedure and ChecklistDokument1 SeiteContractor Project Closeout Procedure and ChecklistmohamedNoch keine Bewertungen
- Project-Closeout-Checklist - Structural SlabDokument2 SeitenProject-Closeout-Checklist - Structural SlabmohamedNoch keine Bewertungen
- PF - Passavant Shut-Off DevicesDokument4 SeitenPF - Passavant Shut-Off DevicesmohamedNoch keine Bewertungen
- PF - PASSAVANT Bar Screen With Grab Cleaner SGRDokument2 SeitenPF - PASSAVANT Bar Screen With Grab Cleaner SGRmohamedNoch keine Bewertungen
- Bilfinger Water Technologies - Solutions For Fine and Micro-SievingDokument8 SeitenBilfinger Water Technologies - Solutions For Fine and Micro-SievingmohamedNoch keine Bewertungen
- PF - Passavant Revolving Chain Screen Kur-CDokument2 SeitenPF - Passavant Revolving Chain Screen Kur-Cmohamed100% (1)
- PF - Geiger Climber Screen KRCDokument2 SeitenPF - Geiger Climber Screen KRCmohamedNoch keine Bewertungen
- PF - PASSAVANT Cable Operated Bar Screen RMGWDokument2 SeitenPF - PASSAVANT Cable Operated Bar Screen RMGWmohamedNoch keine Bewertungen
- Bilfinger Water Technologies - Solutions For Biological TreatmentDokument12 SeitenBilfinger Water Technologies - Solutions For Biological TreatmentmohamedNoch keine Bewertungen
- What Is An Oil and Natural Gas ReservoirDokument104 SeitenWhat Is An Oil and Natural Gas ReservoirmohamedNoch keine Bewertungen
- Bilfinger Water Technologies - Solutions For Sludge TreatmentDokument8 SeitenBilfinger Water Technologies - Solutions For Sludge TreatmentmohamedNoch keine Bewertungen
- Bilfinger Water Technologies - Global Unit Water Treatment - EDokument40 SeitenBilfinger Water Technologies - Global Unit Water Treatment - EmohamedNoch keine Bewertungen
- Natural Gas Production: FormationDokument11 SeitenNatural Gas Production: FormationmohamedNoch keine Bewertungen
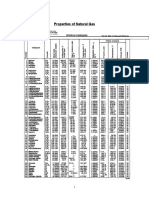
- Properties of Natural GasDokument9 SeitenProperties of Natural GasmohamedNoch keine Bewertungen
- Bilfinger Water Technologies - Solutions For Inlet Works - HeadworksDokument20 SeitenBilfinger Water Technologies - Solutions For Inlet Works - HeadworksmohamedNoch keine Bewertungen
- The Formation of Oil and Gas: ReferencesDokument5 SeitenThe Formation of Oil and Gas: ReferencesmohamedNoch keine Bewertungen
- Turbo Expander FinalDokument25 SeitenTurbo Expander Finalmohamed100% (2)
- What Is Natural GasDokument7 SeitenWhat Is Natural GasmohamedNoch keine Bewertungen
- Thermal Design of Shell and Tube Heat ExchangersDokument5 SeitenThermal Design of Shell and Tube Heat ExchangersmohamedNoch keine Bewertungen
- Natural Gas TroubleshootingDokument17 SeitenNatural Gas TroubleshootingmohamedNoch keine Bewertungen
- Natural Gas ProcessingDokument17 SeitenNatural Gas ProcessingmohamedNoch keine Bewertungen
- Natural Gasprocessing TopicstDokument2 SeitenNatural Gasprocessing TopicstmohamedNoch keine Bewertungen
- Natural Gasprocessing TopicstDokument2 SeitenNatural Gasprocessing TopicstmohamedNoch keine Bewertungen
- Natural Gas TreatmentDokument33 SeitenNatural Gas Treatmentmohamed100% (1)
- Natural Gas FractionationDokument28 SeitenNatural Gas Fractionationmohamed100% (1)
- Philpost RRDokument6 SeitenPhilpost RRGene AbotNoch keine Bewertungen
- دور أخلاقيات الأعمال في تحسين أداء المنظماتDokument14 Seitenدور أخلاقيات الأعمال في تحسين أداء المنظماتChaima LaifaNoch keine Bewertungen
- Necromunda CatalogDokument35 SeitenNecromunda Catalogzafnequin8494100% (1)
- Group 4&5 Activity Syntax AnalyzerDokument6 SeitenGroup 4&5 Activity Syntax AnalyzerJuan PransiskoNoch keine Bewertungen
- LP MAPEH 10 1st Quarter Printing Final.Dokument29 SeitenLP MAPEH 10 1st Quarter Printing Final.tatineeesamonteNoch keine Bewertungen
- TABEL Sifat Uap Jenuh Tabel Suhu Dan TekananDokument8 SeitenTABEL Sifat Uap Jenuh Tabel Suhu Dan Tekanan21-002 Alditua sinabaribaNoch keine Bewertungen
- Lecture 1 Electrolyte ImbalanceDokument15 SeitenLecture 1 Electrolyte ImbalanceSajib Chandra RoyNoch keine Bewertungen
- Net Pert: Cable QualifierDokument4 SeitenNet Pert: Cable QualifierAndrés Felipe Fandiño MNoch keine Bewertungen
- (Kazantzakis Nikos) Freedom or DeathDokument195 Seiten(Kazantzakis Nikos) Freedom or DeathTarlan FisherNoch keine Bewertungen
- Sweat Equity SharesDokument8 SeitenSweat Equity SharesPratik RankaNoch keine Bewertungen
- Aashirwaad Notes For CA IPCC Auditing & Assurance by Neeraj AroraDokument291 SeitenAashirwaad Notes For CA IPCC Auditing & Assurance by Neeraj AroraMohammed NasserNoch keine Bewertungen
- RseDokument60 SeitenRseH S Vishwanath ShastryNoch keine Bewertungen
- Microbiological Quality Ice CreamDokument9 SeitenMicrobiological Quality Ice CreamocortezlariosNoch keine Bewertungen
- MARTELINO Vs Alejandro DigestDokument1 SeiteMARTELINO Vs Alejandro Digestheirarchy100% (2)
- NZ2016SH (32k) - e - NSC5026D 3.3V +100ppmDokument2 SeitenNZ2016SH (32k) - e - NSC5026D 3.3V +100ppmDumarronNoch keine Bewertungen
- Ziarek - The Force of ArtDokument233 SeitenZiarek - The Force of ArtVero MenaNoch keine Bewertungen
- NHL DB Rulebook ENGLISHDokument6 SeitenNHL DB Rulebook ENGLISHAdhika WidyaparagaNoch keine Bewertungen
- PixiiDokument3 SeitenPixiiFoxNoch keine Bewertungen
- Lesson 23 Career PathwaysDokument34 SeitenLesson 23 Career PathwaysAlfredo ModestoNoch keine Bewertungen
- Note Hand-Soldering eDokument8 SeitenNote Hand-Soldering emicpreampNoch keine Bewertungen
- ITCNASIA23 - Visitor GuideDokument24 SeitenITCNASIA23 - Visitor Guideibrahim shabbirNoch keine Bewertungen
- PEA Comp Study - Estate Planning For Private Equity Fund Managers (ITaback, JWaxenberg 10 - 10)Dokument13 SeitenPEA Comp Study - Estate Planning For Private Equity Fund Managers (ITaback, JWaxenberg 10 - 10)lbaker2009Noch keine Bewertungen
- Book of IQ TestsDokument124 SeitenBook of IQ TestsFox Mango100% (4)
- Oral Com Reviewer 1ST QuarterDokument10 SeitenOral Com Reviewer 1ST QuarterRaian PaderesuNoch keine Bewertungen
- Coc 1 ExamDokument7 SeitenCoc 1 ExamJelo BioNoch keine Bewertungen
- 6 RVFS - SWBL Ojt Evaluation FormDokument3 Seiten6 RVFS - SWBL Ojt Evaluation FormRoy SumugatNoch keine Bewertungen
- NOV23 Nomura Class 6Dokument54 SeitenNOV23 Nomura Class 6JAYA BHARATHA REDDYNoch keine Bewertungen
- Work Permits New Guideline Amendments 2021 23.11.2021Dokument7 SeitenWork Permits New Guideline Amendments 2021 23.11.2021Sabrina BrathwaiteNoch keine Bewertungen
- Albert-Einstein-Strasse 42a, D-63322 Roedermark, Germany Tel.: 0049 (0) 6074-7286503 - Fax: 0049 (0) 6074-7286504Dokument19 SeitenAlbert-Einstein-Strasse 42a, D-63322 Roedermark, Germany Tel.: 0049 (0) 6074-7286503 - Fax: 0049 (0) 6074-7286504Ilias Asimakis100% (1)
- Wps For Carbon Steel THK 7.11 GtawDokument1 SeiteWps For Carbon Steel THK 7.11 GtawAli MoosaviNoch keine Bewertungen