Volume 2, Issue 9, September 2017 International Journal of Innovative Science and Research Technology
ISSN No: - 2456 2165
A Review on Drilling of Different Types of Composite
Laminates
Sumesh kumar.A, Sri kumar.S, Vigneshwar.R, M.S.Suresh kumar
Department of Mechanical Engineering
Sri Ramakrishna Engineering College
Abstract:Carbon fiber reinforced plastic materials play a dimensional stability. Glass fiber reinforced plastic, an
major role in the applications of aeronautic, aerospace, advanced composite material, which are widely used in a
sporting and transportation industries. Mechanical variety of applications, including aircraft, robots, and machine
drilling is unavoidable and it is important final machining tools.[1]
process for components made of composite material.
Delamination is one of the major defects to be dealt with. Machining operations like drilling are frequently needed in
This review paper showcases the importance of an composite structures, as the use of bolts, rivets or screws is
adequate selection of drilling tools and machining required to join the parts. Generally, machined parts have poor
parameters to extend the life cycle of these laminates as a surface appearance and tool wear is higher. One of the
consequence of enhanced reliability. Before we analyze the problems related with composites machining is the nature of
cause and effects of delamination we need to understand the fiber reinforcement, which is usually very abrasive and
the behavior of different composite materials towards causes rapid tool wear and deterioration of the machined
mechanical drilling. Such detailed aspects of drilling on surfaces.One of the most common problems relates to the need
various composite materials will benefit from a of drilling without delamination. Several studies on this
comprehensive literature review on drilling of composite subject have been reported, and it is therefore now possible to
materials. This review paper summarizes the characters envisage a drilling strategy that keeps delamination risk at a
exhibited by different composite materials over drilling. minimum.[2]
I. INTRODUCTION II. LITERATURE REVIEW
A Composite material (also called composition material or
shortened tocomposite, which is the common name) is a A. Electrical Discharge Abrasive Drilling Of Hard Materials
material made from two or more constituent materials with Using A Metal Matrix Composite Electrode
significantly different physicalor chemical properties that,
when combined, produce a material with characteristics
different from the individual components. The individual The machined surfaces of mold steel HPM50 and tungsten
components remain separate and distinct within the finished carbide P20 were examined by scanning electron microscopy
structure.A fiber reinforced composite (FRC) is acomposite (SEM) and their surface roughness measured by a
building material that consists of three major components- (i) prolemeter.[3]
the fibers as the discontinuous or dispersed phase, (ii) the
For electrodes Metal matrix composites can be placed into
matrix as the continuous phase, and (iii) the fine interphase
three categories namely particulate, ber, and laminar, based
region, also known as the interface.
on the shapes of the reinforced materials.[3]
Glass fiber reinforced plastics play a vital role in many
SiCp was selected as the reinforcement. Copper was selected
engineering applications as an alternative to various heavy
as the matrix material for its high electric conductivity.Higher
exotic materials.In GFRP polymeric composites, the matrix of
material removal rate and lower surface roughness can be
polymer (resin) is reinforced with glass fibers.Composite
achieved when suitable electrode rotating speed, SiCp size,
materials are finding advancedtechnology applications in
and working current are chosen.[3]Experimental results
avionics, automobile, and machine tool industries and so on
showed that when using HPM 50 mold steel as the work piece,
due to their excellent properties such as high specific strength,
high stiffness, high damping, low thermal expansion, and good
IJISRT17SP75 www.ijisrt.com 223
Volume 2, Issue 9, September 2017 International Journal of Innovative Science and Research Technology
ISSN No: - 2456 2165
the EDAD machining efficiency was 3 to 7 times that of The effects introduced by tool type and feed rate on surface
normal EDM operation.[3] quality in this study were larger than the effect of spindle
speed, heat treatment, and drill point angle.
B. Drilling of Hybrid Aluminium Matrix Composites
D. Trepanning Drilling of the Ceramic Composite Armor
This paper exhibits the influence of cutting parameters on Using A Sintering Diamond Tool
thrust force, surface finish, and bur formation while drilling in
Al2219/15SiCp and Al2219/15SiCp-3Gr composites.Metal An experimental study on drilling a typical laminated ceramic
matrix composites (MMCs) are currently being used in composite armor by using a special sintering diamond thin
advanced automotive and aerospace applications. The wall trepanning tool has been carried out to analyze the
performance of MMCs is superior to conventional materials in drilling parameters.To improve the machining efficiency,
various aspects such as improved physical, mechanical, and process parameters including the spindle speed and the axial
thermal properties that include high specific strength and force have been optimized through drilling experiments.[6]
modulus, low density, high abrasion and wear resistance and
high thermal conductivity.[4] The surface quality of a hole wall machined has been studied,
and an advisable measure is given.High speed steel or carbide
The composites were fabricated using the liquid metallurgy tipped bits are used for drilling FRP, and by using high-speed
method. The tools which were used are commercially machining high-quality holes can be obtained with
available carbide and coated carbide drills.Drilling comparatively high machining efficiency.[6]
experiments on Al2O3 aluminiumbased metal matrix
composites using different drill materials and found that the The machining efficiency increases evidently with an increase
abrasive particles cause excessive flank wear.It is found that of the spindle speed. The reasons for the tool skidding at hole
HSS tools are not suitablefor machining composite materials exit are summarized as two points, namely the non-uniform
and it is reported that HSS is not a suitable tool material due to wear of the tool lip and the bad conditions of discharging
its high abrasive wear, as they observed a flank wear of 1 mm chips and cooling at hole exit.[6]
for drilling a single hole at 0.1 mm/rev at 3000 rpm in
MMC.[4]
The results indicate that inclusion of graphite as an additional E. Drilling of A Hybrid Al/Sic/Gr Metal Matrix Composites
reinforcement in Al/SiCp reinforced composite reduces the
thrust force. Feed rate is found to have significant influence on Drilling tests are conducted with diamond like carboncoated
the thrust force, surface finish, and burr height. The surface cutting tools on Al/20%SiC/5%Gr and Al/20%SiC/10%Gr.
roughness(Ra) value increases with the increase in feed rate This paper is an attempt to understand the machining
and decreases with the increase in cutting speed. The chip characteristics of the new hybrid metal matrix composites.[7]
formed in drilling Al2219/15SiCp-3Gr composite is of
The results indicated that inclusion of graphite as an additional
discontinuous type making it easier for chip disposal.
reinforcement in Al/SiCp reinforced composite reduces the
cutting force. The surface roughness value is proportional with
the increase in feed rate while inversely proportional with
C. Drilling of AL/SICP Metal Matrix Composite cutting speed in both composites. The lowest cuttingforce
value (324 N) was recorded at drilling of Al/20% SiC/10%Gr.
This paper presents process parameters for surface roughness Surface finish is poor at drilling of Al/20%SiC/10%Gr
in drilling of Al/ SiCp metal matrix composite. The composite compared to Al/20%SiC/5%Gr composite.[7]
experimental studies were conducted under varying
parameters. The optimum drilling parameter combination was
obtained by using the analysis of signal-to-noise ratio.
Through statistical analysis it is determined that significant F. Machinability Study of Hybrid Nanoclay Glass Fibre
factors were the feed rate and tool type.Spindle speed, drill Reinforced Polyester Composites
point angle, and heat treatment have been determined being
Glass fibre reinforced polyester composites(GRP) and hybrid
insignificant factors on the surface roughness. drill type was
nanoclay and glass fibre reinforced polyester nano composites
about 15 times more important than the feed rate for
(CGRP) refabricated by vacuum assisted resin infusion
controlling the surface roughness.[5]
technique.The optimum mechanical properties are obtained
for CGRP with 3wt.% nanoclay. Three types of drills
(carbide twist drill D 5407060, HSS twist drill BS-328, and
IJISRT17SP75 www.ijisrt.com 224
Volume 2, Issue 9, September 2017 International Journal of Innovative Science and Research Technology
ISSN No: - 2456 2165
HSS end mill (4 flutes N-type end mill RH-helical flute)) of The results of the conducted experiments enlightened the fact
6mm diameters are used to drill holes on GRP and CGRP.[8] thatcryogenically treated drills exhibited better performance
thanthe untreated drills in terms of the dimensional accuracy
Three different speeds (600, 852, and 1260rpm) and two andsurface roughness of the MMCs. In the tool life
different feeds (0.045, 0.1mm/rev) are selected as process experiments,when compared to the conventionally heat
parameters. The effect of process parameter on thrust force treatedtools, the cryogenically treated tools gained increasesin
and delamination during drilling CGRP is analyzed for tool life of 256 and 161 % at the cutting speeds of 15 and25
optimizing the machining parameters. The delamination factor m/min, respectively.Moreover, on both cutting tools,
is low for the optimum process parameter (feed = 0.1mm/rev builtupedge (BUE) on the chisel edges and flank wear on
and speed 852rpm). Microstructural analysis confirms that at thecutting could be observed.[10]
higher feeds, delamination is low for CGRP drilled with
carbide tools. In order to analyze the effect of nanoclay in
CGRP on tool wear, 200 holes were drilled on CGRP samples
with 3wt.% nanoclay, and the tool wear is analyzed under I. Drilling Quality of Printed Circuit Board
optimized parametric condition. Tool wear is high in HSS
twist drill compared with carbide drill. The presence of The drilling machinability of PCB fixture hole is
nanoclay also accelerates the tool wear.[8] studied;effects of drilling parameters on thrust force, drilling
temperature and quality are discussed in detail. The
experimental results show that resin will be melted during the
drilling process. The increase in spindle speed will lead to
G. Effects of Drilling with Varying Spindle Speed Using drilling temperature rise.[11]
Different Thickness of GFRP on the Damage Factor
The spallingof glass fibers result in the generation of hole wall
Vacuum assisted resin infusion method is use in fabricating roughness. The depth of exit burrs is increased with the
the glass fiber reinforcement polymer samples, where different elevated feed. Drilling experiments are carried out with 9 drill
thicknesses of GFRP were used in the drilling process with bits which have different point angles, flue angle, helix angles
different spindle speed. The results show that the temperature and length of chisel edges. Analysis of variance(ANOVA) is
influences the damage factor of the drilling. Higher spindle carried out for hole quality parameters. Desirability function
speed will generate higher temperature that softens the matrix method is used in multiple response optimization to obtainthe
thus generating lower damage factor. The suitable drill bit optimal tool geometry parameters.[11]
temperature is between 150-200C. Thickness of the GFRP
samples also influences the temperature generated and the
damage factor. Thicker GFRP will have lower damage factor
compares to thinner GFRP due to its stiffness in withstanding J. Studies on Electro Discharge Drilling of an Al2O3TiC
pulling and pushing force generated during the drilling. When Composite
drilling thicker GFRP, higher temperature is recorded while
generating lower damage factor.[9] An experimental study onEDD of 0.4-mm diameter holes with
an aspect ratio of 20 inAl2O3TiC, using copper electrodes
are carried out. Peak current (Ip),pulse-on time (ton), and
pulse-off time (toff) are varied asindependent variables.[12]
H. Evaluation of Drilling Al/SiC Composites with
Cryogenically Treated HSS Drills The results are elaborated and combinedwith the observation
of the morphology of drilled surfaces,leading to a process
This paper evaluates the performance of cryogenically treated description where the pulse power is theruling factor. The
M35 high-speed steel(HSS) twist drills in the drilling of adoption of peak current, voltage, andpulse duration as
Al/SiC metal matrixcomposites (MMCs) produced with the independent variables, common in literature,fails in the
hot pressing methodin terms of dimensional accuracy, surface discrimination between process regimes thatoccur in distinct
roughnessand tool life. The cutting tool (Ct), cutting speed power ranges. The effects regard both theelectrode and the
(Vc) and feedrate were taken as control factors. The Taguchi workpiece.[12]
method L18(2137) was used for the determination of
optimum controlfactors.The optimum combinations of the
control factors for Da and surface roughness were determined
as A2B2C1 and A2B1C1, respectively.First order predictive
models were developed with linear regressionanalysis, and the
coefficients of correlation for Daand Rawere calculated as
R2=80.5 and R2=79.0, respectively.[10]
IJISRT17SP75 www.ijisrt.com 225
Volume 2, Issue 9, September 2017 International Journal of Innovative Science and Research Technology
ISSN No: - 2456 2165
III. CONSTRUCTION [5]. Gl Tosun, tatistical analysis of process parameters in
drilling of AL/SICP metal matrix composite,(2011)
55:477485
[6]. Lei Zheng & Baowei Wang & Baofu Feng & Chao Gao
The following conclusions can be drawn with regards to the & Juntang Yua, Experimental study on trepanning
drilling of composite material: drilling of the ceramic composite armor using a sintering
diamond tool, (2011) 56:421427.
Feed rate is found to have significant influence on the [7]. Yahya Altunpak & Mustafa Ay & Serdar Aslan, Drilling
thrust force, surface finish, and burr height. of a hybrid Al/SiC/Gr metal matrix composites, Int J
The effects introduced by tool type and feed rate on Adv Manuf Technol (2012) 60:513517.
surface quality in this study were larger than the [8]. P.Prabhu,1,2 P.Jawahar,3 M.Balasubramanian,4
effect of spindle speed, heat treatment, and drill point andT.P.Mohan5, Machinability Study of Hybrid
angle. Nanoclay-Glass Fibre Reinforced Polyester
Inclusion of graphite as an additional reinforcement Composites,Volume 2013, Article ID 416483.
in Al/SiCp reinforced composite reduces the thrust [9]. Woo Tze Keong1,a, Faiz Ahmad 2 , Safian Sharif 3 and
force and cutting force. Mohd Azuwan Moinser 4, Evaluate of the Effects of
The machining efficiency increases evidently with an Drilling with Varying Spindle Speed Using Different
increase of the spindle speed. The reasons for the tool Thickness of GFRP on the Damage Factor,DOI:
skidding at hole exit are summarized as two points, 10.1051/2014 13 04008.
namely the non-uniform wear of the tool lip and the [10]. Ergn Ekici & Ali Riza Motorcu, Evaluation of
bad conditions of discharging chips and cooling at drilling Al/SiC composites with cryogenicallytreated HSS
hole exit. drills, Int J Adv Manuf Technol (2014) 74:14951505.
Feed rate is the main factor influencing the cutting [11]. Xiaohu Zheng1,#, Dapeng Dong1, Lixin Huang2,
force in both composites. The surface roughness Qinglong An1, Xibin Wang3, and Ming Chen1,Research
value is proportional with the increase in feed rate on Fixture Hole Drilling Quality of Printed Circuit
while inversely proportional with cutting speed in Board, INTERNATIONAL JOURNAL OF PRECISION
composites. ENGINEERING AND MANUFACTURING Vol. 14,
Delamination is low for CGRP drilled with carbide No. 4, pp. 525-534.
tools. [12]. Flaviana Calignano & Lucia Denti & Elena Bassoli
& Andrea Gatto & Luca Iulian, Studies on
electrodischarge drilling of an Al2O3TiC composite,
REFERENCE Int J Adv Manuf Technol (2013) 66:17571768
[1]. S. Aravindan & A. Naveen Sait & A. Noorul Haq, A
machinability study of GFRP pipes using statistical
techniques,Int J Adv Manuf Technol (2008) 37:1069
1081.
[2]. Lus Miguel P. Duro 1,*, Joo Manuel R.S. Tavares 2,
Victor Hugo C. de Albuquerque 3, Jorge Filipe S.
Marques 1 and Oscar N.G. Andrade 1, Drilling Damage
in Composite Material,Materials 2014, 7, 3802-3819;
doi:10.3390/ma7053802.
[3]. KuenMingShuHungRungShihG.C.Tu,Electricaldischar
geabrasivedrillingofhardmaterialsusingametalmatrixcomp
ositeelectrode,Int J Adv Manuf Technol (2006) 29: 678
687
[4]. S. Basavarajappa & G. Chandramohan & J. Paulo Davim
& M. Prabu & K. Mukund & M. Ashwin & M.
PrasannaKumar, Drilling of hybrid aluminium matrix
composites,Int J Adv Manuf Technol (2008) 35:1244
1250.
IJISRT17SP75 www.ijisrt.com 226
Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Student Exploration: Air Track: Name: Akshat Date:12/15/20Dokument9 SeitenStudent Exploration: Air Track: Name: Akshat Date:12/15/20Akshat Pant100% (8)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Transmission Oil Cooler Recommendations - ESA - 04 - 877724 PDFDokument6 SeitenTransmission Oil Cooler Recommendations - ESA - 04 - 877724 PDFApdel Rahman RazzoukNoch keine Bewertungen
- ASCO RCS-Safety-ManualV9535R2x PDFDokument22 SeitenASCO RCS-Safety-ManualV9535R2x PDFpaul_brightNoch keine Bewertungen
- Impact of Stress and Emotional Reactions due to the Covid-19 Pandemic in IndiaDokument6 SeitenImpact of Stress and Emotional Reactions due to the Covid-19 Pandemic in IndiaInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Utilization of Waste Heat Emitted by the KilnDokument2 SeitenUtilization of Waste Heat Emitted by the KilnInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Detection and Counting of Fake Currency & Genuine Currency Using Image ProcessingDokument6 SeitenDetection and Counting of Fake Currency & Genuine Currency Using Image ProcessingInternational Journal of Innovative Science and Research Technology100% (9)
- Entrepreneurial Creative Thinking and Venture Performance: Reviewing the Influence of Psychomotor Education on the Profitability of Small and Medium Scale Firms in Port Harcourt MetropolisDokument10 SeitenEntrepreneurial Creative Thinking and Venture Performance: Reviewing the Influence of Psychomotor Education on the Profitability of Small and Medium Scale Firms in Port Harcourt MetropolisInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- An Overview of Lung CancerDokument6 SeitenAn Overview of Lung CancerInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Ambulance Booking SystemDokument7 SeitenAmbulance Booking SystemInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Designing Cost-Effective SMS based Irrigation System using GSM ModuleDokument8 SeitenDesigning Cost-Effective SMS based Irrigation System using GSM ModuleInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Unmasking Phishing Threats Through Cutting-Edge Machine LearningDokument8 SeitenUnmasking Phishing Threats Through Cutting-Edge Machine LearningInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Digital Finance-Fintech and it’s Impact on Financial Inclusion in IndiaDokument10 SeitenDigital Finance-Fintech and it’s Impact on Financial Inclusion in IndiaInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Auto Tix: Automated Bus Ticket SolutionDokument5 SeitenAuto Tix: Automated Bus Ticket SolutionInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Effect of Solid Waste Management on Socio-Economic Development of Urban Area: A Case of Kicukiro DistrictDokument13 SeitenEffect of Solid Waste Management on Socio-Economic Development of Urban Area: A Case of Kicukiro DistrictInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Computer Vision Gestures Recognition System Using Centralized Cloud ServerDokument9 SeitenComputer Vision Gestures Recognition System Using Centralized Cloud ServerInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Predictive Analytics for Motorcycle Theft Detection and RecoveryDokument5 SeitenPredictive Analytics for Motorcycle Theft Detection and RecoveryInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Study Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoDokument6 SeitenStudy Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Forensic Advantages and Disadvantages of Raman Spectroscopy Methods in Various Banknotes Analysis and The Observed Discordant ResultsDokument12 SeitenForensic Advantages and Disadvantages of Raman Spectroscopy Methods in Various Banknotes Analysis and The Observed Discordant ResultsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- An Industry That Capitalizes Off of Women's Insecurities?Dokument8 SeitenAn Industry That Capitalizes Off of Women's Insecurities?International Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Cyber Security Awareness and Educational Outcomes of Grade 4 LearnersDokument33 SeitenCyber Security Awareness and Educational Outcomes of Grade 4 LearnersInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Factors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaDokument6 SeitenFactors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Parastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueDokument2 SeitenParastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Blockchain Based Decentralized ApplicationDokument7 SeitenBlockchain Based Decentralized ApplicationInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Insights Into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesDokument8 SeitenInsights Into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Implications of Adnexal Invasions in Primary Extramammary Paget's Disease: A Systematic ReviewDokument6 SeitenImplications of Adnexal Invasions in Primary Extramammary Paget's Disease: A Systematic ReviewInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Impact of Silver Nanoparticles Infused in Blood in A Stenosed Artery Under The Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in A Sten. Art. Under The Eff. of Mag. FieldDokument6 SeitenImpact of Silver Nanoparticles Infused in Blood in A Stenosed Artery Under The Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in A Sten. Art. Under The Eff. of Mag. FieldInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Smart Health Care SystemDokument8 SeitenSmart Health Care SystemInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Visual Water: An Integration of App and Web To Understand Chemical ElementsDokument5 SeitenVisual Water: An Integration of App and Web To Understand Chemical ElementsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Air Quality Index Prediction Using Bi-LSTMDokument8 SeitenAir Quality Index Prediction Using Bi-LSTMInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Predict The Heart Attack Possibilities Using Machine LearningDokument2 SeitenPredict The Heart Attack Possibilities Using Machine LearningInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Compact and Wearable Ventilator System For Enhanced Patient CareDokument4 SeitenCompact and Wearable Ventilator System For Enhanced Patient CareInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Smart Cities: Boosting Economic Growth Through Innovation and EfficiencyDokument19 SeitenSmart Cities: Boosting Economic Growth Through Innovation and EfficiencyInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Parkinson's Detection Using Voice Features and Spiral DrawingsDokument5 SeitenParkinson's Detection Using Voice Features and Spiral DrawingsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Kaplan - Expt No. 3Dokument14 SeitenKaplan - Expt No. 3ruikar manojNoch keine Bewertungen
- RC Mini ProjekDokument11 SeitenRC Mini ProjekMohd HisbullahNoch keine Bewertungen
- Japan: EDI CT OF GovernmentDokument23 SeitenJapan: EDI CT OF GovernmentHan Win AungNoch keine Bewertungen
- Buesch Xl4 Penstock en 20140905Dokument2 SeitenBuesch Xl4 Penstock en 20140905Ricardo BarrosNoch keine Bewertungen
- SOHC Head Flow Data + CarburetorsDokument62 SeitenSOHC Head Flow Data + CarburetorsVincenzo SepeNoch keine Bewertungen
- Kruger Tunnel Ventilation Products BrochureDokument12 SeitenKruger Tunnel Ventilation Products BrochureMarino AyalaNoch keine Bewertungen
- Eview Nnovations May 2022 Ce Board Exam RENDON 6 (Hydraulics)Dokument3 SeitenEview Nnovations May 2022 Ce Board Exam RENDON 6 (Hydraulics)Kian InductivoNoch keine Bewertungen
- Science Unit-Wheels and LeversDokument11 SeitenScience Unit-Wheels and Leversapi-535552931Noch keine Bewertungen
- Mechanical SealDokument16 SeitenMechanical SealRAJEDIA ABDULLAHNoch keine Bewertungen
- ABB IRB 6400 Servo Change ManualDokument21 SeitenABB IRB 6400 Servo Change ManualAntonio SanchezNoch keine Bewertungen
- PC130-8 Parte 2Dokument440 SeitenPC130-8 Parte 2Renata MansanoNoch keine Bewertungen
- BS EN746!3!1997 Industrial Thermoprocessing EquipmentDokument34 SeitenBS EN746!3!1997 Industrial Thermoprocessing EquipmentThaiminh Vo100% (1)
- Factors Affecting Comfort Air Conditioning:: A) Fan: B) Air Condition: C) Filters: D) Supply Duct and OutletDokument4 SeitenFactors Affecting Comfort Air Conditioning:: A) Fan: B) Air Condition: C) Filters: D) Supply Duct and Outletbibekananda sahooNoch keine Bewertungen
- 5.3 Code, Standard and RegulationDokument7 Seiten5.3 Code, Standard and Regulationandrieysyah2525Noch keine Bewertungen
- Direct Numerical SimulationDokument38 SeitenDirect Numerical SimulationddqylxgNoch keine Bewertungen
- 528N - Electrically Non-Conductive Hose: Performance Exceeds SAE 100 R8 / ISO 3949 Type R8 / DIN EN 855 Type R8Dokument1 Seite528N - Electrically Non-Conductive Hose: Performance Exceeds SAE 100 R8 / ISO 3949 Type R8 / DIN EN 855 Type R8Jas SumNoch keine Bewertungen
- Gearbox Overhaul and Repair ProcedureDokument3 SeitenGearbox Overhaul and Repair ProcedureHugho0% (1)
- 10 Herramienta Caterpillar Hidraulicas y EstructurasDokument50 Seiten10 Herramienta Caterpillar Hidraulicas y EstructurasLuis ValenzuelaNoch keine Bewertungen
- WCTE 2018 Conference Paper Stoner FinalVerDokument7 SeitenWCTE 2018 Conference Paper Stoner FinalVerMichael StonerNoch keine Bewertungen
- Electrical Equipment: Passenger Compartment Connection UnitDokument233 SeitenElectrical Equipment: Passenger Compartment Connection UnitEeeps100% (2)
- CAPSTONEDokument2 SeitenCAPSTONEJustin RoxasNoch keine Bewertungen
- Simulink Model For Teaching The 'Stick-Slip' Friction Phenomenon in 'Machine Vibration and Noise' CourseDokument10 SeitenSimulink Model For Teaching The 'Stick-Slip' Friction Phenomenon in 'Machine Vibration and Noise' Courseeko123Noch keine Bewertungen
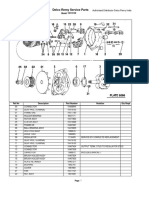
- Delco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaDokument2 SeitenDelco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaWilson AcostaNoch keine Bewertungen
- BearingsDokument51 SeitenBearingspatel ketan67% (3)
- Slenderness RatioDokument6 SeitenSlenderness RatioDuke StonerNoch keine Bewertungen
- 2 - 2011 570 Closed Book Exam (75Qs)Dokument15 Seiten2 - 2011 570 Closed Book Exam (75Qs)Sunny Thundil100% (3)
- Example 3: Concrete Pile, ECH, Tension Stress Check: GRLWEAP Standard ExamplesDokument2 SeitenExample 3: Concrete Pile, ECH, Tension Stress Check: GRLWEAP Standard ExamplesbozarromegustaNoch keine Bewertungen