Das könnte Ihnen auch gefallen
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsVon EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNoch keine Bewertungen
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDokument12 SeitenSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486Noch keine Bewertungen
- Understanding Carbon Formation in Reforming ProcessesDokument26 SeitenUnderstanding Carbon Formation in Reforming ProcessesBilalNoch keine Bewertungen
- Ammonia TechnologyDokument13 SeitenAmmonia TechnologyMihaela Popescu-NeagoeNoch keine Bewertungen
- Lessons Learned With Ammonia Synthesis CatalystsDokument12 SeitenLessons Learned With Ammonia Synthesis CatalystssugumarNoch keine Bewertungen
- By Product in Ammonia Plant PDFDokument12 SeitenBy Product in Ammonia Plant PDFMd. Imran HossainNoch keine Bewertungen
- Options For Economical Supply of Hydrogen: Special EquipmentDokument4 SeitenOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNoch keine Bewertungen
- Improve Urea Reactor Performance with High Efficiency TraysDokument21 SeitenImprove Urea Reactor Performance with High Efficiency TraysJaviera MellaNoch keine Bewertungen
- Conversion of SulfinolSM To BASF's aMDEADokument12 SeitenConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNoch keine Bewertungen
- Feasibilty For The ProjectDokument18 SeitenFeasibilty For The ProjectRana UzairNoch keine Bewertungen
- Heat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFDokument17 SeitenHeat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFJaved MohammedNoch keine Bewertungen
- Ammonia Synthesis ConverterDokument26 SeitenAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- Operating Manual Ammonia Synthesis Jan 08Dokument20 SeitenOperating Manual Ammonia Synthesis Jan 08Gaurav GuptaNoch keine Bewertungen
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODokument33 SeitenAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNoch keine Bewertungen
- 34perr PDFDokument18 Seiten34perr PDFAlek KrótkiNoch keine Bewertungen
- 6 Ammonia PlantDokument29 Seiten6 Ammonia PlantMunawar Lal Joshi100% (1)
- Ammonia Synthesis ReactorsDokument4 SeitenAmmonia Synthesis ReactorsShivangi PancholiNoch keine Bewertungen
- Aiche-36-021Equipment Performance of AmmoniaDokument9 SeitenAiche-36-021Equipment Performance of AmmoniaHsein WangNoch keine Bewertungen
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDokument17 Seiten"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
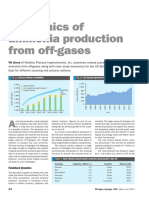
- Economics of Ammonia Production From OffgasesDokument6 SeitenEconomics of Ammonia Production From Offgasesvkarora58Noch keine Bewertungen
- 100 Years of Ammonia Synthesis: A Review of DevelopmentsDokument10 Seiten100 Years of Ammonia Synthesis: A Review of DevelopmentsGrootNoch keine Bewertungen
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDokument8 Seiten4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNoch keine Bewertungen
- Q1 Catalyst CatastrophesDokument6 SeitenQ1 Catalyst CatastrophesGhulam RasoolNoch keine Bewertungen
- 2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsDokument32 Seiten2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsIvonneNoch keine Bewertungen
- Gbhe Ammonia Co2 Removal Systems WSV PDFDokument20 SeitenGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyNoch keine Bewertungen
- Ammonia Converter FailureDokument15 SeitenAmmonia Converter FailureAnonymous UoHUagNoch keine Bewertungen
- GV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, IndiaDokument12 SeitenGV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, Indiavaratharajan g rNoch keine Bewertungen
- Shift Conversion OperationDokument26 SeitenShift Conversion OperationMuhammad JunaidNoch keine Bewertungen
- Choosing A Selective Hydrogenation SystemDokument9 SeitenChoosing A Selective Hydrogenation SystemrizaherNoch keine Bewertungen
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDokument12 SeitenNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNoch keine Bewertungen
- The Star Process by Uhde: Industrial SolutionsDokument24 SeitenThe Star Process by Uhde: Industrial SolutionsAjaykumarNoch keine Bewertungen
- Haldor Topsoe Hter First ExperiencesDokument8 SeitenHaldor Topsoe Hter First ExperiencesGeorge Van BommelNoch keine Bewertungen
- Methanol DistillationDokument6 SeitenMethanol DistillationNaseeb AliNoch keine Bewertungen
- Final ReportDokument46 SeitenFinal ReportVarun Gupta100% (1)
- Hydrogen from refinery offgas: Three schemes comparedDokument3 SeitenHydrogen from refinery offgas: Three schemes comparedkulaspiro100% (1)
- 2020 w1 d2 m1 JD SynCORDokument11 Seiten2020 w1 d2 m1 JD SynCORNhân Trương VănNoch keine Bewertungen
- 6 MarchDokument51 Seiten6 MarchmaritsyaditaaNoch keine Bewertungen
- Afa Workshop Alexandria Egypt 2008 Revamping The Casale WayDokument24 SeitenAfa Workshop Alexandria Egypt 2008 Revamping The Casale WayJose DenizNoch keine Bewertungen
- Ammonia The Next StepDokument11 SeitenAmmonia The Next StepmuralleroNoch keine Bewertungen
- Celanese PFD of MethanolDokument1 SeiteCelanese PFD of MethanolJessica CehNoch keine Bewertungen
- Advanced Gas-Heated Reformer: P. W. FarneilDokument9 SeitenAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNoch keine Bewertungen
- NH3 Process DescriptionDokument8 SeitenNH3 Process DescriptionMusa KaleemNoch keine Bewertungen
- Documents - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront EndDokument28 SeitenDocuments - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront Endnafees ahmadNoch keine Bewertungen
- Sulphuric AcidDokument21 SeitenSulphuric AcidFabian SealeyNoch keine Bewertungen
- RusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFDokument28 SeitenRusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFlaquetengoNoch keine Bewertungen
- Oxygen Enrichment FundamentalsDokument15 SeitenOxygen Enrichment FundamentalsahmadNoch keine Bewertungen
- HTCR Vs HTERDokument7 SeitenHTCR Vs HTERlaquetengoNoch keine Bewertungen
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerDokument6 SeitenPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringervaratharajan g rNoch keine Bewertungen
- KRES TechnologyDokument10 SeitenKRES TechnologyabubakarNoch keine Bewertungen
- Biopproducts From Syngas: 1. Executive Summary/ConclusionsDokument98 SeitenBiopproducts From Syngas: 1. Executive Summary/ConclusionsGonzalo TitoNoch keine Bewertungen
- KSFL ReportDokument56 SeitenKSFL ReportAbhishek KumarNoch keine Bewertungen
- Ammonia Cracker ComponentsDokument2 SeitenAmmonia Cracker ComponentsPuneet Kumar SharmaNoch keine Bewertungen
- 2000 Development of The ACES 21 ProcessDokument17 Seiten2000 Development of The ACES 21 ProcessTTaddictNoch keine Bewertungen
- Ammonia Energy - EfficiencyDokument4 SeitenAmmonia Energy - Efficiencyanupam01013787Noch keine Bewertungen
- ShiftMax 120 PDFDokument6 SeitenShiftMax 120 PDFHimanshu GuptaNoch keine Bewertungen
- Biogas From ADDokument88 SeitenBiogas From ADoscarbtt36530% (1)
- Ammonia Stripping MethodDokument2 SeitenAmmonia Stripping MethodsagbvnNoch keine Bewertungen
- 2017-02-15 Brochure Ammonium Sulfate Plants SCRDokument8 Seiten2017-02-15 Brochure Ammonium Sulfate Plants SCRSya Fitri MarsellaNoch keine Bewertungen
- Successful Design of Catalysts: Future Requirements and DevelopmentVon EverandSuccessful Design of Catalysts: Future Requirements and DevelopmentNoch keine Bewertungen
- Torftech Literature - CompleteDokument28 SeitenTorftech Literature - CompleteGeorge Van BommelNoch keine Bewertungen
- Multigon: Silos For Mass Flow & Maximum Useable VolumeDokument8 SeitenMultigon: Silos For Mass Flow & Maximum Useable VolumeGeorge Van BommelNoch keine Bewertungen
- Miscanthus White Oak Sawdust TorrefactionDokument20 SeitenMiscanthus White Oak Sawdust TorrefactionGeorge Van BommelNoch keine Bewertungen
- Aeon Konza TorrefactionDokument17 SeitenAeon Konza TorrefactionGeorge Van BommelNoch keine Bewertungen
- Methanol - Prospectus Technologies PDFDokument32 SeitenMethanol - Prospectus Technologies PDFGeorge Van BommelNoch keine Bewertungen
- Furans Biopolymer Materials-TfcDokument10 SeitenFurans Biopolymer Materials-TfcGeorge Van BommelNoch keine Bewertungen
- A Complete and Comprehensive Overview of Torrefaction TechnologiesDokument56 SeitenA Complete and Comprehensive Overview of Torrefaction TechnologiesGeorge Van BommelNoch keine Bewertungen
- AvDokument21 SeitenAvViet Quoc DinhNoch keine Bewertungen
- Torrefaction RD3 4 Milestone3ReportDokument11 SeitenTorrefaction RD3 4 Milestone3ReportGeorge Van BommelNoch keine Bewertungen
- Advances in Biomass Integrated Size Reduction and SeparationDokument1 SeiteAdvances in Biomass Integrated Size Reduction and SeparationGeorge Van BommelNoch keine Bewertungen
- Temp-Plate Energy Banks: Energy Savers For Pulp and Paper MillsDokument3 SeitenTemp-Plate Energy Banks: Energy Savers For Pulp and Paper MillsGeorge Van BommelNoch keine Bewertungen
- Methanol - Prospectus Technologies PDFDokument32 SeitenMethanol - Prospectus Technologies PDFGeorge Van BommelNoch keine Bewertungen
- Report Bio-Based Plastic FactsDokument67 SeitenReport Bio-Based Plastic FactsalpersakirmetinNoch keine Bewertungen
- Small Static Pellet Plants: Cyclone Separator Vertical AugerDokument2 SeitenSmall Static Pellet Plants: Cyclone Separator Vertical AugerGeorge Van BommelNoch keine Bewertungen
- Shearing Characteristics of Biomass For Size Reduction: An ASAE Meeting Presentation Paper NumberDokument7 SeitenShearing Characteristics of Biomass For Size Reduction: An ASAE Meeting Presentation Paper NumberGeorge Van BommelNoch keine Bewertungen
- Composistion of Herbaceous FeedstocksDokument16 SeitenComposistion of Herbaceous FeedstocksGeorge Van BommelNoch keine Bewertungen
- Phosphate Industry OverviewDokument19 SeitenPhosphate Industry OverviewGeorge Van BommelNoch keine Bewertungen
- Safety Data Sheet: Section 1. IdentificationDokument16 SeitenSafety Data Sheet: Section 1. IdentificationGeorge Van BommelNoch keine Bewertungen
- 47764Dokument147 Seiten47764Rajnesh PonkiaNoch keine Bewertungen
- Phosphates and Phosphoric Acid in Everyday LifeDokument13 SeitenPhosphates and Phosphoric Acid in Everyday LifeGeorge Van BommelNoch keine Bewertungen
- What is biomass? Understanding biomass types and combustion propertiesDokument4 SeitenWhat is biomass? Understanding biomass types and combustion propertiesGeorge Van BommelNoch keine Bewertungen
- C02 - Emission Wood Versus CoalDokument4 SeitenC02 - Emission Wood Versus CoalGeorge Van BommelNoch keine Bewertungen
- NACE - Jubail GEWPT1Dokument37 SeitenNACE - Jubail GEWPT1riccardocozzaNoch keine Bewertungen
- p09 - 2gbio Bentsen Et Al (2006) PDFDokument45 Seitenp09 - 2gbio Bentsen Et Al (2006) PDFjazNoch keine Bewertungen
- Algae PositionpaperDokument15 SeitenAlgae PositionpaperSabibrNoch keine Bewertungen
- Ethanol From Lignocellulosic PDFDokument13 SeitenEthanol From Lignocellulosic PDFGeorge Van BommelNoch keine Bewertungen
- Ammonia Synthesis with Alternate Feedstock DesignDokument135 SeitenAmmonia Synthesis with Alternate Feedstock DesignelkhatriNoch keine Bewertungen
- Strat Up Process PlantDokument383 SeitenStrat Up Process PlantGeorge Van Bommel50% (2)
- Boiler Water Treatment PDFDokument37 SeitenBoiler Water Treatment PDFVelmuruganNoch keine Bewertungen
- Haldor Topsoe Hter First ExperiencesDokument8 SeitenHaldor Topsoe Hter First ExperiencesGeorge Van BommelNoch keine Bewertungen
- ALSOQOOF IntroductionDokument5 SeitenALSOQOOF Introductionsudeesh kumarNoch keine Bewertungen
- International MaxxForce engine fault code troubleshooting guideDokument14 SeitenInternational MaxxForce engine fault code troubleshooting guidePablo CervantesNoch keine Bewertungen
- Asco Avtron 2000 Series With Sigma LT User Manual PDFDokument43 SeitenAsco Avtron 2000 Series With Sigma LT User Manual PDFfernandoNoch keine Bewertungen
- Electrical Machines DC Motor NewDokument27 SeitenElectrical Machines DC Motor NewPranav MahadikNoch keine Bewertungen
- Arlan Alvar: Compex Certified E&I Ex Inspector (Qa/Qc) Available For New OpportunityDokument3 SeitenArlan Alvar: Compex Certified E&I Ex Inspector (Qa/Qc) Available For New OpportunityDo naNoch keine Bewertungen
- Instructions for use and installation of a washing machineDokument16 SeitenInstructions for use and installation of a washing machineVale MocanuNoch keine Bewertungen
- DC & AC Machines and Speed ControlDokument53 SeitenDC & AC Machines and Speed ControlInsane Clown Prince60% (5)
- SYSMEDOCSeries Oxygen Concentrator User ManualDokument24 SeitenSYSMEDOCSeries Oxygen Concentrator User ManualHakimNoch keine Bewertungen
- Chem103 Exam3Dokument8 SeitenChem103 Exam3MrPI PandesNoch keine Bewertungen
- ASME B31.8 Hydro Test RequirementsDokument28 SeitenASME B31.8 Hydro Test RequirementsNabankur Ray100% (1)
- Acids and Bases pH CalculationsDokument35 SeitenAcids and Bases pH CalculationsRalph EvidenteNoch keine Bewertungen
- Load capacity diagrams and features of Linde electric counterbalanced trucksDokument2 SeitenLoad capacity diagrams and features of Linde electric counterbalanced trucksashielanieNoch keine Bewertungen
- Error Codes Special Modes: Yes Yes YesDokument2 SeitenError Codes Special Modes: Yes Yes YesJorge SaavedraNoch keine Bewertungen
- Temperature Controlled DC Fan Using OpDokument24 SeitenTemperature Controlled DC Fan Using OpAnwesha pradhan100% (4)
- Information Sheets 6.1.4Dokument12 SeitenInformation Sheets 6.1.4api-196541959Noch keine Bewertungen
- Q3 Module 2A - Nature of Solids and Phase Changes 1Dokument34 SeitenQ3 Module 2A - Nature of Solids and Phase Changes 1Rance BobadillaNoch keine Bewertungen
- Aoc 712sa+Service+ManualDokument50 SeitenAoc 712sa+Service+ManualGiovanny Gregorio Gonzalez SanchezNoch keine Bewertungen
- PAES 233: Multicrop Washer-Peeler StandardDokument16 SeitenPAES 233: Multicrop Washer-Peeler StandardFaroukNoch keine Bewertungen
- Ючай каталог 1Dokument78 SeitenЮчай каталог 1Евгений100% (1)
- 282dcfd1 1Dokument68 Seiten282dcfd1 1Ignacio MarinNoch keine Bewertungen
- Special Working Rules For Bahadurgarh Station 1. General and Subsidiary Rules:-A)Dokument12 SeitenSpecial Working Rules For Bahadurgarh Station 1. General and Subsidiary Rules:-A)sahil4INDNoch keine Bewertungen
- Dsd-060 Earthquake Shutdown Unit: DescriptionDokument2 SeitenDsd-060 Earthquake Shutdown Unit: Descriptionmuhammad arifNoch keine Bewertungen
- Lessons Learned-Nuclear Gauge002Dokument66 SeitenLessons Learned-Nuclear Gauge002Michael Murillo BaraquioNoch keine Bewertungen
- Solar Water HeaterDokument27 SeitenSolar Water HeaterSantosh ThapaNoch keine Bewertungen
- Snadi Puresine PDFDokument6 SeitenSnadi Puresine PDFPMV Dept0% (5)
- AQA QMS Pvt. LTD.: S No Company Name Membership NoDokument11 SeitenAQA QMS Pvt. LTD.: S No Company Name Membership NoDevasyrucNoch keine Bewertungen
- Transition To Turbopropeller-Powered AirplanesDokument14 SeitenTransition To Turbopropeller-Powered AirplanesAditya Sinha100% (1)
- Advanced Fluid Characterization (Schlumberger)Dokument8 SeitenAdvanced Fluid Characterization (Schlumberger)Astrid Hardtke100% (1)
- Notification 1 2017 For CGST Rate ScheduleDokument74 SeitenNotification 1 2017 For CGST Rate ScheduleIti CglNoch keine Bewertungen
- Reaction kinetics and reactor design conceptsDokument43 SeitenReaction kinetics and reactor design conceptsnoelNoch keine Bewertungen