Das könnte Ihnen auch gefallen
- Spindle Bearing and LubricationDokument17 SeitenSpindle Bearing and LubricationmutthudarurNoch keine Bewertungen
- SKF Mount - 22232 CCK-W33 - Hydraulic Nut - Adapter SleeveDokument11 SeitenSKF Mount - 22232 CCK-W33 - Hydraulic Nut - Adapter SleeveMohamed Abo elkhairNoch keine Bewertungen
- Proper handling of bearingsDokument16 SeitenProper handling of bearingszakizaki100% (1)
- HDBIDokument5 SeitenHDBIkevlar315Noch keine Bewertungen
- Mounting of Bearings On Transmission Shaft-1Dokument9 SeitenMounting of Bearings On Transmission Shaft-1DeepakNoch keine Bewertungen
- Mounting of Parts: Presented By: 1.siddhi Marathe 2.aarti Pawar 3.ramayyaDokument10 SeitenMounting of Parts: Presented By: 1.siddhi Marathe 2.aarti Pawar 3.ramayyaSiddhi MaratheNoch keine Bewertungen
- Application of Bearings: Buyers GuideDokument46 SeitenApplication of Bearings: Buyers Guidekcp1986Noch keine Bewertungen
- Fundamentals of Bearings & Seals CourseDokument26 SeitenFundamentals of Bearings & Seals CoursecarlHoughNoch keine Bewertungen
- Tapered Roller Bearings InformationDokument8 SeitenTapered Roller Bearings Informationmans2014Noch keine Bewertungen
- Angular Contact Bearing InstallationDokument3 SeitenAngular Contact Bearing Installationdk4monjureNoch keine Bewertungen
- CRAFT Installation-Guide For Split Bearings PDFDokument7 SeitenCRAFT Installation-Guide For Split Bearings PDFAdrian CantaragiuNoch keine Bewertungen
- SKF BRG MountingDokument4 SeitenSKF BRG Mountingcsd1919Noch keine Bewertungen
- Bearing Installation ProcedureDokument6 SeitenBearing Installation ProcedureHamad KhaledNoch keine Bewertungen
- Derailleur AdjustmentDokument19 SeitenDerailleur AdjustmentpitbullNoch keine Bewertungen
- E-667 - Anti Friction Bearing MaintenanceDokument16 SeitenE-667 - Anti Friction Bearing Maintenancesureshnfcl100% (1)
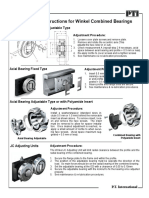
- Winkel Bearing Adjustment Re Lube Instructions 0719Dokument2 SeitenWinkel Bearing Adjustment Re Lube Instructions 0719huseyinNoch keine Bewertungen
- Fitting pistons and running-in notesDokument3 SeitenFitting pistons and running-in notesvijaykumar kulkarniNoch keine Bewertungen
- Mounting Tapered Bore Spherical Roller Bearings On Adapter SleevesDokument7 SeitenMounting Tapered Bore Spherical Roller Bearings On Adapter SleevesHamza NoumanNoch keine Bewertungen
- Chapter 7 Rolling Contact Bearing-3Dokument26 SeitenChapter 7 Rolling Contact Bearing-3Abaziz Mousa OutlawZzNoch keine Bewertungen
- Bearing Mounting Basics PDFDokument4 SeitenBearing Mounting Basics PDFssoares1989Noch keine Bewertungen
- Brushless Exciter Alignment GuideDokument3 SeitenBrushless Exciter Alignment GuideanilscoobNoch keine Bewertungen
- Retaining Rings: 1) Types of Retaining Rings (Characteristics and Instructions For Use)Dokument4 SeitenRetaining Rings: 1) Types of Retaining Rings (Characteristics and Instructions For Use)thisisjineshNoch keine Bewertungen
- Maximize Your M-Lok Experience With These Tips: As PackagedDokument5 SeitenMaximize Your M-Lok Experience With These Tips: As PackagedlowjackNoch keine Bewertungen
- TimkenTT en Vol1 Iss3Dokument2 SeitenTimkenTT en Vol1 Iss3grupa2904Noch keine Bewertungen
- BR3 007 ManualDokument5 SeitenBR3 007 ManualRodrigo Jechéla BarriosNoch keine Bewertungen
- Refacing Valves and Valve StemsDokument4 SeitenRefacing Valves and Valve StemsHaftay100% (1)
- Replacement of Bearings PDFDokument1 SeiteReplacement of Bearings PDFSaqib AminNoch keine Bewertungen
- BearingsDokument25 SeitenBearingsrehmanullah296100% (1)
- Ring and Pinion Installation InstructionsDokument8 SeitenRing and Pinion Installation InstructionsJonathanNoch keine Bewertungen
- No Thread SetDokument2 SeitenNo Thread SetpimpdaddywilkinsNoch keine Bewertungen
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDokument20 SeitenDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNoch keine Bewertungen
- Vasim 2Dokument17 SeitenVasim 2Vasim shaikhNoch keine Bewertungen
- Seminar PPT BearingsDokument22 SeitenSeminar PPT BearingsMahaManthra67% (6)
- How To Mount A B200 Series Chuck To Your Spindle NoseDokument1 SeiteHow To Mount A B200 Series Chuck To Your Spindle NoseNaveenNoch keine Bewertungen
- Tool List: Please Read Completely Before BeginningDokument5 SeitenTool List: Please Read Completely Before BeginningDavíð Örn SvavarssonNoch keine Bewertungen
- TOMOE Valve Handling PrecautionsDokument14 SeitenTOMOE Valve Handling PrecautionsHeru SACNoch keine Bewertungen
- Wheel Bearing Training TimkenDokument53 SeitenWheel Bearing Training TimkentamNoch keine Bewertungen
- AsasasasasasasDokument1 SeiteAsasasasasasasmateoNoch keine Bewertungen
- EICH Montage Anleitung E RZDokument2 SeitenEICH Montage Anleitung E RZLuis TestaNoch keine Bewertungen
- Handling Precautions While Installing ButterFly ValveDokument10 SeitenHandling Precautions While Installing ButterFly ValveDefenceDogNoch keine Bewertungen
- Strainers Crane FS IOM 0221Dokument8 SeitenStrainers Crane FS IOM 0221TripleOffsetNoch keine Bewertungen
- Tubing and Casing Rollers: Instruction Manual 6200Dokument9 SeitenTubing and Casing Rollers: Instruction Manual 6200Aderobaki GbengaNoch keine Bewertungen
- RTL Sleevoil Instruction Manual 499970Dokument11 SeitenRTL Sleevoil Instruction Manual 499970गुंजन सिन्हाNoch keine Bewertungen
- Fin FanDokument4 SeitenFin FanPuchit SpkNoch keine Bewertungen
- Progressive Fork Spring InstallationDokument3 SeitenProgressive Fork Spring Installationgilles cicurelNoch keine Bewertungen
- GearsDokument30 SeitenGearsBernard MusonaNoch keine Bewertungen
- Hilliard Flame Clutch InstallationDokument4 SeitenHilliard Flame Clutch InstallationDavid CarsonNoch keine Bewertungen
- SKF SAF and SAFS Installation and Maintenance OMs English 1 PDFDokument4 SeitenSKF SAF and SAFS Installation and Maintenance OMs English 1 PDFjaime San Martin PulgarNoch keine Bewertungen
- Crosby - Hoist RingDokument3 SeitenCrosby - Hoist RingYADAGIRI REDDYNoch keine Bewertungen
- Tubing and Casing Roller PDFDokument12 SeitenTubing and Casing Roller PDFnasr yassinNoch keine Bewertungen
- OWI 1000 DrawworksDokument54 SeitenOWI 1000 DrawworksÖnder Büyükişcan100% (1)
- VDL Service ManualDokument13 SeitenVDL Service ManualSergio Martín BrionesNoch keine Bewertungen
- QuickMount Dresser - 001-474Dokument3 SeitenQuickMount Dresser - 001-474Kar GayeeNoch keine Bewertungen
- Hughes Magnum Shaft Mount Rocker Installation Guide (2019Dokument2 SeitenHughes Magnum Shaft Mount Rocker Installation Guide (2019Gabriel ChiavettoNoch keine Bewertungen
- SB-3A Casing Hanger Installation ProcedureDokument3 SeitenSB-3A Casing Hanger Installation ProcedureAdolfo Angulo100% (1)
- Roller BearingsDokument58 SeitenRoller BearingsNuruzzaman SakiNoch keine Bewertungen
- Keep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareVon EverandKeep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareNoch keine Bewertungen
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsVon EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsBewertung: 5 von 5 Sternen5/5 (1)
- CIDECT Design Guide 3Dokument156 SeitenCIDECT Design Guide 3paris062100% (1)
- BT Design-Guide-2014 PDFDokument15 SeitenBT Design-Guide-2014 PDFSamik MukherjeeNoch keine Bewertungen
- Tank Welding - ApplicationsDokument2 SeitenTank Welding - ApplicationsSamik MukherjeeNoch keine Bewertungen
- Static Balancing 2008 PDFDokument13 SeitenStatic Balancing 2008 PDFSamik MukherjeeNoch keine Bewertungen
- Ma115 3P PDFDokument16 SeitenMa115 3P PDFSamik MukherjeeNoch keine Bewertungen
- Vertical Turret Lathe Imo Kd4S 40: AnlagenbauDokument6 SeitenVertical Turret Lathe Imo Kd4S 40: AnlagenbauSamik MukherjeeNoch keine Bewertungen
- 2design of Hydraulic Power Pack For Vertical Turret Lathe GM21Feb14 PDFDokument10 Seiten2design of Hydraulic Power Pack For Vertical Turret Lathe GM21Feb14 PDFSamik MukherjeeNoch keine Bewertungen
- Overview of Eclectric Overhead Traveling Cranes PDFDokument121 SeitenOverview of Eclectric Overhead Traveling Cranes PDFSamik Mukherjee100% (1)
- Robotic Welding, Intelligence PDFDokument573 SeitenRobotic Welding, Intelligence PDFSamik Mukherjee100% (1)
- A Study On The Static Stability of Scissor Lift: Wei Zhang, Chen Zhang, Jiangbo Zhao and Chunzhi DuDokument7 SeitenA Study On The Static Stability of Scissor Lift: Wei Zhang, Chen Zhang, Jiangbo Zhao and Chunzhi DuAVINASHNoch keine Bewertungen
- Mobile Hydraulic Tips ResourceDokument16 SeitenMobile Hydraulic Tips ResourceSamik MukherjeeNoch keine Bewertungen
- Material Handling Equipment. HTTPWWW - Ise.ncsu - Edukaymaterial Handling Equipment PDFDokument67 SeitenMaterial Handling Equipment. HTTPWWW - Ise.ncsu - Edukaymaterial Handling Equipment PDFAan D'yantoNoch keine Bewertungen
- Atlas Multicar Parking SystemDokument16 SeitenAtlas Multicar Parking SystemSamik MukherjeeNoch keine Bewertungen
- 18 Engineering Reference - Motor Selection and Sizing PDFDokument5 Seiten18 Engineering Reference - Motor Selection and Sizing PDFSamik MukherjeeNoch keine Bewertungen
- Motor Torque CalculationDokument5 SeitenMotor Torque CalculationSanjula Darshana WickramasingheNoch keine Bewertungen
- Design Analysis of Machine Tool Hydraulic System PDFDokument14 SeitenDesign Analysis of Machine Tool Hydraulic System PDFDeenanathNoch keine Bewertungen
- PDF Brochure UK PDFDokument8 SeitenPDF Brochure UK PDFSamik MukherjeeNoch keine Bewertungen
- Shigley's Mechanical Engineering Design Tutorial 3-19: Hertz Contact StressesDokument10 SeitenShigley's Mechanical Engineering Design Tutorial 3-19: Hertz Contact StressesVuiKuan100% (1)
- Jig and Fixture Design Manual - Erik K. Hendriksen - 3709Dokument2.243 SeitenJig and Fixture Design Manual - Erik K. Hendriksen - 3709Jason Rogers86% (14)
- Winkel Colibri and Puma Broschuere A4 EN PDFDokument6 SeitenWinkel Colibri and Puma Broschuere A4 EN PDFSamik MukherjeeNoch keine Bewertungen
- Tnd00397001000000000000dae02801 PDFDokument5 SeitenTnd00397001000000000000dae02801 PDFSamik MukherjeeNoch keine Bewertungen
- Hydraulic Scissors Lift Design ProjectDokument61 SeitenHydraulic Scissors Lift Design ProjectJuan David Triana100% (2)
- Iko Combined Needle Roller Bearings PDFDokument5 SeitenIko Combined Needle Roller Bearings PDFSamik MukherjeeNoch keine Bewertungen
- Design and development of an automatic car parking lift systemDokument5 SeitenDesign and development of an automatic car parking lift systemSamik Mukherjee100% (2)
- Scissor Lift Technical HandbookDokument35 SeitenScissor Lift Technical HandbookAla Eddine Marzougui100% (1)
- Jigs - Fixture Design ManualDokument252 SeitenJigs - Fixture Design ManualSamik MukherjeeNoch keine Bewertungen
- Material Handling Equipment. HTTPWWW - Ise.ncsu - Edukaymaterial Handling Equipment PDFDokument67 SeitenMaterial Handling Equipment. HTTPWWW - Ise.ncsu - Edukaymaterial Handling Equipment PDFAan D'yantoNoch keine Bewertungen
- Solution To Problem 621 - Double Integration Method - Strength of Materials Review PDFDokument8 SeitenSolution To Problem 621 - Double Integration Method - Strength of Materials Review PDFSamik MukherjeeNoch keine Bewertungen
- Design For Snapfit Revi-10Dokument26 SeitenDesign For Snapfit Revi-10Arasu Pandian100% (1)
- Chapter 1 - General InformationDokument70 SeitenChapter 1 - General InformationMiguel Carrillo100% (1)
- Simple Machines ExercisesDokument3 SeitenSimple Machines Exercisesyensy morel ureñaNoch keine Bewertungen
- 022 - 01 - 03 - Fuel GaugeDokument2 Seiten022 - 01 - 03 - Fuel GaugeJaucafoNoch keine Bewertungen
- ID-3LA-LP ID-12LA-LP ID-20LA-LP RFID Reader Modules Low Power - Micro Power 125khz LFDokument20 SeitenID-3LA-LP ID-12LA-LP ID-20LA-LP RFID Reader Modules Low Power - Micro Power 125khz LFAbleIDLtdNoch keine Bewertungen
- SRL NVQ Tech TestDokument2 SeitenSRL NVQ Tech TestShohan TaylorNoch keine Bewertungen
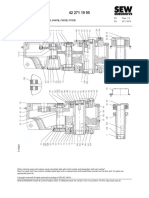
- FA87Dokument5 SeitenFA87IFLYNoch keine Bewertungen
- Microchip MCP6006 6R 6U 7 9 Data Sheet 20006411BDokument46 SeitenMicrochip MCP6006 6R 6U 7 9 Data Sheet 20006411BMiguel BaixauliNoch keine Bewertungen
- Transformer SpecificationDokument110 SeitenTransformer SpecificationS Rao CheepuriNoch keine Bewertungen
- Tot Halyester Manual 1.1 ENG PDFDokument118 SeitenTot Halyester Manual 1.1 ENG PDFGautam LS0% (1)
- V0D0042305 Projector Services ManualDokument2 SeitenV0D0042305 Projector Services ManualkastruiNoch keine Bewertungen
- Liebert-Pex-Condenser LSF-user-manual PDFDokument21 SeitenLiebert-Pex-Condenser LSF-user-manual PDFEmmanuel MunozNoch keine Bewertungen
- Stacker ManualDokument60 SeitenStacker ManualAkhtar QuddusNoch keine Bewertungen
- IC Forklift X Series 4.0-Mini 5.0TDokument6 SeitenIC Forklift X Series 4.0-Mini 5.0TNKG1001Noch keine Bewertungen
- Massey FERGUSONDokument67 SeitenMassey FERGUSONvivek6020100% (4)
- TM 9-2330-383 - M989a1Dokument392 SeitenTM 9-2330-383 - M989a1AdvocateNoch keine Bewertungen
- E207E Sample Cylinders 0316Dokument1 SeiteE207E Sample Cylinders 0316bmanojkumar16Noch keine Bewertungen
- Fischer Panda Marine Generators 2023Dokument20 SeitenFischer Panda Marine Generators 2023Anderson megusta el juegoNoch keine Bewertungen
- TransformerDokument25 SeitenTransformerJerald SagusayNoch keine Bewertungen
- Ecoplus Condenserless 10ENDokument32 SeitenEcoplus Condenserless 10ENMitroKtaNoch keine Bewertungen
- Manual Sivacon 8ps Planning With Sivacon 8ps en-GBDokument296 SeitenManual Sivacon 8ps Planning With Sivacon 8ps en-GBAbez Five100% (1)
- Jacking A319/A320/A321 Aircraft (40Dokument8 SeitenJacking A319/A320/A321 Aircraft (40cheemeng79Noch keine Bewertungen
- 45 Series F Frame 74cc and 90cc Parts Manual (11007197 Rev AA Feb 2007)Dokument48 Seiten45 Series F Frame 74cc and 90cc Parts Manual (11007197 Rev AA Feb 2007)Alaa saidNoch keine Bewertungen
- Raised Floor SystemDokument17 SeitenRaised Floor SystemZehra JabeenNoch keine Bewertungen
- JetBlue Fueling Instructors GuideDokument13 SeitenJetBlue Fueling Instructors GuidevictorNoch keine Bewertungen
- TMS320LF2401AVFADokument134 SeitenTMS320LF2401AVFAPREVISTONoch keine Bewertungen
- Foxflash ReadWrite MAN ECU EDC7C32 by OBD or Bench - PCMtuner Official BlogDokument1 SeiteFoxflash ReadWrite MAN ECU EDC7C32 by OBD or Bench - PCMtuner Official BlogcrazyracerNoch keine Bewertungen
- ZF 10 Speed Transmissions C Ratio OverdriveDokument3 SeitenZF 10 Speed Transmissions C Ratio OverdriveRajkumarNoch keine Bewertungen
- Shop Manual 930-E4Dokument1.023 SeitenShop Manual 930-E4Manfred ToroNoch keine Bewertungen
- Rotary SectionDokument36 SeitenRotary SectionGustavo HurtadoNoch keine Bewertungen
- BD139Dokument3 SeitenBD139Christina Tio TrisnasariNoch keine Bewertungen