Das könnte Ihnen auch gefallen
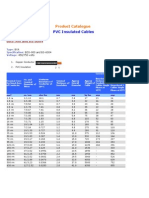
- BRB Cables PVCDokument30 SeitenBRB Cables PVCMorsed Al Mamun75% (40)
- Root Cause of Mill Defects & Its RemediesDokument33 SeitenRoot Cause of Mill Defects & Its RemediesSoumyo Broto Das88% (16)
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Dokument5 SeitenSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNoch keine Bewertungen
- Mitutoyo Rockwell Hardness TesterDokument6 SeitenMitutoyo Rockwell Hardness TesterArdian ArdianNoch keine Bewertungen
- Executive Summary - Stainless Steel MarketDokument14 SeitenExecutive Summary - Stainless Steel MarketAgustina EffendyNoch keine Bewertungen
- Muitary Specification: M2L-C-672GDokument15 SeitenMuitary Specification: M2L-C-672Gshivam dwivediNoch keine Bewertungen
- Round Industrial Duct Classes and Minimum VelocitiesDokument2 SeitenRound Industrial Duct Classes and Minimum VelocitiesMinh Tran50% (2)
- Thermo-Mechanical Treatment RebarDokument6 SeitenThermo-Mechanical Treatment RebarMunna Bhai100% (1)
- Reinforcement Bars: TMT Bars OverviewDokument12 SeitenReinforcement Bars: TMT Bars OverviewParam Saxena0% (1)
- MicrostructuresDokument10 SeitenMicrostructuresErin BarryNoch keine Bewertungen
- Ferrous and Non Ferrous MetalsDokument16 SeitenFerrous and Non Ferrous Metalssonu100% (1)
- Pin HolesDokument4 SeitenPin HolesEr WidodoNoch keine Bewertungen
- Riview On Cold Drawing Process PDFDokument7 SeitenRiview On Cold Drawing Process PDFAmandeep Singh GujralNoch keine Bewertungen
- Effects of Alloying ElementsDokument2 SeitenEffects of Alloying ElementsCharlie Chong100% (5)
- Hot Rolled Steel SheetDokument38 SeitenHot Rolled Steel Sheetkhwanta-bta100% (4)
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Dokument27 SeitenSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- Chemical Quality of TMT Bars: View Previous Topic View Next TopicDokument6 SeitenChemical Quality of TMT Bars: View Previous Topic View Next Topicpatrik710Noch keine Bewertungen
- Annealing Process Guide for Metallurgical EngineersDokument28 SeitenAnnealing Process Guide for Metallurgical EngineersSwarnaRakshitNoch keine Bewertungen
- TM23 - Heat Treatment of Metals PDFDokument32 SeitenTM23 - Heat Treatment of Metals PDFAlessio NotariNoch keine Bewertungen
- Detail Study On TMT Bar Manufaturing Industry in NepalDokument93 SeitenDetail Study On TMT Bar Manufaturing Industry in NepalNishan GajurelNoch keine Bewertungen
- TMT RebarsDokument15 SeitenTMT RebarsMohan Dakshina0% (1)
- Welding MetallurgyDokument30 SeitenWelding MetallurgySamanthaPereraNoch keine Bewertungen
- Fundamentals of Metal Casting Phase DiagramsDokument10 SeitenFundamentals of Metal Casting Phase Diagramsneetu_deep624Noch keine Bewertungen
- Steckel Mill 1 PDFDokument178 SeitenSteckel Mill 1 PDFSomnathNaskarNoch keine Bewertungen
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Dokument16 SeitenCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNoch keine Bewertungen
- GsdhirDokument11 SeitenGsdhirGurminder Singh DhirNoch keine Bewertungen
- Heat Treatment of Steel TTT CurveDokument59 SeitenHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- Sunflag Iron's Guide to Continuous Casting DefectsDokument30 SeitenSunflag Iron's Guide to Continuous Casting Defectsamit gajbhiye100% (1)
- D2.03 15 Bar and Merchant Bar Mills enDokument36 SeitenD2.03 15 Bar and Merchant Bar Mills enLymeParkNoch keine Bewertungen
- Sheet Metal WorkDokument29 SeitenSheet Metal WorkSolcastic SoulNoch keine Bewertungen
- Introduction To Forging.Dokument10 SeitenIntroduction To Forging.Kirpal SinghNoch keine Bewertungen
- Non-Metallic Inclusions in Steel PropertiesDokument68 SeitenNon-Metallic Inclusions in Steel PropertiesDeepak PatelNoch keine Bewertungen
- Cold ForgingDokument12 SeitenCold Forgingkasana100% (1)
- A New Method For Roll Pass Design Optimi PDFDokument12 SeitenA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaNoch keine Bewertungen
- Heat TreatmentDokument2 SeitenHeat TreatmentAnonymous XClYkdKyNoch keine Bewertungen
- Continuous Casting of Steel PDFDokument10 SeitenContinuous Casting of Steel PDFStefan MihalacheNoch keine Bewertungen
- Resistance WeldingDokument19 SeitenResistance WeldingJustin McClendon100% (1)
- Role of Vanadium in Microalloyed Steels - Lagneborg PDFDokument86 SeitenRole of Vanadium in Microalloyed Steels - Lagneborg PDFYogi173Noch keine Bewertungen
- Forging TemperatureDokument91 SeitenForging TemperatureRonald Taufiq WNoch keine Bewertungen
- 2 HeatTreatment-1Dokument43 Seiten2 HeatTreatment-1PrakashNoch keine Bewertungen
- Heat Treatment (Immersion)Dokument108 SeitenHeat Treatment (Immersion)DidSibalNoch keine Bewertungen
- ROLL PASS DESIGN FOR 7/8Dokument20 SeitenROLL PASS DESIGN FOR 7/8Søhaila Samy100% (4)
- Bimetal Desingers GuideDokument50 SeitenBimetal Desingers GuideAnjana2893Noch keine Bewertungen
- Introduction To Electro-Slag Remelting (ESR)Dokument22 SeitenIntroduction To Electro-Slag Remelting (ESR)Jahanzeb BhattiNoch keine Bewertungen
- 211 2aDokument33 Seiten211 2aMada ChohNoch keine Bewertungen
- Steel ShotDokument6 SeitenSteel ShotExcel Hydro Pneumatics (INDIA) EHPINoch keine Bewertungen
- Secondary Steel Making DraftDokument25 SeitenSecondary Steel Making DraftSanjeev SahuNoch keine Bewertungen
- Presentation BSWDokument75 SeitenPresentation BSWBharath100% (1)
- NitridingDokument13 SeitenNitridingShashidhar Ks KadamaNoch keine Bewertungen
- Super Steel Industry..... 3Dokument31 SeitenSuper Steel Industry..... 3erryNoch keine Bewertungen
- Factors Affecting Hot Dip Galvanized CoatingsDokument9 SeitenFactors Affecting Hot Dip Galvanized CoatingsSreedhar Patnaik.M100% (1)
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDokument5 SeitenAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamNoch keine Bewertungen
- TALAT Lecture 3704: Deep DrawingDokument15 SeitenTALAT Lecture 3704: Deep DrawingCORE MaterialsNoch keine Bewertungen
- Annealing Normalizing QuenchingDokument22 SeitenAnnealing Normalizing QuenchingManish GuptaNoch keine Bewertungen
- Case HardeningDokument28 SeitenCase Hardeningdramilt100% (1)
- Clean Steel Assessment PDFDokument25 SeitenClean Steel Assessment PDFSk Wasim HaidarNoch keine Bewertungen
- Steel CleanlinessDokument22 SeitenSteel Cleanlinessdrbeyer100% (1)
- Metallography PDFDokument185 SeitenMetallography PDFTunjung Harry MuktiNoch keine Bewertungen
- Wire Rod Rolling ProcessDokument9 SeitenWire Rod Rolling Processtensai no tenshiNoch keine Bewertungen
- The Iron Puddler My life in the rolling mills and what came of itVon EverandThe Iron Puddler My life in the rolling mills and what came of itNoch keine Bewertungen
- Application ListDokument141 SeitenApplication ListImtiazuddin AhmedNoch keine Bewertungen
- Prestige LRDokument16 SeitenPrestige LRImtiazuddin AhmedNoch keine Bewertungen
- Hammer SeriesDokument9 SeitenHammer SeriesImtiazuddin AhmedNoch keine Bewertungen
- Mechanical Paper 2015 PDFDokument32 SeitenMechanical Paper 2015 PDFImtiazuddin AhmedNoch keine Bewertungen
- Diamond SeriesDokument23 SeitenDiamond SeriesImtiazuddin AhmedNoch keine Bewertungen
- Share Transfer FaqsDokument10 SeitenShare Transfer FaqsImtiazuddin AhmedNoch keine Bewertungen
- Dual Station Rock SeriesDokument8 SeitenDual Station Rock SeriesImtiazuddin AhmedNoch keine Bewertungen
- Bravo LRDokument8 SeitenBravo LRImtiazuddin AhmedNoch keine Bewertungen
- Dual Station Rock SeriesDokument8 SeitenDual Station Rock SeriesImtiazuddin AhmedNoch keine Bewertungen
- DomesticDokument28 SeitenDomesticImtiazuddin AhmedNoch keine Bewertungen
- Job Openings: Employment Notice No.Dokument6 SeitenJob Openings: Employment Notice No.Nagendra KumarNoch keine Bewertungen
- APDCL Mechanical Paper 2015 PDFDokument32 SeitenAPDCL Mechanical Paper 2015 PDFImtiazuddin AhmedNoch keine Bewertungen
- 11 Foods For Amazing Sex M16Dokument39 Seiten11 Foods For Amazing Sex M16Massimiliano SabatoNoch keine Bewertungen
- 7 Fruits That Cause Belly Flab 72JUDokument31 Seiten7 Fruits That Cause Belly Flab 72JUImtiazuddin AhmedNoch keine Bewertungen
- Ciaz S Product BrochureDokument9 SeitenCiaz S Product BrochureImtiazuddin AhmedNoch keine Bewertungen
- Ciaz Accessories Brochure PDFDokument6 SeitenCiaz Accessories Brochure PDFImtiazuddin AhmedNoch keine Bewertungen
- Ciaz BrochureDokument12 SeitenCiaz BrochureDiaszNoch keine Bewertungen
- Budget 2017: This Chapter Budget 2017" Is Taken From Our BookDokument5 SeitenBudget 2017: This Chapter Budget 2017" Is Taken From Our BookImtiazuddin AhmedNoch keine Bewertungen
- Offshore Drilling Production ChinaDokument5 SeitenOffshore Drilling Production ChinaImtiazuddin AhmedNoch keine Bewertungen
- Coiled TubingDokument32 SeitenCoiled TubingGeetha Bakki100% (2)
- Casing While Drilling PDFDokument10 SeitenCasing While Drilling PDFImtiazuddin AhmedNoch keine Bewertungen
- Qip Ice 12 Fuel Injection SystemsDokument40 SeitenQip Ice 12 Fuel Injection SystemsAnonymous eyxVFR100% (1)
- TMT Hand Book: Storage & HandlingDokument11 SeitenTMT Hand Book: Storage & HandlingHiren Desai100% (1)
- CO2 Well Drilling&Completion ProcedureDokument7 SeitenCO2 Well Drilling&Completion Proceduresmithyry2014Noch keine Bewertungen
- 446 1259 1 SM PDFDokument9 Seiten446 1259 1 SM PDFAnonymous 1fij0nln8Noch keine Bewertungen
- Catalytic Combustion in Gas TurbineDokument8 SeitenCatalytic Combustion in Gas TurbineImtiazuddin AhmedNoch keine Bewertungen
- Airbus AC A380 Dec2014Dokument348 SeitenAirbus AC A380 Dec2014kristinakristina1234Noch keine Bewertungen
- DrillSafe Forum Jun08 KEEP DRILLING Ken Muir Managed Pressure Drilling TalkDokument36 SeitenDrillSafe Forum Jun08 KEEP DRILLING Ken Muir Managed Pressure Drilling Talkhectorjrv18Noch keine Bewertungen
- Ewd Workshop Final Report Topic 3Dokument34 SeitenEwd Workshop Final Report Topic 3Jose Antonio Olvera JimenezNoch keine Bewertungen
- SL No Description QTY UNIT Unit Rate (OMR) Total Amount (OMR) HV Works Mat Lab Mat LabDokument1 SeiteSL No Description QTY UNIT Unit Rate (OMR) Total Amount (OMR) HV Works Mat Lab Mat LabVenugopal EravimangalathNoch keine Bewertungen
- Carbon FibersDokument1.130 SeitenCarbon Fibersaagun1Noch keine Bewertungen
- Quality Improvement of Corn Husk As Raw Material For Textile ProductsDokument5 SeitenQuality Improvement of Corn Husk As Raw Material For Textile ProductsSophie BaromanNoch keine Bewertungen
- B85B85M Inyeccion AluminioDokument10 SeitenB85B85M Inyeccion AluminioAngel Vinicio Valencia RamosNoch keine Bewertungen
- LGS system makes coal form steel sectionsDokument2 SeitenLGS system makes coal form steel sectionsVigneshwarNoch keine Bewertungen
- Steel Slag Silo: EL (+) 0.000M FFLDokument4 SeitenSteel Slag Silo: EL (+) 0.000M FFLElectrical ShahNoch keine Bewertungen
- GL XX Mobil Rarus SHC 1020 SeriesDokument3 SeitenGL XX Mobil Rarus SHC 1020 SeriesHitesh MahajanNoch keine Bewertungen
- Investment CastingDokument11 SeitenInvestment CastingRahul LoharNoch keine Bewertungen
- 35 - 01 Introduction Training AidsDokument100 Seiten35 - 01 Introduction Training AidsElliank QueirozNoch keine Bewertungen
- Service Manual - Sandpiper s15Dokument24 SeitenService Manual - Sandpiper s15tineohNoch keine Bewertungen
- Hydrogen Embrittlement in Power Plant Steels: Sadhana June 2003Dokument22 SeitenHydrogen Embrittlement in Power Plant Steels: Sadhana June 2003Rolando Nuñez MonrroyNoch keine Bewertungen
- Timber Finish Wood SealerDokument3 SeitenTimber Finish Wood SealerNippon Paint PakistanNoch keine Bewertungen
- Membrane Technology: Reverse Osmosis Ultrafiltration MicrofiltrationDokument66 SeitenMembrane Technology: Reverse Osmosis Ultrafiltration MicrofiltrationShivani MunishwarNoch keine Bewertungen
- Security Blanket BunnyDokument8 SeitenSecurity Blanket BunnyFlorelisa100% (2)
- Sustainable TextilesDokument23 SeitenSustainable TextilesGupta KiraNoch keine Bewertungen
- Bell Material (Word File)Dokument6 SeitenBell Material (Word File)jayprakash nageNoch keine Bewertungen
- Sunray Bucket HatDokument5 SeitenSunray Bucket Hatklaudia matNoch keine Bewertungen
- Fresh Properties of High Strength Self - Compacting ConcreteDokument14 SeitenFresh Properties of High Strength Self - Compacting ConcreteAhmed RaafatNoch keine Bewertungen
- Delhi Schedule RateDokument403 SeitenDelhi Schedule RateJagdish GiriNoch keine Bewertungen
- Paper 10Dokument8 SeitenPaper 10Kani Al BazirNoch keine Bewertungen
- Stock Register - 2Dokument6 SeitenStock Register - 2gayan_sarindaNoch keine Bewertungen
- Acid Recovery SystemDokument7 SeitenAcid Recovery SystemDwi Ratna MustafidaNoch keine Bewertungen
- Microscale Chemistry: Rates of Reaction Using Sodium Thiosulphate and AcidDokument4 SeitenMicroscale Chemistry: Rates of Reaction Using Sodium Thiosulphate and AcidANGELYN SANTOSNoch keine Bewertungen
- MalachiteDokument2 SeitenMalachiteAkhil KumarNoch keine Bewertungen
- Chem Review CH 8, 9, 10, 11Dokument2 SeitenChem Review CH 8, 9, 10, 11eherrerahghsNoch keine Bewertungen
- B42Dokument16 SeitenB42Juan JuanNoch keine Bewertungen
- Gasification Technology Option - Ronald Schoff, EPRIDokument34 SeitenGasification Technology Option - Ronald Schoff, EPRIAnonymous 4PuFzARNoch keine Bewertungen