Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Method Statement For Installation of Chilled Water Pump & Condenser Water PumpDokument14 SeitenMethod Statement For Installation of Chilled Water Pump & Condenser Water Pump721917114 47Noch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Full Test Bank For Health Economics and Policy 7Th Edition Henderson PDF Docx Full Chapter ChapterDokument34 SeitenFull Test Bank For Health Economics and Policy 7Th Edition Henderson PDF Docx Full Chapter Chapterpeeepochaq15d100% (9)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Metabolism of Carbohydrates and LipidsDokument7 SeitenMetabolism of Carbohydrates and LipidsKhazel CasimiroNoch keine Bewertungen
- Calao Deliquente Diadi River SystemDokument15 SeitenCalao Deliquente Diadi River SystemJason MalamugNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- CP 1Dokument22 SeitenCP 1api-3757791100% (1)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Rigging: GuideDokument244 SeitenRigging: Guideyusry72100% (11)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Biology - Cell City AnswersDokument5 SeitenBiology - Cell City AnswersDaisy be100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Experiment Number 16 Formal ReportDokument4 SeitenExperiment Number 16 Formal Reportapi-524547303Noch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Prof. Madhavan - Ancient Wisdom of HealthDokument25 SeitenProf. Madhavan - Ancient Wisdom of HealthProf. Madhavan100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Datasheet MEC MPS200 v1 2018Dokument4 SeitenDatasheet MEC MPS200 v1 2018Cepi Sindang KamulanNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- WeaknessesDokument4 SeitenWeaknessesshyamiliNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Form - Pelaporan B3Dokument16 SeitenForm - Pelaporan B3sukma nugraNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Aeroskills DiplomaDokument6 SeitenAeroskills DiplomaDadir AliNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Section 80CCD (1B) Deduction - About NPS Scheme & Tax BenefitsDokument7 SeitenSection 80CCD (1B) Deduction - About NPS Scheme & Tax BenefitsP B ChaudharyNoch keine Bewertungen
- Inked CultureDokument90 SeitenInked Culturemar phisNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Vital Statistics: Presented by Mrs - Arockia Mary Associate ProfDokument17 SeitenVital Statistics: Presented by Mrs - Arockia Mary Associate ProfraghumscnNoch keine Bewertungen
- Butt Weld Cap Dimension - Penn MachineDokument1 SeiteButt Weld Cap Dimension - Penn MachineEHT pipeNoch keine Bewertungen
- Manual of GardeningDokument812 SeitenManual of GardeningPrakash PatelNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Grand Hyatt Manila In-Room Dining MenuDokument14 SeitenGrand Hyatt Manila In-Room Dining MenuMetroStaycation100% (1)
- EB Research Report 2011Dokument96 SeitenEB Research Report 2011ferlacunaNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Ancon Tension Systems March 2008Dokument16 SeitenAncon Tension Systems March 2008Slinky BillNoch keine Bewertungen
- EF4e Beg Quicktest 05Dokument3 SeitenEF4e Beg Quicktest 05terrenoruralcamboriuNoch keine Bewertungen
- Amul Amul AmulDokument7 SeitenAmul Amul Amulravikumarverma28Noch keine Bewertungen
- Chap 6 - Karen HorneyDokument95 SeitenChap 6 - Karen HorneyDiana San JuanNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Packed Bed Reactor Slides (B)Dokument32 SeitenPacked Bed Reactor Slides (B)Meireza Ajeng PratiwiNoch keine Bewertungen
- ომარ ხაიამი - რობაიები (პარალელური ტექსტები)Dokument31 Seitenომარ ხაიამი - რობაიები (პარალელური ტექსტები)გენო მუმლაძეNoch keine Bewertungen
- NURTURE Module-V 11 1 en PDFDokument4 SeitenNURTURE Module-V 11 1 en PDFJorge SingNoch keine Bewertungen
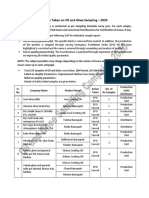
- Action Taken On Oil and Ghee Sampling - 2020Dokument2 SeitenAction Taken On Oil and Ghee Sampling - 2020Khalil BhattiNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Flores V PinedaDokument10 SeitenFlores V Pinedacha chaNoch keine Bewertungen
- Havehas Affirm Neg Interrogwith Aliens - 19229Dokument3 SeitenHavehas Affirm Neg Interrogwith Aliens - 19229Ana Victoria Cuevas BeltránNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)