Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Simulation of Slug FlowDokument1 SeiteSimulation of Slug FlowLeonardo VazNoch keine Bewertungen
- Understanding The Results of An Intelligent Pig InspectionDokument18 SeitenUnderstanding The Results of An Intelligent Pig InspectionLeonardo VazNoch keine Bewertungen
- Integrity Management of PipeDokument1 SeiteIntegrity Management of PipeLeonardo VazNoch keine Bewertungen
- ICP Statistics Nov-2013Dokument12 SeitenICP Statistics Nov-2013bacabacabacaNoch keine Bewertungen
- Integrity Assessment of Pressure VesselsDokument8 SeitenIntegrity Assessment of Pressure VesselsLeonardo VazNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Mini ProjectDokument7 SeitenMini ProjectSyakirin SpearsNoch keine Bewertungen
- Webasto Heater Remote Control: Here Is The Climate Control Unit J255 That Is Going To Be ModifiedDokument8 SeitenWebasto Heater Remote Control: Here Is The Climate Control Unit J255 That Is Going To Be ModifiedAlexanderNoch keine Bewertungen
- Pre-Fab Technology For BuildingsDokument74 SeitenPre-Fab Technology For BuildingsJayarama Chari100% (2)
- Materials Question PackDokument20 SeitenMaterials Question PackSuper Dila12Noch keine Bewertungen
- BMI Division ... : Iso Metric Screw ThreadsDokument10 SeitenBMI Division ... : Iso Metric Screw ThreadsAbdul Qadir TambeNoch keine Bewertungen
- Standardized WorkDokument13 SeitenStandardized WorkpelletongoNoch keine Bewertungen
- Performance of Recycled Plastic Waste Modified Asphalt Binder in Saudi ArabiaDokument10 SeitenPerformance of Recycled Plastic Waste Modified Asphalt Binder in Saudi ArabiaDiana BecerraNoch keine Bewertungen
- Rivera Jerahmae D. NSTP-CWTS Project ProposalDokument8 SeitenRivera Jerahmae D. NSTP-CWTS Project ProposalRichard Culaton IIINoch keine Bewertungen
- YOKOGAWA Exa Fc400g (Ing)Dokument91 SeitenYOKOGAWA Exa Fc400g (Ing)biotech666Noch keine Bewertungen
- Nipsco Cabinet Current TransformerDokument6 SeitenNipsco Cabinet Current Transformerkel anjorNoch keine Bewertungen
- Clivet Toplotne PumpeDokument15 SeitenClivet Toplotne PumpeSean ThomasNoch keine Bewertungen
- Pce 3Dokument10 SeitenPce 3Jovel LapidNoch keine Bewertungen
- PivsuexDokument7 SeitenPivsuextthenryNoch keine Bewertungen
- Void Content of Reinforced Plastics: Standard Test Methods ForDokument3 SeitenVoid Content of Reinforced Plastics: Standard Test Methods ForStéfany Vier SteffenNoch keine Bewertungen
- 13 MembranesDokument49 Seiten13 Membraneswatersoul.nNoch keine Bewertungen
- Astm B622Dokument6 SeitenAstm B622Ramón GarcíaNoch keine Bewertungen
- Wärtsilä EGC Alarm ListDokument11 SeitenWärtsilä EGC Alarm ListTomislav BanićNoch keine Bewertungen
- Washing MCDokument8 SeitenWashing MCHatsune MikuNoch keine Bewertungen
- Bases Diseño TechnipDokument13 SeitenBases Diseño TechnipJuan Roberto López BetanzosNoch keine Bewertungen
- Syllabus of MVSIDokument3 SeitenSyllabus of MVSIKashan Khan0% (1)
- Numerical optimization of a transcritical CO2/propylene cascaded refrigeration-heat pump systemDokument18 SeitenNumerical optimization of a transcritical CO2/propylene cascaded refrigeration-heat pump systemzhyhhNoch keine Bewertungen
- A Review On Surface Treatment For Concrete - Part 2 - Performance OkeDokument10 SeitenA Review On Surface Treatment For Concrete - Part 2 - Performance Okealdi sophianNoch keine Bewertungen
- Proceso: Lummus Application: Improved Technology To Produce Highest Quality Phenol andDokument5 SeitenProceso: Lummus Application: Improved Technology To Produce Highest Quality Phenol andAdrian Copa JNoch keine Bewertungen
- EstimatesDokument5 SeitenEstimatesRamil S. ArtatesNoch keine Bewertungen
- Load Calculation and Distribution for Amal Camp FacilitiesDokument4 SeitenLoad Calculation and Distribution for Amal Camp FacilitiesnikunjNoch keine Bewertungen
- Tutorial 2 Chapter 2Dokument2 SeitenTutorial 2 Chapter 2Marko IrwinNoch keine Bewertungen
- Building Design 2 Drainage NotesDokument2 SeitenBuilding Design 2 Drainage NotesLemis Sean VerasNoch keine Bewertungen
- 1059PTDokument1 Seite1059PTBastin John AntonyNoch keine Bewertungen
- AQA GCSE Chem Combined End of Topic C1Dokument9 SeitenAQA GCSE Chem Combined End of Topic C1joeNoch keine Bewertungen
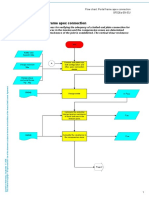
- SF026a-Flow Chart Portal Frame Apex ConnectionDokument3 SeitenSF026a-Flow Chart Portal Frame Apex ConnectiondvelchevNoch keine Bewertungen