Das könnte Ihnen auch gefallen
- Datos de Caso Santorino IndustrialDokument15 SeitenDatos de Caso Santorino IndustrialIrene SotoNoch keine Bewertungen
- Calibrasion de Chicleres Carburador SolexDokument19 SeitenCalibrasion de Chicleres Carburador SolexLuis Dario Mejia Ocampo100% (4)
- Hoja de trabajo de estudios de tiempos para desarmado y armado de piezasDokument6 SeitenHoja de trabajo de estudios de tiempos para desarmado y armado de piezasricardo fernandezNoch keine Bewertungen
- Calculo Toneladas - MillaDokument13 SeitenCalculo Toneladas - MillaMiguel Chavez Coca100% (2)
- Uso y Cuidados en La Perforadora. RN 250XDokument29 SeitenUso y Cuidados en La Perforadora. RN 250XLUQUE HUAMÁN RONALD GIANCARLOSNoch keine Bewertungen
- NTC 3320 (Galvanizado)Dokument22 SeitenNTC 3320 (Galvanizado)crodeloagamez9352Noch keine Bewertungen
- Centro Comercial JockeyDokument70 SeitenCentro Comercial JockeyLuis Ramos AlzamoraNoch keine Bewertungen
- Segundo TrafoDokument2 SeitenSegundo TrafoAltair DefNoch keine Bewertungen
- Mantenimiento - Molienda HumedaDokument6 SeitenMantenimiento - Molienda HumedaNavatellTeoNoch keine Bewertungen
- Ventilación de Minas: José A. Rojas - TECSUP, LimaDokument24 SeitenVentilación de Minas: José A. Rojas - TECSUP, LimaGonzalo CáceresNoch keine Bewertungen
- Formato HCM 2010Dokument11 SeitenFormato HCM 2010HUGO FRANK ZAVALA RAMOSNoch keine Bewertungen
- Memoria de Calculo IEDokument5 SeitenMemoria de Calculo IEIsis Jhoana Hernandez SalinasNoch keine Bewertungen
- N° 8 - 9 Rendimiento Ventajas y Desventajas PDFDokument26 SeitenN° 8 - 9 Rendimiento Ventajas y Desventajas PDFUlysses Arroyo GalvezNoch keine Bewertungen
- Hoja de Estaqueo AmpliacionDokument1 SeiteHoja de Estaqueo AmpliacionJean TomichaNoch keine Bewertungen
- Seleccion de Equipos AaDokument24 SeitenSeleccion de Equipos AaIsidro SantosNoch keine Bewertungen
- 02.00.00.00 Estructuras: 02.01.00.00 Movimiento de TierraDokument60 Seiten02.00.00.00 Estructuras: 02.01.00.00 Movimiento de TierraHUGO PACOTAYPE MEZANoch keine Bewertungen
- Piso Techo Lennox2015Dokument2 SeitenPiso Techo Lennox2015Oscar ArrésteguiNoch keine Bewertungen
- Cosumo de EnergiaDokument3 SeitenCosumo de EnergiaAlfredo MoradoNoch keine Bewertungen
- Cosumo de Energia gDokument3 SeitenCosumo de Energia gAlfredo MoradoNoch keine Bewertungen
- Frecuencias de Falla Pala 4100aDokument4 SeitenFrecuencias de Falla Pala 4100aJHON ANGEL VARGAS HUAHUASONCCONoch keine Bewertungen
- Unidades Danfoss Modelo HGMDokument8 SeitenUnidades Danfoss Modelo HGMfrancolamNoch keine Bewertungen
- 27report Propuesto GruaDokument2 Seiten27report Propuesto GruaedsonNoch keine Bewertungen
- Pronos TicoDokument15 SeitenPronos TicoMaria Alejandra VasquezNoch keine Bewertungen
- Turbina FrancisDokument20 SeitenTurbina FrancisSergio Quispe Rodríguez0% (1)
- Mini Split Titanium sistema de refrigeración R410aDokument2 SeitenMini Split Titanium sistema de refrigeración R410aGerber GarciaNoch keine Bewertungen
- Pauta Mantenimiento New Actros Aleman Euro V-VIDokument22 SeitenPauta Mantenimiento New Actros Aleman Euro V-VIabraham isaac chandia taguadaNoch keine Bewertungen
- MET - ACERO EN ZAPATA MetradoDokument1 SeiteMET - ACERO EN ZAPATA MetradoluisNoch keine Bewertungen
- CRITICO - Compresora N°15Dokument2 SeitenCRITICO - Compresora N°15Frank HornaNoch keine Bewertungen
- Manual Compresor Tipo Tornillo ENERPOWER - Español - InglésDokument69 SeitenManual Compresor Tipo Tornillo ENERPOWER - Español - Ingléswilfredo escobar gutierrezNoch keine Bewertungen
- Movil 4Dokument14 SeitenMovil 4Valeria GraciaNoch keine Bewertungen
- Ejercicio Estadistica - Clase (Resuelto)Dokument9 SeitenEjercicio Estadistica - Clase (Resuelto)José Alezandro Aguilar ValenzuelaNoch keine Bewertungen
- Calculo GusanoDokument2 SeitenCalculo GusanoJulio Enrique Oliver CuelloNoch keine Bewertungen
- Perdida de Cargas de Tuberias. para DesarrollarDokument19 SeitenPerdida de Cargas de Tuberias. para DesarrollarKenny Martinez AscanoaNoch keine Bewertungen
- DFP simplificado proceso producción ácido tereftálico purificadoDokument3 SeitenDFP simplificado proceso producción ácido tereftálico purificadoFernanda Nieto UriosteguiNoch keine Bewertungen
- HOJA DE PROCESO ManufacturaDokument3 SeitenHOJA DE PROCESO ManufacturaJefferson GuttierritosNoch keine Bewertungen
- Mediciones trifásicasDokument4 SeitenMediciones trifásicasNatalia LamiaNoch keine Bewertungen
- 2da. practica calificadaDokument3 Seiten2da. practica calificadaLady Karen Escobar MermaNoch keine Bewertungen
- PERMISODESERVIDUMBRELCQUERULLPADokument11 SeitenPERMISODESERVIDUMBRELCQUERULLPAFidel IdmeNoch keine Bewertungen
- Axor 2629 - 2015Dokument1 SeiteAxor 2629 - 2015mopriNoch keine Bewertungen
- Datos POZOSDokument8 SeitenDatos POZOSMiler Pablo Acevedo ChavezNoch keine Bewertungen
- Análisis de tráfico de 8 carriles y 16 movimientosDokument7 SeitenAnálisis de tráfico de 8 carriles y 16 movimientoslourdes izaguirreNoch keine Bewertungen
- Canal Línea de Conducción-Sector MashapampaDokument3 SeitenCanal Línea de Conducción-Sector Mashapampajaime baltazarNoch keine Bewertungen
- Anexo-Capacidad de Via - BigoteDokument12 SeitenAnexo-Capacidad de Via - Bigotekevincm1448Noch keine Bewertungen
- Calculadora de tuberías de gas naturalDokument12 SeitenCalculadora de tuberías de gas naturalJuan Francisco Requejo ZevallosNoch keine Bewertungen
- Ejercicio Extra Cap 3 Con ResultadosDokument4 SeitenEjercicio Extra Cap 3 Con Resultadosyeye.garciadiegoNoch keine Bewertungen
- Taller de Maquinaria 2Dokument61 SeitenTaller de Maquinaria 2Miguel LambisNoch keine Bewertungen
- Transmisiones Manuales R150, R150F, R151 Y R151F: JdescripciónDokument2 SeitenTransmisiones Manuales R150, R150F, R151 Y R151F: JdescripciónDouglas Junior Navarro100% (1)
- Tonelaje para Molinos de BolasDokument10 SeitenTonelaje para Molinos de BolasLuis Franco100% (1)
- Luna At9058Dokument16 SeitenLuna At9058ForomaquinasNoch keine Bewertungen
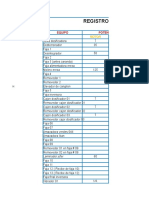
- Ixa-F-M-03 Formato Control de Corrientes MotoresDokument2 SeitenIxa-F-M-03 Formato Control de Corrientes Motoresarteaga.irvingNoch keine Bewertungen
- Cálculo ESAL fases 1-3 vial Huancayo-JaujaDokument20 SeitenCálculo ESAL fases 1-3 vial Huancayo-JaujaJhonatanOsorioCanturinNoch keine Bewertungen
- Datos de La LagunaDokument5 SeitenDatos de La LagunaErick PerezNoch keine Bewertungen
- Como Identificar Un NeumáticoDokument45 SeitenComo Identificar Un NeumáticoRICCI CALLNoch keine Bewertungen
- Ryde PCCDokument2 SeitenRyde PCCDiego Torrejon CordovaNoch keine Bewertungen
- Memoria de Calculo EstructuralDokument20 SeitenMemoria de Calculo EstructuralMarcos LBNoch keine Bewertungen
- Análisis de Consumo de Combustible de Los Vehículos Kamaz 4x4 4326 Operación ToromochoDokument4 SeitenAnálisis de Consumo de Combustible de Los Vehículos Kamaz 4x4 4326 Operación ToromochoOscar Salazar MarceloNoch keine Bewertungen
- 6.1.1.1 CBR de SuelosDokument2 Seiten6.1.1.1 CBR de Suelosmicho dlrNoch keine Bewertungen
- Ficha Tecnica de Bombas A Paletas V10 PDFDokument1 SeiteFicha Tecnica de Bombas A Paletas V10 PDFGabriel LeonNoch keine Bewertungen
- Manual Sismoresistencia 2012 - DiacoDokument274 SeitenManual Sismoresistencia 2012 - DiacoLuis13956353Noch keine Bewertungen
- Manual TolvaDokument10 SeitenManual Tolvadancas01Noch keine Bewertungen
- SOLDADURATIGDokument19 SeitenSOLDADURATIGdancas01Noch keine Bewertungen
- NTC Iso2859 1Dokument14 SeitenNTC Iso2859 1dancas01100% (2)
- Matriz de Riego PBDokument1 SeiteMatriz de Riego PBdancas01Noch keine Bewertungen
- Mitologia Nordica Niedner HeinrichDokument256 SeitenMitologia Nordica Niedner Heinrich_fedra_100% (4)
- Mitologia Nordica Niedner HeinrichDokument256 SeitenMitologia Nordica Niedner Heinrich_fedra_100% (4)
- Archivo Guia ProyectoDokument8 SeitenArchivo Guia Proyectodancas01Noch keine Bewertungen
- Manual Tipos de GasesDokument47 SeitenManual Tipos de GasesAlan VeizagaNoch keine Bewertungen
- Estudio Comparativo Legislación Latinoamericana BiocombustiblesDokument38 SeitenEstudio Comparativo Legislación Latinoamericana Biocombustiblesdancas01Noch keine Bewertungen
- Sangre Por Petróleo - Estratégia Energética - Cheney - BushDokument24 SeitenSangre Por Petróleo - Estratégia Energética - Cheney - Bushdancas01Noch keine Bewertungen
- Conceptos BásicosDokument23 SeitenConceptos BásicosgabineitorNoch keine Bewertungen
- Vent No Inv. Pacientes Con EPOCDokument5 SeitenVent No Inv. Pacientes Con EPOCdancas01Noch keine Bewertungen
- Química Como Herramienta en BiomedicinaDokument4 SeitenQuímica Como Herramienta en Biomedicinadancas01Noch keine Bewertungen
- Mecanica RespiratoriaDokument5 SeitenMecanica RespiratoriaKatheryn Lezama GuerraNoch keine Bewertungen
- Dialnet GelificadoresMultifuncionalesDeBajoPesoMolecularPr 3347185Dokument11 SeitenDialnet GelificadoresMultifuncionalesDeBajoPesoMolecularPr 3347185dancas01Noch keine Bewertungen
- El Sistema de Circulacion Del TaladroDokument2 SeitenEl Sistema de Circulacion Del TaladroRicardo J Gonzalez GNoch keine Bewertungen
- IA ReporteFINALDokument6 SeitenIA ReporteFINALZeero' Sioux PageNoch keine Bewertungen
- Pensamiento Político de Francisco SuárezDokument1 SeitePensamiento Político de Francisco SuárezDario Alberto RomeroNoch keine Bewertungen
- Diseño de Pavimentos - SubrasanteDokument9 SeitenDiseño de Pavimentos - SubrasanteBe StevenNoch keine Bewertungen
- Equipo3 RES 341 S2 TE2Dokument5 SeitenEquipo3 RES 341 S2 TE2conde2007Noch keine Bewertungen
- Metodo BickDokument19 SeitenMetodo BickPsic.Inf. Sara Esparza CastañedaNoch keine Bewertungen
- Minerales ópticosDokument13 SeitenMinerales ópticosyaku1618100% (1)
- Mitos y Supersticiones PDFDokument312 SeitenMitos y Supersticiones PDFMateo Palacio100% (1)
- Filosofía Ética Latinoaméricana VDokument168 SeitenFilosofía Ética Latinoaméricana Vapi-3706182100% (1)
- ProteobacteriaDokument3 SeitenProteobacteriaAlondra Lizbeth Gutierrez TorresNoch keine Bewertungen
- Orígenes coloniales del puerto de BuenaventuraDokument27 SeitenOrígenes coloniales del puerto de BuenaventuraMaría Del Carmen Muñoz Millán100% (1)
- Informe Balance de Energia MecanicaDokument17 SeitenInforme Balance de Energia MecanicaJose Emmanuel Chema100% (1)
- Ensayo Funciones Vectoriales PDFDokument11 SeitenEnsayo Funciones Vectoriales PDFMatth17 valleymanNoch keine Bewertungen
- Ojetivos Octavo MartesDokument8 SeitenOjetivos Octavo MartesFernanda Miranda AureaNoch keine Bewertungen
- Examen - (AAB01) Cuestionario 4 - Desarrolle La Cuarta Evaluación Parcial Referente A La Unidad 5 - Trastornos de La PersonalidadDokument6 SeitenExamen - (AAB01) Cuestionario 4 - Desarrolle La Cuarta Evaluación Parcial Referente A La Unidad 5 - Trastornos de La PersonalidadIsrael Noboa100% (1)
- Cirque du Soleil: Arte y amor en mundos lejanosDokument6 SeitenCirque du Soleil: Arte y amor en mundos lejanosNICOLLE QUEENNoch keine Bewertungen
- El Lado Amargo de Las Mujeres de LosDokument59 SeitenEl Lado Amargo de Las Mujeres de LosDavid fernández moroNoch keine Bewertungen
- Moluscos1-2021 AgostoDokument49 SeitenMoluscos1-2021 AgostoJavier CordovaNoch keine Bewertungen
- Libro Consulta de Puericultura 20111Dokument77 SeitenLibro Consulta de Puericultura 20111Luis Reynaga JimenezNoch keine Bewertungen
- Espacios Normados IntroducciónDokument9 SeitenEspacios Normados IntroducciónLuis Arce GonzálezNoch keine Bewertungen
- MatricesssDokument5 SeitenMatricesssRamón Veliz BravoNoch keine Bewertungen
- Resolución Expresión BooleanaDokument2 SeitenResolución Expresión BooleanaserolfitnasNoch keine Bewertungen
- Clase 15 - Estructura de Los CarbonatosDokument66 SeitenClase 15 - Estructura de Los CarbonatosWilkhen ChuraNoch keine Bewertungen
- Teoria de Henrry Muray PDFDokument27 SeitenTeoria de Henrry Muray PDFErnestho Molina100% (1)
- Memoria Plan 2016-2025 Capitulo 1Dokument21 SeitenMemoria Plan 2016-2025 Capitulo 1Elar Tumailla SanchezNoch keine Bewertungen
- FichaQuirurgicaCaninaFelinaDokument3 SeitenFichaQuirurgicaCaninaFelinaMauricio Hinojosa JemioNoch keine Bewertungen
- Cuestionario Reforzamiento U2Dokument5 SeitenCuestionario Reforzamiento U2Cristian MoraNoch keine Bewertungen
- Procesos Endogenos y ExogenosDokument4 SeitenProcesos Endogenos y ExogenosMartinChupeCardesa0% (1)
- Como Se Desarrolla o Formula La InvestigaciónDokument4 SeitenComo Se Desarrolla o Formula La Investigaciónmayra rodasNoch keine Bewertungen