Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Mutual Fund Insight Nov 2022Dokument214 SeitenMutual Fund Insight Nov 2022Sonic LabelsNoch keine Bewertungen
- Oddball NichesDokument43 SeitenOddball NichesRey Fuego100% (1)
- Verma Toys Leona Bebe PDFDokument28 SeitenVerma Toys Leona Bebe PDFSILVIA ROMERO100% (3)
- Black BookDokument28 SeitenBlack Bookshubham50% (2)
- TNCT Q2 Module3cDokument15 SeitenTNCT Q2 Module3cashurishuri411100% (1)
- Tajima TME, TMEF User ManualDokument5 SeitenTajima TME, TMEF User Manualgeorge000023Noch keine Bewertungen
- Mentorship ICT at A GlanceDokument5 SeitenMentorship ICT at A GlanceTeachers Without Borders0% (1)
- Stress Strain BehaviourDokument1 SeiteStress Strain BehaviourAtul ChauhanNoch keine Bewertungen
- Scan&SolveDokument24 SeitenScan&SolveAtul ChauhanNoch keine Bewertungen
- VTM For MmfeaDokument17 SeitenVTM For MmfeaAtul ChauhanNoch keine Bewertungen
- Finite Element Analysis and Genetic AlgorithmDokument293 SeitenFinite Element Analysis and Genetic AlgorithmAnonymous 1BdR0EQgbu100% (1)
- State of Art For Fem PDFDokument189 SeitenState of Art For Fem PDFAtul ChauhanNoch keine Bewertungen
- 10.1007/978 3 642 30668 6Dokument427 Seiten10.1007/978 3 642 30668 6Atul ChauhanNoch keine Bewertungen
- Concepts and Applications of Finite Element AnalysisDokument650 SeitenConcepts and Applications of Finite Element Analysiszzzz6950% (6)
- Meshing StrategyDokument16 SeitenMeshing StrategyAtul ChauhanNoch keine Bewertungen
- Optimal Iso SurfacesDokument10 SeitenOptimal Iso SurfacesAtul ChauhanNoch keine Bewertungen
- Zinc Oxide Nanoparticles Hinder Fungal Biofilm Development in AnDokument8 SeitenZinc Oxide Nanoparticles Hinder Fungal Biofilm Development in AnAtul ChauhanNoch keine Bewertungen
- Finite Element AnalysisDokument20 SeitenFinite Element AnalysisAtul ChauhanNoch keine Bewertungen
- Applications Ceramic Apps Auto HoffmannDokument41 SeitenApplications Ceramic Apps Auto HoffmannAtul ChauhanNoch keine Bewertungen
- Friction Stir WeldDokument14 SeitenFriction Stir Weldnadia syazwinaNoch keine Bewertungen
- B Spline1Dokument29 SeitenB Spline1Atul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 20Dokument10 SeitenCPIE-2016 Paper 20Atul ChauhanNoch keine Bewertungen
- PI2014Dokument18 SeitenPI2014Atul ChauhanNoch keine Bewertungen
- GATE 2018 Information Brochure - v2 PDFDokument39 SeitenGATE 2018 Information Brochure - v2 PDFmaheshfbNoch keine Bewertungen
- CPIE-2016 Paper 272Dokument7 SeitenCPIE-2016 Paper 272Atul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 66Dokument10 SeitenCPIE-2016 Paper 66Atul ChauhanNoch keine Bewertungen
- 0 BasiclevelDokument6 Seiten0 BasiclevelAtul ChauhanNoch keine Bewertungen
- Research PaperDokument5 SeitenResearch PaperAtul Chauhan80% (5)
- Machining of Bezier Curve by Macro ProgrammingDokument7 SeitenMachining of Bezier Curve by Macro ProgrammingAtul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 25Dokument6 SeitenCPIE-2016 Paper 25Atul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 21 PDFDokument9 SeitenCPIE-2016 Paper 21 PDFAtul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 68Dokument9 SeitenCPIE-2016 Paper 68Atul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 67Dokument11 SeitenCPIE-2016 Paper 67Atul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 83Dokument10 SeitenCPIE-2016 Paper 83Atul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 70 PDFDokument10 SeitenCPIE-2016 Paper 70 PDFAtul ChauhanNoch keine Bewertungen
- CPIE-2016 Paper 35Dokument15 SeitenCPIE-2016 Paper 35Atul ChauhanNoch keine Bewertungen
- 3.1 Radiation in Class Exercises IIDokument2 Seiten3.1 Radiation in Class Exercises IIPabloNoch keine Bewertungen
- Fin 3 - Exam1Dokument12 SeitenFin 3 - Exam1DONNA MAE FUENTESNoch keine Bewertungen
- Ucbackup Faq - Commvault: GeneralDokument8 SeitenUcbackup Faq - Commvault: GeneralhherNoch keine Bewertungen
- Minas-A6 Manu e PDFDokument560 SeitenMinas-A6 Manu e PDFJecson OliveiraNoch keine Bewertungen
- Bharat Heavy Electricals LimitedDokument483 SeitenBharat Heavy Electricals LimitedRahul NagarNoch keine Bewertungen
- WVU's Response Letter To Campbell Regarding HugginsDokument4 SeitenWVU's Response Letter To Campbell Regarding HugginsJosh JarnaginNoch keine Bewertungen
- IBMC Competition Booklet 2013Dokument40 SeitenIBMC Competition Booklet 2013Rollins Center at BYUNoch keine Bewertungen
- Kuper ManualDokument335 SeitenKuper Manualdonkey slap100% (1)
- MP 221 Tanael PLUMBING CODE Definition of Terms 2Dokument3 SeitenMP 221 Tanael PLUMBING CODE Definition of Terms 2Louie BarredoNoch keine Bewertungen
- SVPWM PDFDokument5 SeitenSVPWM PDFmauricetappaNoch keine Bewertungen
- Gujarat Technological UniversityDokument2 SeitenGujarat Technological UniversityBhavesh PatelNoch keine Bewertungen
- BBCVDokument6 SeitenBBCVSanthosh PgNoch keine Bewertungen
- Computerized AccountingDokument14 SeitenComputerized Accountinglayyah2013Noch keine Bewertungen
- bz4x EbrochureDokument21 Seitenbz4x EbrochureoswaldcameronNoch keine Bewertungen
- The Voice of The Villages - December 2014Dokument48 SeitenThe Voice of The Villages - December 2014The Gayton Group of ParishesNoch keine Bewertungen
- จัดตารางสอบกลางภาคภาคต้น53Dokument332 Seitenจัดตารางสอบกลางภาคภาคต้น53Yuwarath SuktrakoonNoch keine Bewertungen
- Chap 06 Ans Part 2Dokument18 SeitenChap 06 Ans Part 2Janelle Joyce MuhiNoch keine Bewertungen
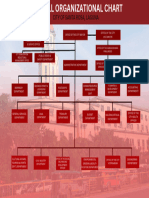
- Org ChartDokument1 SeiteOrg Chart2021-101781Noch keine Bewertungen
- Tank Emission Calculation FormDokument12 SeitenTank Emission Calculation FormOmarTraficanteDelacasitosNoch keine Bewertungen
- Dunham Bush Midwall Split R410a InverterDokument2 SeitenDunham Bush Midwall Split R410a InverterAgnaldo Caetano100% (1)
- Relationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourDokument16 SeitenRelationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourToe ToeNoch keine Bewertungen
- Hyundai Himap BcsDokument22 SeitenHyundai Himap BcsLim Fung ChienNoch keine Bewertungen
- Triplex (Triple Full Free Panoramic) Mast (5M15D To 5M35D) : Structure and FunctionDokument2 SeitenTriplex (Triple Full Free Panoramic) Mast (5M15D To 5M35D) : Structure and FunctionMaz Ariez EkaNoch keine Bewertungen