Das könnte Ihnen auch gefallen
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDokument7 SeitenJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýNoch keine Bewertungen
- ASTM A131 Steel, Grade DDokument1 SeiteASTM A131 Steel, Grade DjulianmorantesNoch keine Bewertungen
- Acceptable Grade of Plate Material (API 650)Dokument1 SeiteAcceptable Grade of Plate Material (API 650)juantamad02Noch keine Bewertungen
- Norma CWB Cambios en W47.1-2009Dokument6 SeitenNorma CWB Cambios en W47.1-2009Jose ManuelNoch keine Bewertungen
- p999999 100zd11 000 zd0001 - 0 Welding StandardDokument25 Seitenp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNoch keine Bewertungen
- WPS Format For Asme Ix - Wps - Gtaw SawDokument1 SeiteWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNoch keine Bewertungen
- Airvac Portable Vacuum Recovery SystemDokument8 SeitenAirvac Portable Vacuum Recovery SystemEngTamerNoch keine Bewertungen
- Quality Plan For Vessel Structural ModificationDokument9 SeitenQuality Plan For Vessel Structural ModificationEbuka NwankwoNoch keine Bewertungen
- TABLE 2 Dimensions of Circular Washers: 8. Workmanship, Finish, and AppearanceDokument1 SeiteTABLE 2 Dimensions of Circular Washers: 8. Workmanship, Finish, and AppearanceGHULAM NABINoch keine Bewertungen
- Er 100 S 1Dokument1 SeiteEr 100 S 1Oliver Quezada Inostroza100% (1)
- Welding Procedure Specification For GTAWDokument9 SeitenWelding Procedure Specification For GTAWraja reyhanNoch keine Bewertungen
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDokument9 Seiten2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNoch keine Bewertungen
- Asme VDokument1 SeiteAsme VMohd AnsariNoch keine Bewertungen
- Course Module 4Dokument6 SeitenCourse Module 4Makise AghataNoch keine Bewertungen
- Saes W 013Dokument8 SeitenSaes W 013Dhaval Patel100% (1)
- ASME 9 Multi Process Welding Procedures QW200Dokument2 SeitenASME 9 Multi Process Welding Procedures QW200Teodor EzaruNoch keine Bewertungen
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Dokument6 SeitenRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNoch keine Bewertungen
- Grados Termicos TN55TH y TN80THDokument10 SeitenGrados Termicos TN55TH y TN80THgfwtNoch keine Bewertungen
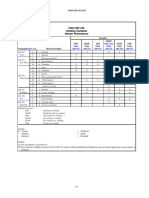
- Table - Qw-416 Welding Variables For Welder PerformanceDokument1 SeiteTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- MQP - 1 PDFDokument15 SeitenMQP - 1 PDFDoita Dutta ChoudhuryNoch keine Bewertungen
- Sample Forms WPS PQRDokument22 SeitenSample Forms WPS PQRGMNoch keine Bewertungen
- TDC-10B Heat Treatment For C12A Steel CastingsDokument2 SeitenTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNoch keine Bewertungen
- Grade Point Average CalculatorDokument1 SeiteGrade Point Average CalculatorRaquelNoch keine Bewertungen
- Comp SA36, IS 2062, SA516 GR 60Dokument2 SeitenComp SA36, IS 2062, SA516 GR 60RajendraNoch keine Bewertungen
- dpvc-09 Petrobras PDFDokument47 Seitendpvc-09 Petrobras PDFBilly TanNoch keine Bewertungen
- ThyssenDokument0 SeitenThyssenAbbas RizviNoch keine Bewertungen
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDokument5 SeitenQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.Noch keine Bewertungen
- Submerged Arc Welding (Saw)Dokument5 SeitenSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNoch keine Bewertungen
- Astm A179 PDFDokument1 SeiteAstm A179 PDFgaminNoch keine Bewertungen
- 0301e - Guidebook For Inspectors - 2018-3Dokument6 Seiten0301e - Guidebook For Inspectors - 2018-3FranciscoNoch keine Bewertungen
- Check For Weld Between 50dia & Rainforcement PadDokument8 SeitenCheck For Weld Between 50dia & Rainforcement PadUmer AziqNoch keine Bewertungen
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDokument7 SeitenA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNoch keine Bewertungen
- Aws N-1 WPS-PQR FormDokument2 SeitenAws N-1 WPS-PQR FormEdwin MariacaNoch keine Bewertungen
- Hidden Defects in FittingsDokument3 SeitenHidden Defects in FittingsFerlie IndrapatiNoch keine Bewertungen
- S/A 106 Spec Sheet A106 Pipe Specifications: ScopeDokument7 SeitenS/A 106 Spec Sheet A106 Pipe Specifications: ScopeyanurarzaqaNoch keine Bewertungen
- WeldingDokument21 SeitenWeldingprabhatkumar_6657012Noch keine Bewertungen
- Butt JointsDokument21 SeitenButt JointsRaj1-23Noch keine Bewertungen
- Preheat RequirementsDokument3 SeitenPreheat RequirementsVJG369Noch keine Bewertungen
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Dokument4 SeitenIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNoch keine Bewertungen
- Cswip3.2 Introduction ONLYDokument3 SeitenCswip3.2 Introduction ONLYSathishkumar. KNoch keine Bewertungen
- Calified Welding Procedures List Aplicable For ASD TUG 2810 YN513513Dokument11 SeitenCalified Welding Procedures List Aplicable For ASD TUG 2810 YN513513Costin RotaruNoch keine Bewertungen
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Dokument16 SeitenNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVNoch keine Bewertungen
- Armstech Training Division Brochure NewDokument12 SeitenArmstech Training Division Brochure NewAnoop ChandranNoch keine Bewertungen
- EGWDokument2 SeitenEGWpratishgnairNoch keine Bewertungen
- Esab Buddy TIG400iDokument2 SeitenEsab Buddy TIG400iJeganeswaranNoch keine Bewertungen
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDokument1 Seite22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNoch keine Bewertungen
- WPS PQR PDFDokument23 SeitenWPS PQR PDFAhmad Daniel100% (1)
- Ix+ 3. (WPQ) Welding Performance QualificationsDokument7 SeitenIx+ 3. (WPQ) Welding Performance QualificationsAMAL VISHNUNoch keine Bewertungen
- QW 442 A Number PDFDokument1 SeiteQW 442 A Number PDFMadidj_2014Noch keine Bewertungen
- (First Revision) : Indian StandardDokument8 Seiten(First Revision) : Indian StandardBhanu Pratap ChoudhuryNoch keine Bewertungen
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Dokument2 SeitenWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiNoch keine Bewertungen
- TDC 1150Dokument3 SeitenTDC 1150shazanNoch keine Bewertungen
- Qualification of Procedure and Welder (19 February 2014)Dokument20 SeitenQualification of Procedure and Welder (19 February 2014)Zanuardi YahyaNoch keine Bewertungen
- WPS PQR 12 PDFDokument9 SeitenWPS PQR 12 PDFVinay YadavNoch keine Bewertungen
- SB410 (JIS) - Worldwide Equivalent Grades 11Dokument1 SeiteSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- Type Approval Certificate: ABB AB, Control ProductsDokument3 SeitenType Approval Certificate: ABB AB, Control ProductsChief EngineerNoch keine Bewertungen
- MBA01015Dokument8 SeitenMBA01015Arun .vNoch keine Bewertungen
- MBA01007Dokument8 SeitenMBA01007Arun .vNoch keine Bewertungen
- Welding QualificationDokument45 SeitenWelding QualificationeswarNoch keine Bewertungen
- Hose Handbook March 2003Dokument116 SeitenHose Handbook March 2003pattersj1100% (1)
- Bolt Torque Calculation - Apr19Dokument69 SeitenBolt Torque Calculation - Apr19Raj SNoch keine Bewertungen
- Welding THK QualificationDokument5 SeitenWelding THK QualificationRaj SNoch keine Bewertungen
- Nozzle Reinforcement - Area Replacement CalculationsDokument5 SeitenNozzle Reinforcement - Area Replacement CalculationsRaj SNoch keine Bewertungen
- Introduction To VLSI Fabrication Technologies: Emanuele BaravelliDokument38 SeitenIntroduction To VLSI Fabrication Technologies: Emanuele BaravelliNelarapuMaheshNoch keine Bewertungen
- Sa 135Dokument10 SeitenSa 135Girish RajNoch keine Bewertungen
- HAL 16 - Bare Foam PigDokument1 SeiteHAL 16 - Bare Foam Pigbagus handokoNoch keine Bewertungen
- Processing ProblemDokument3 SeitenProcessing ProblemMeah PachecoNoch keine Bewertungen
- Defects On Weld BEADDokument47 SeitenDefects On Weld BEADarash59_4uNoch keine Bewertungen
- D 2 1 Database On DefectsDokument25 SeitenD 2 1 Database On DefectsSander DuqueNoch keine Bewertungen
- Valve Timing Diagram-5 PDFDokument6 SeitenValve Timing Diagram-5 PDFdhirendra singh100% (1)
- Web Formation TechniquesDokument40 SeitenWeb Formation TechniquesMurugan GaneshNoch keine Bewertungen
- TOTAL SP-TCS-146 Bolts For Piping 1993Dokument7 SeitenTOTAL SP-TCS-146 Bolts For Piping 1993Dedy WindiyantoNoch keine Bewertungen
- 2.solutions KCET PYQsDokument1 Seite2.solutions KCET PYQsgangi reddy100% (1)
- Ransom & Randolph - Jewelry Casting - Investing FAQsDokument2 SeitenRansom & Randolph - Jewelry Casting - Investing FAQsGabrielNoch keine Bewertungen
- Catoen Rees 2021 Injection Mold Design HandbookDokument30 SeitenCatoen Rees 2021 Injection Mold Design HandbookmallappaNoch keine Bewertungen
- C Max Tightening Torque Admissible Side Load Est'd Weight ClipsDokument2 SeitenC Max Tightening Torque Admissible Side Load Est'd Weight ClipsTowerNoch keine Bewertungen
- PPG Coating SystemsDokument16 SeitenPPG Coating SystemsFernando Emmanuel BenitezNoch keine Bewertungen
- Joints in Steel Construction - Simple Connections - Part 22 PDFDokument1 SeiteJoints in Steel Construction - Simple Connections - Part 22 PDFkakem61Noch keine Bewertungen
- Standard And/or Project Stage TC: Filter The ListDokument10 SeitenStandard And/or Project Stage TC: Filter The ListIsmailNoch keine Bewertungen
- JSW - BF1 Capital RepairDokument11 SeitenJSW - BF1 Capital RepairSaumit PalNoch keine Bewertungen
- Larsen & Toubro Limited MSQ (Epcc 1) Up Gradation: LT/MSQ/P/DPT//007Dokument4 SeitenLarsen & Toubro Limited MSQ (Epcc 1) Up Gradation: LT/MSQ/P/DPT//007punitg_2Noch keine Bewertungen
- Bruxite Catalogue 2013 WEBDokument32 SeitenBruxite Catalogue 2013 WEBSergey SlomchinskiyNoch keine Bewertungen
- Protectosil-Overview - JJIIDokument3 SeitenProtectosil-Overview - JJIIbhisma.nugerahNoch keine Bewertungen
- Is 8350 1977Dokument8 SeitenIs 8350 1977UditChampaneriaNoch keine Bewertungen
- Physical, Chemical & Biological: Design of Facilities For Treatment of Waste WaterDokument118 SeitenPhysical, Chemical & Biological: Design of Facilities For Treatment of Waste WaterAseem Vivek Masih100% (1)
- Stampaggio A Iniezione en-ITDokument33 SeitenStampaggio A Iniezione en-ITgabriele_candoniNoch keine Bewertungen
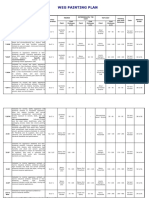
- Weg Painting Plans - 051107Dokument2 SeitenWeg Painting Plans - 051107Craig RobinsonNoch keine Bewertungen
- Biograde WS-50Dokument4 SeitenBiograde WS-50Xuân Giang NguyễnNoch keine Bewertungen
- s600 CNC LatheDokument1 Seites600 CNC LatheAhmed ShadeedNoch keine Bewertungen
- Part 02 - Review of PWPS and WPSDokument9 SeitenPart 02 - Review of PWPS and WPSYan FerizalNoch keine Bewertungen
- AE301 Process and ProceduresDokument12 SeitenAE301 Process and ProceduresVetri Vela100% (1)
- FoundryDokument120 SeitenFoundrycelinaNoch keine Bewertungen
- Preparing, Cleaning, and Evaluating Corrosion Test SpecimensDokument4 SeitenPreparing, Cleaning, and Evaluating Corrosion Test Specimenswilber huertaNoch keine Bewertungen