Das könnte Ihnen auch gefallen
- Notes OnDokument2 SeitenNotes OnKrishnadev Madhavan NairNoch keine Bewertungen
- Designing Gear CuttersDokument3 SeitenDesigning Gear CuttersKrishnadev Madhavan NairNoch keine Bewertungen
- Gauss Elimination: Somnath RoyDokument18 SeitenGauss Elimination: Somnath RoyKrishnadev Madhavan NairNoch keine Bewertungen
- Gear DesignDokument5 SeitenGear DesignKrishnadev Madhavan NairNoch keine Bewertungen
- ISO Weld StdsDokument2 SeitenISO Weld StdsKrishnadev Madhavan NairNoch keine Bewertungen
- Theory To Predict Shear Stress On Cells in Turbulent Blood FlowDokument17 SeitenTheory To Predict Shear Stress On Cells in Turbulent Blood FlowKrishnadev Madhavan NairNoch keine Bewertungen
- Fed BatchDokument3 SeitenFed BatchKrishnadev Madhavan NairNoch keine Bewertungen
- Lecture 5: Diffusion Coefficient (Diffusivity) : LN LNDokument6 SeitenLecture 5: Diffusion Coefficient (Diffusivity) : LN LNKrishnadev Madhavan NairNoch keine Bewertungen
- Search ISO Part2Dokument2 SeitenSearch ISO Part2Krishnadev Madhavan NairNoch keine Bewertungen
- Search ISODokument1 SeiteSearch ISOKrishnadev Madhavan NairNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Quadratic EquationsDokument40 SeitenQuadratic EquationsWeb Books100% (6)
- Structural Robustness of Steel Framed BuildingsDokument0 SeitenStructural Robustness of Steel Framed BuildingsCristina VlaicuNoch keine Bewertungen
- Psychosocial Problem and Its Associated Factors Among Adolescents in The Secondary Schools in Pasir Gudang, JohorDokument11 SeitenPsychosocial Problem and Its Associated Factors Among Adolescents in The Secondary Schools in Pasir Gudang, JohorMaysoun AtoumNoch keine Bewertungen
- Google Calendar Integrator - v2.0Dokument21 SeitenGoogle Calendar Integrator - v2.0Sumedh KakdeNoch keine Bewertungen
- Đề 5Dokument4 SeitenĐề 5Nga NguyenNoch keine Bewertungen
- 09 04 2016-Online-ExamDokument46 Seiten09 04 2016-Online-ExamAtharva Sheersh PandeyNoch keine Bewertungen
- Concept MappingDokument26 SeitenConcept Mappingdbryant0101100% (16)
- SAVol 8 June 2010 Indian Color Part 3Dokument272 SeitenSAVol 8 June 2010 Indian Color Part 3SaptarishisAstrology67% (3)
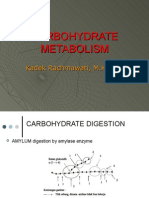
- Carbohydrate MetabolismDokument38 SeitenCarbohydrate Metabolismwidya nurrohmanNoch keine Bewertungen
- Samakande A UnprotectedDokument190 SeitenSamakande A Unprotectedathilla27Noch keine Bewertungen
- It (Cesec - Form 4 - 5) OutlineDokument7 SeitenIt (Cesec - Form 4 - 5) Outlineapi-287025606Noch keine Bewertungen
- Alternative ADHD TreatmentDokument3 SeitenAlternative ADHD TreatmentCindy VanegasNoch keine Bewertungen
- Service Manual: Digital Laser Copier/ Digital Multifunctional SystemDokument132 SeitenService Manual: Digital Laser Copier/ Digital Multifunctional SystemViktor FehlerNoch keine Bewertungen
- Mewaruniversity PH DDokument4 SeitenMewaruniversity PH Dpramoddutta100% (1)
- Proposit Gen MathDokument9 SeitenProposit Gen MathAngelika AndresNoch keine Bewertungen
- Viltam User Manual enDokument13 SeitenViltam User Manual enszol888Noch keine Bewertungen
- HOTS How To Answer QuestionsDokument3 SeitenHOTS How To Answer QuestionsEldad KarniNoch keine Bewertungen
- v53nS5 Bio Anthro SupplementDokument272 Seitenv53nS5 Bio Anthro SupplementJean-FrançoisVéranNoch keine Bewertungen
- How To Verify SSL Certificate From A Shell PromptDokument4 SeitenHow To Verify SSL Certificate From A Shell Promptchinku85Noch keine Bewertungen
- Arrays in C++Dokument13 SeitenArrays in C++weggie alcarazNoch keine Bewertungen
- Alfred Nobel and The Nobel PrizesDokument17 SeitenAlfred Nobel and The Nobel PrizesElizabethDarcyNoch keine Bewertungen
- DLP 7 - Unique Selling PropositionDokument2 SeitenDLP 7 - Unique Selling PropositionDecember Ember100% (1)
- MGT602 Quiz 2 290411Dokument8 SeitenMGT602 Quiz 2 290411sonutilkNoch keine Bewertungen
- Imp Ob QuestionsDokument2 SeitenImp Ob QuestionsPrabhakar RaoNoch keine Bewertungen
- Blessings in DisguiseDokument238 SeitenBlessings in DisguiseAJ HassanNoch keine Bewertungen
- Talent Acquisition ChallengeDokument12 SeitenTalent Acquisition ChallengeSue Marks100% (3)
- Damian C. Brady, P .DDokument9 SeitenDamian C. Brady, P .Dapi-27484581Noch keine Bewertungen
- HvyyjbbDokument128 SeitenHvyyjbbAyashkanta RoutNoch keine Bewertungen
- J.petrauskas ResumeDokument1 SeiteJ.petrauskas ResumeJPet09Noch keine Bewertungen
- Rpi CM V1 - 1 Schematic PDFDokument4 SeitenRpi CM V1 - 1 Schematic PDFStephen J. RobertsNoch keine Bewertungen