Das könnte Ihnen auch gefallen
- Unit II - Turning MachinesDokument137 SeitenUnit II - Turning MachinesKanda SamyNoch keine Bewertungen
- UNIT II Turret LatheDokument29 SeitenUNIT II Turret LathePalak NaikNoch keine Bewertungen
- Chapter 21-Theory of Metal MachiningDokument50 SeitenChapter 21-Theory of Metal Machiningasifayaz120100% (2)
- MCQ Ucmp Unit I Introduction and Mechanical Energy Based ProcessesDokument30 SeitenMCQ Ucmp Unit I Introduction and Mechanical Energy Based ProcessesBollu SatyanarayanaNoch keine Bewertungen
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDokument14 SeitenElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNoch keine Bewertungen
- Question Answer On Lathe Milling Drilling Grinding (Join AICTE Telegram Group)Dokument74 SeitenQuestion Answer On Lathe Milling Drilling Grinding (Join AICTE Telegram Group)Vivek SharmaNoch keine Bewertungen
- Merchant's Circle NotsDokument5 SeitenMerchant's Circle NotsSaravanan MathiNoch keine Bewertungen
- Production Technology Lab FileDokument45 SeitenProduction Technology Lab FileSakshi RoyNoch keine Bewertungen
- Final MST Merged PDF Insem ExamDokument25 SeitenFinal MST Merged PDF Insem ExamA11Shridhar Suryawanshi100% (1)
- Tool GeometryDokument13 SeitenTool GeometryravijecrcNoch keine Bewertungen
- Design of Angular Post JigDokument41 SeitenDesign of Angular Post JigRobo Raja100% (2)
- Magnetic Abrasive FinishingDokument9 SeitenMagnetic Abrasive FinishingMohamed OmarNoch keine Bewertungen
- EDMDokument36 SeitenEDMshifas 558Noch keine Bewertungen
- Manufacturing Process Point Vise Syllabus From RaghuvanshiDokument3 SeitenManufacturing Process Point Vise Syllabus From RaghuvanshiRAMAKANT RANANoch keine Bewertungen
- 08cutting Tool Angles and Their Significance PDFDokument37 Seiten08cutting Tool Angles and Their Significance PDFHeineken Ya PraneetpongrungNoch keine Bewertungen
- Sections of Solids & Development of SurfaceDokument12 SeitenSections of Solids & Development of SurfaceAnonymous p8bHAAxNoch keine Bewertungen
- Question Bank - All UnitsDokument11 SeitenQuestion Bank - All UnitsParamasivam Veerappan100% (1)
- Question Paper 2 PDFDokument4 SeitenQuestion Paper 2 PDFfotickNoch keine Bewertungen
- Mech GATE V1 SolutionsDokument383 SeitenMech GATE V1 Solutionsyerra0% (1)
- Abrasive Jet Machining (AJM)Dokument31 SeitenAbrasive Jet Machining (AJM)Abhishek KumarNoch keine Bewertungen
- Cotter Joint - Design Procedure, Problems & Question AnswerDokument15 SeitenCotter Joint - Design Procedure, Problems & Question AnswernkchandruNoch keine Bewertungen
- GATE Metal CuttingDokument27 SeitenGATE Metal CuttingVinayaka Gp0% (1)
- Dr. R. K. Garg Professor & Chairman MED, DCRUST, MurthalDokument66 SeitenDr. R. K. Garg Professor & Chairman MED, DCRUST, Murthalshailendra236Noch keine Bewertungen
- Electrochemical Machining (ECM)Dokument36 SeitenElectrochemical Machining (ECM)Abhishek KumarNoch keine Bewertungen
- ORS SystemDokument4 SeitenORS SystemlaxmanNoch keine Bewertungen
- (PDF) Design Report Quad Bike Design Challenge - 2016Dokument13 Seiten(PDF) Design Report Quad Bike Design Challenge - 2016abhijitakadamNoch keine Bewertungen
- Multiple Choice Questions On Manufacturing Processes & Application Part 3 - ToolsandJobsDokument6 SeitenMultiple Choice Questions On Manufacturing Processes & Application Part 3 - ToolsandJobsrahmaNoch keine Bewertungen
- Manufacturing Technology Lab-II Viva QuestionsDokument11 SeitenManufacturing Technology Lab-II Viva Questionssenthilkumarksk5585100% (1)
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesDokument21 SeitenJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuNoch keine Bewertungen
- Production Q A 2013 S K Mondal Mobile VersionDokument557 SeitenProduction Q A 2013 S K Mondal Mobile VersionKBSMANIT67% (3)
- Difference Between Capstan Lathe and Turret LatheDokument1 SeiteDifference Between Capstan Lathe and Turret Latheakjeevanantham79Noch keine Bewertungen
- Unconventional Machining ProcessesDokument29 SeitenUnconventional Machining Processesavutu_kunduruNoch keine Bewertungen
- Forging Die Design Calculations PDF FreeDokument3 SeitenForging Die Design Calculations PDF FreeRamanNoch keine Bewertungen
- AIP Lab Manual - 012110050524 - 1Dokument11 SeitenAIP Lab Manual - 012110050524 - 1Martin De Boras PragashNoch keine Bewertungen
- Multiple Choice Questions (MCQ) On Press Working - Page 2 of 2 - Scholarexpress2Dokument1 SeiteMultiple Choice Questions (MCQ) On Press Working - Page 2 of 2 - Scholarexpress2Prashant SinghNoch keine Bewertungen
- Ultrasonic Machinig: Click To Edit Master Title StyleDokument16 SeitenUltrasonic Machinig: Click To Edit Master Title Stylebunty231Noch keine Bewertungen
- Electrochemical Grinding Ecg 160216024442Dokument15 SeitenElectrochemical Grinding Ecg 160216024442sreejith2786Noch keine Bewertungen
- Ucmp NotesDokument46 SeitenUcmp NotesAnonymous fowICTKNoch keine Bewertungen
- MCQs Chip FormationDokument9 SeitenMCQs Chip FormationMohsin QaziNoch keine Bewertungen
- MCQ On Milling MachineDokument3 SeitenMCQ On Milling MachineSandipkumar VhanakadeNoch keine Bewertungen
- Cadcamcim MCQDokument9 SeitenCadcamcim MCQRebecca MeyersNoch keine Bewertungen
- Automats and Tool LayoutsDokument20 SeitenAutomats and Tool LayoutsAyesha IshuNoch keine Bewertungen
- Iem Course FileDokument7 SeitenIem Course FilevamsibuNoch keine Bewertungen
- CH 24 ADokument38 SeitenCH 24 AThiran Boy LingamNoch keine Bewertungen
- (PPT) Drawing 1Dokument29 Seiten(PPT) Drawing 1AXELNoch keine Bewertungen
- JJ104 Workshop Technology Chapter7 Grinding MachineDokument19 SeitenJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- 2021 Metal Cutting, Metrology, Forming, Automation, Rootics by S K Mondal PDFDokument276 Seiten2021 Metal Cutting, Metrology, Forming, Automation, Rootics by S K Mondal PDFYour Study Related100% (2)
- Unit 1Dokument6 SeitenUnit 1vijayakumarNoch keine Bewertungen
- Chemical MachiningDokument23 SeitenChemical MachiningAbhishek Chadaga100% (6)
- Metal Cutting Theory and MechanismDokument75 SeitenMetal Cutting Theory and Mechanismnishantdubey1183Noch keine Bewertungen
- Abrasive Flow MachiningDokument12 SeitenAbrasive Flow MachiningfhjNoch keine Bewertungen
- ObjectivesDokument6 SeitenObjectivesGravindra Reddy0% (2)
- Question With Answer Mechanic Trade May-13Dokument51 SeitenQuestion With Answer Mechanic Trade May-13Pawan Porwal71% (42)
- Introduction To Mechanical Micro Machining Assignment-Week 8Dokument7 SeitenIntroduction To Mechanical Micro Machining Assignment-Week 8PranjalGuptaNoch keine Bewertungen
- Bars and Beams Cheat SheetDokument1 SeiteBars and Beams Cheat SheetGhenal RiveraNoch keine Bewertungen
- Folds in RocksDokument5 SeitenFolds in RocksDaljeet SidhuNoch keine Bewertungen
- 2016 03 01 - Lecture 5 Forces in CuttingDokument8 Seiten2016 03 01 - Lecture 5 Forces in CuttingJalusatya jdmNoch keine Bewertungen
- Steel SectionsDokument33 SeitenSteel Sectionssam_antony2005Noch keine Bewertungen
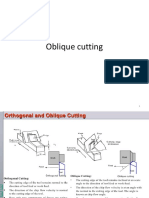
- Oblique CuttingDokument20 SeitenOblique Cuttingmohd danishNoch keine Bewertungen
- Turning Effect of Forces O 2023Dokument5 SeitenTurning Effect of Forces O 2023johnsmacks7Noch keine Bewertungen
- Metode AnalistisDokument3 SeitenMetode AnalistisRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirls100% (1)
- CeriumDokument12 SeitenCeriumRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- KESEIMBANGANDokument4 SeitenKESEIMBANGANRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- Teknologi Manufaktur IDokument21 SeitenTeknologi Manufaktur IRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- How An Air-Cooled Engine WorksDokument5 SeitenHow An Air-Cooled Engine WorksRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- Present As IDokument8 SeitenPresent As IRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- Artikel HandtoolDokument6 SeitenArtikel HandtoolRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- 1234Dokument1 Seite1234Raka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- 1234Dokument1 Seite1234Raka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- 1234Dokument1 Seite1234Raka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- Glory Glory Man UnitedDokument1 SeiteGlory Glory Man UnitedRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- Wind Power Generation TechnologyDokument10 SeitenWind Power Generation TechnologyRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNoch keine Bewertungen
- Wind Turbine Power CalculationDokument5 SeitenWind Turbine Power CalculationRavi Acharya100% (2)
- COBIT Checklist and ReviewDokument20 SeitenCOBIT Checklist and ReviewMike0% (1)
- Display Transcript: Institution Credit Transcript TotalsDokument8 SeitenDisplay Transcript: Institution Credit Transcript Totalsking_studios7353Noch keine Bewertungen
- Usm StanDokument5 SeitenUsm StanClaresta JaniceNoch keine Bewertungen
- Introduction To Philosophy of The Human Person - 2nd QuarterDokument5 SeitenIntroduction To Philosophy of The Human Person - 2nd Quarternamjoonsfluff100% (1)
- Statistics in Experimental Research: Mark Anthony F. Casimiro Marikina Science High School-JHSDokument32 SeitenStatistics in Experimental Research: Mark Anthony F. Casimiro Marikina Science High School-JHSJeanne Emerose TalabuconNoch keine Bewertungen
- Forced Convection Over A Flat Plate by Finite Difference MethodDokument5 SeitenForced Convection Over A Flat Plate by Finite Difference MethodNihanth WagmiNoch keine Bewertungen
- User fc20 PDFDokument34 SeitenUser fc20 PDFjesus diasNoch keine Bewertungen
- NamdarDokument38 SeitenNamdarthe next miamiNoch keine Bewertungen
- CV 4Dokument2 SeitenCV 4api-312667938Noch keine Bewertungen
- NadiAstrologyAndTransitspart 2Dokument7 SeitenNadiAstrologyAndTransitspart 2Jhon Jairo Mosquera RodasNoch keine Bewertungen
- Master of Business Administration - MBA Semester 3 ProjectDokument2 SeitenMaster of Business Administration - MBA Semester 3 ProjectAnkur SharmaNoch keine Bewertungen
- Strut & Tie ModelDokument67 SeitenStrut & Tie Modelahmed adel100% (9)
- Glimpses of Vedic MicrobiologyDokument3 SeitenGlimpses of Vedic MicrobiologybluestriateNoch keine Bewertungen
- BOC Develop A Strategic Communication Plan of The Transformation Roadmap Phase 2Dokument25 SeitenBOC Develop A Strategic Communication Plan of The Transformation Roadmap Phase 2Mario FranciscoNoch keine Bewertungen
- Reading Comprehension: Pratyush at Toughest QuestionsDokument40 SeitenReading Comprehension: Pratyush at Toughest QuestionsJaved AnwarNoch keine Bewertungen
- Burkina Faso NigerDokument21 SeitenBurkina Faso NigerAlin Cosma100% (1)
- Group 1 Secb MDCMDokument7 SeitenGroup 1 Secb MDCMPOOJA GUPTANoch keine Bewertungen
- Educational Planning (Felipe)Dokument102 SeitenEducational Planning (Felipe)Felipe Beranio Sullera Jr.100% (4)
- LKG Syllabus in IndiaDokument2 SeitenLKG Syllabus in IndiaSudip79988% (24)
- Condition Surveys and Asset Data Capture - Sample PDFDokument5 SeitenCondition Surveys and Asset Data Capture - Sample PDFfghabboonNoch keine Bewertungen
- Quantitative Aptitude For Competitive Exams (WWW - Sarkaripost.in) PDFDokument137 SeitenQuantitative Aptitude For Competitive Exams (WWW - Sarkaripost.in) PDFgencoNoch keine Bewertungen
- Linguistic VariablesDokument2 SeitenLinguistic VariablesShankhyaneel SarkarNoch keine Bewertungen
- Subaltern Voice in The Novel of Anita Nair's Lessons in Forgetting: A Female PerspectiveDokument2 SeitenSubaltern Voice in The Novel of Anita Nair's Lessons in Forgetting: A Female PerspectiveIJELS Research JournalNoch keine Bewertungen
- Intelligent Design of Industrial Steel Buildings - A BIM ApproachDokument8 SeitenIntelligent Design of Industrial Steel Buildings - A BIM Approachshubham kothawadeNoch keine Bewertungen
- Cs 1410Dokument2 SeitenCs 1410David DengNoch keine Bewertungen
- Design and Fabrication Dual Side Shaper MachineDokument2 SeitenDesign and Fabrication Dual Side Shaper MachineKarthik DmNoch keine Bewertungen
- CVE 202 Lecture - 28062021Dokument11 SeitenCVE 202 Lecture - 28062021odubade opeyemiNoch keine Bewertungen
- Gujarat Technological UniversityDokument2 SeitenGujarat Technological Universitysmartboynitish01Noch keine Bewertungen
- Hot Dip Galvanized SheetDokument2 SeitenHot Dip Galvanized SheetgorakdiasNoch keine Bewertungen
- Digitel SignatureDokument21 SeitenDigitel Signatureapi-3746880Noch keine Bewertungen