Das könnte Ihnen auch gefallen
- Curso de Call Center Basico 1 NuevoDokument7 SeitenCurso de Call Center Basico 1 NuevoORAIDARESTREPO100% (3)
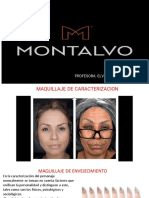
- Maquillaje de EnvejecimientoDokument10 SeitenMaquillaje de EnvejecimientoAlex VJNoch keine Bewertungen
- 01 El Dedo Magico - Pauta de CorreccionDokument3 Seiten01 El Dedo Magico - Pauta de CorreccionAlejandro Lagos Escalona100% (1)
- Grupo.7. Diferencias Entre El Barroco Español y El de Otros PaisesDokument6 SeitenGrupo.7. Diferencias Entre El Barroco Español y El de Otros PaisesCeleste Aguirre0% (1)
- Cintura Escapular Calistenia 1149528064Dokument18 SeitenCintura Escapular Calistenia 1149528064Pame GutierrezNoch keine Bewertungen
- Convocatoria Pan America No de BMXDokument6 SeitenConvocatoria Pan America No de BMXderlis_ramirezNoch keine Bewertungen
- Programa para Evangelistas LaicosDokument2 SeitenPrograma para Evangelistas LaicosRobert PereiraNoch keine Bewertungen
- T3-Simulacion Crecimiento Exponencial PDFDokument5 SeitenT3-Simulacion Crecimiento Exponencial PDFnelson escuderoNoch keine Bewertungen
- Wiwi BuznegoDokument1 SeiteWiwi BuznegoEduardo LiviaNoch keine Bewertungen
- Te Receto Un Juego 002Dokument2 SeitenTe Receto Un Juego 002robertNoch keine Bewertungen
- Triptico Operadores TuristicosDokument2 SeitenTriptico Operadores TuristicosNelson KevinNoch keine Bewertungen
- 1 Evidencia Taller Elaborar Cuadro de Registro de MediDokument5 Seiten1 Evidencia Taller Elaborar Cuadro de Registro de MediMargareth PucciniNoch keine Bewertungen
- Verbos IrregularesDokument10 SeitenVerbos IrregularesjorgeNoch keine Bewertungen
- Informe T4Dokument16 SeitenInforme T4Emi Carito Ugaz SuarezNoch keine Bewertungen
- Reproduccion AsexualDokument6 SeitenReproduccion AsexualMercedes Yesquen SandovalNoch keine Bewertungen
- Practica 2 Funcion Si yDokument4 SeitenPractica 2 Funcion Si yJhonly RicoNoch keine Bewertungen
- La TreguaDokument3 SeitenLa TreguaIrini Stevens100% (1)
- Def Destinos Inter Cuerpo 591 ExtremaduraDokument15 SeitenDef Destinos Inter Cuerpo 591 ExtremaduraJmiCsiNoch keine Bewertungen
- Mix Son Fusion TonyDokument2 SeitenMix Son Fusion TonyVru LeNoch keine Bewertungen
- Resumen Ejecutivo Conversaciones Meca-Kine-Danza-TronicasDokument9 SeitenResumen Ejecutivo Conversaciones Meca-Kine-Danza-TronicasCMKDT100% (1)
- Puntos de Atención de Servicios Migratorios: Tipo Regional NombreDokument18 SeitenPuntos de Atención de Servicios Migratorios: Tipo Regional NombreTraydernex ThunderNoch keine Bewertungen
- Street SushiDokument14 SeitenStreet Sushiignacio uribeNoch keine Bewertungen
- Equipo MulticorrienteDokument1 SeiteEquipo MulticorrienteJacqueline TorrezNoch keine Bewertungen
- Triangulo de Las BermudasDokument1 SeiteTriangulo de Las Bermudaswiston seguraNoch keine Bewertungen
- VevoDokument4 SeitenVevofranklinsd123Noch keine Bewertungen
- Mate 54Dokument4 SeitenMate 54Azul MaryNoch keine Bewertungen
- Practica de ClaseDokument1 SeitePractica de ClaseNadia MendezNoch keine Bewertungen
- Vía Crucis para NiñosDokument3 SeitenVía Crucis para NiñosMiguel HernándezNoch keine Bewertungen
- Alpinismo Nivel 1 Programa 2019Dokument5 SeitenAlpinismo Nivel 1 Programa 2019miniypuntoNoch keine Bewertungen
- Guia03 201800EmComun Medida de La GananciaCircElectrónicosIIDokument4 SeitenGuia03 201800EmComun Medida de La GananciaCircElectrónicosIIgustagarotoNoch keine Bewertungen