Das könnte Ihnen auch gefallen
- Using Preliminary Hazard Analysis To Determine Equipment and Instrument Requalification FrequencyDokument7 SeitenUsing Preliminary Hazard Analysis To Determine Equipment and Instrument Requalification Frequencyrodcam1Noch keine Bewertungen
- Pharmaceutical Industry Best PracticeDokument14 SeitenPharmaceutical Industry Best PracticeKada med kamelNoch keine Bewertungen
- How To Achieve Zero AccidentDokument108 SeitenHow To Achieve Zero AccidentAjit BhosaleNoch keine Bewertungen
- Ignition Hazards Caused by Electrostatic Charges in Industrial ProcessesDokument23 SeitenIgnition Hazards Caused by Electrostatic Charges in Industrial ProcessesEmran UmerNoch keine Bewertungen
- AIHce Pharma Forum Quality Risk-MaPP Implications - EditedDokument28 SeitenAIHce Pharma Forum Quality Risk-MaPP Implications - EditedipliprensNoch keine Bewertungen
- PSE Module 5.3 - Human FactorsDokument33 SeitenPSE Module 5.3 - Human FactorsborrowmanaNoch keine Bewertungen
- Engineers View of Human Error - KletzDokument53 SeitenEngineers View of Human Error - KletzRdW992049RdWNoch keine Bewertungen
- TSH-Laboratory Fume Hood PDFDokument168 SeitenTSH-Laboratory Fume Hood PDFay_man713Noch keine Bewertungen
- HAZOP Study Report TemplateDokument1 SeiteHAZOP Study Report TemplateTemitayo Elizabeth OgunbiyiNoch keine Bewertungen
- Enterprise PSM Development, Implementation and AuditingDokument6 SeitenEnterprise PSM Development, Implementation and AuditingRicardo L.Noch keine Bewertungen
- DOE HDBK 1208 2012 - VOL1 - Update PDFDokument253 SeitenDOE HDBK 1208 2012 - VOL1 - Update PDFHermawan AgusNoch keine Bewertungen
- Guidelines for Process Safety in Bioprocess Manufacturing FacilitiesVon EverandGuidelines for Process Safety in Bioprocess Manufacturing FacilitiesNoch keine Bewertungen
- Active Pharmaceutical Ingredients - Development, Manufacturing, and Regulation, Second Edition (Drugs and The Pharmaceutical Sciences) - 9781439803363 - Medicine & Health Science Books @Dokument13 SeitenActive Pharmaceutical Ingredients - Development, Manufacturing, and Regulation, Second Edition (Drugs and The Pharmaceutical Sciences) - 9781439803363 - Medicine & Health Science Books @Marwa Ahmed100% (1)
- Risk Analysis of A Typical Chemical Industry Using ORA ProcedureDokument17 SeitenRisk Analysis of A Typical Chemical Industry Using ORA ProcedureUsama NiaziNoch keine Bewertungen
- c1079 USP36 PDFDokument8 Seitenc1079 USP36 PDFHassan HoudoudNoch keine Bewertungen
- Safety Books Collection 1Dokument3 SeitenSafety Books Collection 1Román SpartácusNoch keine Bewertungen
- Torbeck, L - Validation With Designed of Experiments (APRESENTAÇÃO)Dokument39 SeitenTorbeck, L - Validation With Designed of Experiments (APRESENTAÇÃO)Luis Gustavo PachecoNoch keine Bewertungen
- Xbar and R - Xbar and S Charts - X and MR Charts - Coursera (OK)Dokument18 SeitenXbar and R - Xbar and S Charts - X and MR Charts - Coursera (OK)nguyenvandongNoch keine Bewertungen
- Who Inspection Hormone Product Manufacturing Facilities 2008 PDFDokument15 SeitenWho Inspection Hormone Product Manufacturing Facilities 2008 PDFphamuyenthuNoch keine Bewertungen
- A Quantitative Individual Risk Assessment Method in Process Facilities With Toxic Gas Release Hazards A Combined Scenario Set and CFD ApproachDokument9 SeitenA Quantitative Individual Risk Assessment Method in Process Facilities With Toxic Gas Release Hazards A Combined Scenario Set and CFD ApproachSteven100% (1)
- Process Control and Industrial Automation Complete Self-Assessment GuideVon EverandProcess Control and Industrial Automation Complete Self-Assessment GuideNoch keine Bewertungen
- WHO IVB 14.07 EngDokument14 SeitenWHO IVB 14.07 EnggineNoch keine Bewertungen
- Process Safety Management AuditDokument53 SeitenProcess Safety Management AuditKarim EssamNoch keine Bewertungen
- Hazardous Substances and Human Health: Exposure, Impact and External Cost Assessment at the European ScaleVon EverandHazardous Substances and Human Health: Exposure, Impact and External Cost Assessment at the European ScaleNoch keine Bewertungen
- Accident CausationDokument45 SeitenAccident Causationrealneil_1100% (1)
- Hazard AnalysisDokument12 SeitenHazard AnalysisUr FriendNoch keine Bewertungen
- HAZOPDokument15 SeitenHAZOPakshitppe11Noch keine Bewertungen
- Basic Principles of GMP Basic Principles of GMPDokument33 SeitenBasic Principles of GMP Basic Principles of GMPTahir KhanNoch keine Bewertungen
- HazopDokument5 SeitenHazopMohammed KhatibNoch keine Bewertungen
- Risk Assessment in The Pharmaceutical Industry ToxicologyDokument41 SeitenRisk Assessment in The Pharmaceutical Industry ToxicologyJasonNoch keine Bewertungen
- 2002 07 Beacon English 0Dokument1 Seite2002 07 Beacon English 0Eslam HusseinNoch keine Bewertungen
- TA Chemicals Guide en LRDokument24 SeitenTA Chemicals Guide en LRYehor HorbatkoNoch keine Bewertungen
- Risk Ass Hazob Safe DesignDokument19 SeitenRisk Ass Hazob Safe DesignAbdurrahman OsailanNoch keine Bewertungen
- Leseprobe FundamentalsDokument14 SeitenLeseprobe FundamentalsDinesh SenathipathiNoch keine Bewertungen
- Project Engineering Under ASTM E2500: Presentation ObjectiveDokument28 SeitenProject Engineering Under ASTM E2500: Presentation ObjectiveBiopharma0% (1)
- Hopkins Thinking About Process Safety IndicatorsDokument16 SeitenHopkins Thinking About Process Safety Indicatorsbinapaniki6520100% (1)
- Pocket Guide For PSMDokument10 SeitenPocket Guide For PSMsumairkhalidNoch keine Bewertungen
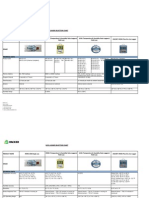
- Data Logger Selection Chart Vacker Dubai UAEDokument10 SeitenData Logger Selection Chart Vacker Dubai UAEVacker Group UAENoch keine Bewertungen
- One Day Seminar: A Report ForDokument5 SeitenOne Day Seminar: A Report ForBrijesh100% (1)
- Best Practice Management of Change & PSSR ProcessDokument14 SeitenBest Practice Management of Change & PSSR Processkirandevi1981Noch keine Bewertungen
- 〈1229.1〉 Steam Sterilization by Direct ContactDokument3 Seiten〈1229.1〉 Steam Sterilization by Direct ContactAhckarawinThummaneeNoch keine Bewertungen
- Risk Management of Complex Inorganic Materials: A Practical GuideVon EverandRisk Management of Complex Inorganic Materials: A Practical GuideViolaine VerougstraeteNoch keine Bewertungen
- (Pharma-Tech Assignment) : Fire Hazards IN Pharmaceutical IndustryDokument6 Seiten(Pharma-Tech Assignment) : Fire Hazards IN Pharmaceutical IndustryZulqarnain AslamNoch keine Bewertungen
- Amyotte Inherent SafetyDokument14 SeitenAmyotte Inherent Safetydonho2Noch keine Bewertungen
- Q9 Executive SummaryDokument16 SeitenQ9 Executive SummaryNarendrakumarNoch keine Bewertungen
- Paracetamol DegradationDokument9 SeitenParacetamol DegradationTruyền Phạm MinhNoch keine Bewertungen
- HASILT - An - Intelligent Software Platform For HAZOP - LOPA - SRS and SIL VerificationDokument9 SeitenHASILT - An - Intelligent Software Platform For HAZOP - LOPA - SRS and SIL VerificationRonyNoch keine Bewertungen
- Human ErrorDokument48 SeitenHuman ErrorNasir DanialNoch keine Bewertungen
- Software Validation A Complete Guide - 2020 EditionVon EverandSoftware Validation A Complete Guide - 2020 EditionNoch keine Bewertungen
- Potent Drugs HandlingDokument4 SeitenPotent Drugs HandlingOMKAR BHAVLENoch keine Bewertungen
- Structured What If Technique A Complete Guide - 2020 EditionVon EverandStructured What If Technique A Complete Guide - 2020 EditionNoch keine Bewertungen
- ADC Skan Occupational SafetyDokument6 SeitenADC Skan Occupational SafetyjmittalNoch keine Bewertungen
- Impact Assessment Recommended PracticeDokument17 SeitenImpact Assessment Recommended PracticeDidik SokoNoch keine Bewertungen
- Data Integrity and Compliance: A Primer for Medical Product ManufacturersVon EverandData Integrity and Compliance: A Primer for Medical Product ManufacturersNoch keine Bewertungen
- Day 2-Session 5 - Introduction To Lean CQVDokument16 SeitenDay 2-Session 5 - Introduction To Lean CQVFikri Firmansah Musa100% (1)
- FTA Chemical PlantDokument109 SeitenFTA Chemical PlantNur AmaninaNoch keine Bewertungen
- Efficient PHA of Non-Continuous Operating ModesDokument25 SeitenEfficient PHA of Non-Continuous Operating ModesShakirNoch keine Bewertungen
- Printable Low-Cost and Exible Carbon Nanotube Buckypaper Motion SensorsDokument8 SeitenPrintable Low-Cost and Exible Carbon Nanotube Buckypaper Motion SensorsSolehah OmarNoch keine Bewertungen
- Membranes 07 00016 v2Dokument21 SeitenMembranes 07 00016 v2Solehah OmarNoch keine Bewertungen
- Enter Pre NuerDokument35 SeitenEnter Pre NuerSolehah OmarNoch keine Bewertungen
- Site LocationDokument8 SeitenSite LocationSolehah OmarNoch keine Bewertungen
- Chapter 3 Operation PlanDokument5 SeitenChapter 3 Operation PlanSolehah OmarNoch keine Bewertungen
- Design Project 2013Dokument154 SeitenDesign Project 2013Fahad HussainNoch keine Bewertungen
- Answer Tutorial 2Dokument4 SeitenAnswer Tutorial 2Solehah OmarNoch keine Bewertungen
- Assignment 1 JawapanDokument4 SeitenAssignment 1 JawapanSolehah OmarNoch keine Bewertungen
- Design Guidelines For Amine PlantsDokument21 SeitenDesign Guidelines For Amine Plantsargacho100% (2)
- CO Technology Centre Mongstad - Design, Functionality and Emissions of The Amine PlantDokument7 SeitenCO Technology Centre Mongstad - Design, Functionality and Emissions of The Amine PlantSolehah OmarNoch keine Bewertungen
- Assignment 1Dokument5 SeitenAssignment 1Solehah OmarNoch keine Bewertungen
- DWG No. SA Drawn by - QTY - Checked by - DateDokument1 SeiteDWG No. SA Drawn by - QTY - Checked by - DateSolehah OmarNoch keine Bewertungen
- Chapter 8aDokument157 SeitenChapter 8aSolehah OmarNoch keine Bewertungen
- Study of Mass Transfer Correlations For Intensified Absorbers in Post-Combustion CO Capture Based On Chemical AbsorptionDokument7 SeitenStudy of Mass Transfer Correlations For Intensified Absorbers in Post-Combustion CO Capture Based On Chemical AbsorptionSolehah OmarNoch keine Bewertungen
- Chapter 2Dokument27 SeitenChapter 2Solehah OmarNoch keine Bewertungen
- CC BY-NC-ND LicenseDokument8 SeitenCC BY-NC-ND LicenseSolehah OmarNoch keine Bewertungen
- Chapter 4Dokument23 SeitenChapter 4Solehah OmarNoch keine Bewertungen
- Chapter 3Dokument24 SeitenChapter 3Solehah OmarNoch keine Bewertungen
- Chapter 1 Correction LHDokument65 SeitenChapter 1 Correction LHSolehah OmarNoch keine Bewertungen
- Chapter 5Dokument37 SeitenChapter 5Solehah OmarNoch keine Bewertungen
- Chapter 3Dokument24 SeitenChapter 3Solehah OmarNoch keine Bewertungen
- Chapter 2 Correction LHDokument25 SeitenChapter 2 Correction LHSolehah OmarNoch keine Bewertungen
- Chapter 3Dokument24 SeitenChapter 3Solehah OmarNoch keine Bewertungen
- Chapter 1Dokument70 SeitenChapter 1Solehah OmarNoch keine Bewertungen
- Rplug Name R-701: PolynrtlDokument13 SeitenRplug Name R-701: PolynrtlSolehah OmarNoch keine Bewertungen
- Production of Phthalic Anhydride by Oxidation of Ortho-XyleneDokument10 SeitenProduction of Phthalic Anhydride by Oxidation of Ortho-XyleneSolehah OmarNoch keine Bewertungen
- SB Elastomers Final PresentationDokument136 SeitenSB Elastomers Final Presentationshella168Noch keine Bewertungen
- Material BalanceDokument8 SeitenMaterial BalanceSolehah OmarNoch keine Bewertungen
- SITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorDokument2 SeitenSITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorSolehah OmarNoch keine Bewertungen
- Table 2.1: Chemical Plant Cost Value Index (CEP Index) Year CEP Year CEP Year CEPDokument6 SeitenTable 2.1: Chemical Plant Cost Value Index (CEP Index) Year CEP Year CEP Year CEPSolehah OmarNoch keine Bewertungen
- Key Principles of Risk ManagementDokument20 SeitenKey Principles of Risk ManagementKETENoch keine Bewertungen
- Job Description Senior Process EngineerDokument2 SeitenJob Description Senior Process EngineeryemiNoch keine Bewertungen
- HAZOP Guide To Best PracticeDokument174 SeitenHAZOP Guide To Best PracticeAtlante Global Transport100% (1)
- Understanding Process Safety ManagementDokument8 SeitenUnderstanding Process Safety ManagementJorge Valdivia100% (4)
- AI-PS Element Guide No 7Dokument11 SeitenAI-PS Element Guide No 7alokcNoch keine Bewertungen
- Process Safety StudyDokument33 SeitenProcess Safety Studyadilmomin45100% (3)
- DRAFT WSH Guidelines On Process Hazards Analysis - For Public Consultation (6 Jun - 4 Jul 2016)Dokument38 SeitenDRAFT WSH Guidelines On Process Hazards Analysis - For Public Consultation (6 Jun - 4 Jul 2016)m_saminathanNoch keine Bewertungen
- L4 PHA Student HandoutDokument165 SeitenL4 PHA Student Handoutjosethompson100% (2)
- HazopDokument13 SeitenHazopKinosraj KumaranNoch keine Bewertungen
- PCSM FAQsDokument3 SeitenPCSM FAQsDHRUV SONAGARANoch keine Bewertungen
- Risk Management Studies of Water Reticulation at Seksyen 8Dokument45 SeitenRisk Management Studies of Water Reticulation at Seksyen 8Iqmer LazuardiNoch keine Bewertungen
- AIGA 022 - 05 Code of Practice For AcetyleneDokument89 SeitenAIGA 022 - 05 Code of Practice For AcetyleneFrancisco Campos ParadaNoch keine Bewertungen
- DNV DSS 105Dokument47 SeitenDNV DSS 105Noralia Amanina OsmanNoch keine Bewertungen
- Getting HSE Right A Guide For BP Managers 2001Dokument62 SeitenGetting HSE Right A Guide For BP Managers 2001Muhammad Labib Subhani0% (1)
- Risk Management Methods and Tools For PharmaceuticalsDokument4 SeitenRisk Management Methods and Tools For Pharmaceuticalsrobit SiddikiNoch keine Bewertungen
- ISO 55001 Standard Certification Plant Wellness WayDokument18 SeitenISO 55001 Standard Certification Plant Wellness WayRoberto Angel Grangeno100% (4)
- Process Safety Management: Standardizing Safe Operating Limit InformationDokument13 SeitenProcess Safety Management: Standardizing Safe Operating Limit Informationzubin OchasNoch keine Bewertungen
- Session EightDokument46 SeitenSession EightYosita Dyah AninditaNoch keine Bewertungen
- Aldelia Vacancy - Lead Static Mechanical Engineer - DubaiDokument2 SeitenAldelia Vacancy - Lead Static Mechanical Engineer - Dubaihard_stone12Noch keine Bewertungen
- FEED Deliverable List (Sample) - The Project Definition PDFDokument5 SeitenFEED Deliverable List (Sample) - The Project Definition PDFbecpavanNoch keine Bewertungen
- Energize Hazop: Case HistoriesDokument6 SeitenEnergize Hazop: Case Historiesshobhit2310Noch keine Bewertungen
- Petronas Technical Standards: Petronas Risk Based Inspection (Prbi) ImplementationDokument43 SeitenPetronas Technical Standards: Petronas Risk Based Inspection (Prbi) Implementationahmadreza777Noch keine Bewertungen
- CSB PM - Thermal Decomposition Incident BP AMOCO PolymersDokument37 SeitenCSB PM - Thermal Decomposition Incident BP AMOCO Polymersrieza_fNoch keine Bewertungen
- Hazid Hazop Sil TorDokument24 SeitenHazid Hazop Sil Torabboud50% (2)
- Hazop Day 1Dokument76 SeitenHazop Day 1vermond.lainezNoch keine Bewertungen
- Comparison of Pha Methods PDFDokument10 SeitenComparison of Pha Methods PDFQayyum KhanNoch keine Bewertungen
- AIM Manual - (AIMS) PDFDokument113 SeitenAIM Manual - (AIMS) PDFMochamad Irvan MaulanaNoch keine Bewertungen
- A Knowledge-Based Framework For Automating HAZOP Analysis: A A A or A ADokument10 SeitenA Knowledge-Based Framework For Automating HAZOP Analysis: A A A or A Aadrian haimNoch keine Bewertungen
- Hse ProcedureDokument47 SeitenHse Proceduremarius_brkt6284Noch keine Bewertungen
- Document Title: EHS&SR Risk Management Key ProcessDokument29 SeitenDocument Title: EHS&SR Risk Management Key ProcessDidik SokoNoch keine Bewertungen