Das könnte Ihnen auch gefallen
- Planes de Mantenimiento ProcopetDokument3 SeitenPlanes de Mantenimiento ProcopetLgvasquez Vásquez100% (2)
- 7 Tracto-CamionDokument4 Seiten7 Tracto-CamionWilmer Cespedes100% (3)
- Matriz de EppDokument13 SeitenMatriz de EppWalter Jose Moreno EscalanteNoch keine Bewertungen
- WellSharp Formula Spanish PDFDokument5 SeitenWellSharp Formula Spanish PDFBelu Castro100% (1)
- Permiso de Trabajo en AlturaDokument2 SeitenPermiso de Trabajo en AlturaWalter Jose Moreno Escalante100% (1)
- 1.sociología AmbientalDokument5 Seiten1.sociología AmbientalAlexhander Zuñiga TrilloNoch keine Bewertungen
- PowerFlex 527 Missing Motor Model and Motor Analyzer Categories in Axis PropertiesDokument54 SeitenPowerFlex 527 Missing Motor Model and Motor Analyzer Categories in Axis PropertiesPaul Ramos CarcaustoNoch keine Bewertungen
- 3-Inspeccion Visual y Dimensional en Conexiones Api en CampoDokument12 Seiten3-Inspeccion Visual y Dimensional en Conexiones Api en CampoJorge Eduardo GordilloNoch keine Bewertungen
- Plan de Mantencion Guzzler ClassicDokument1 SeitePlan de Mantencion Guzzler ClassicPapuloNoch keine Bewertungen
- LM55 ManttoDokument1 SeiteLM55 ManttoandyNoch keine Bewertungen
- Diagrana BimanualDokument1 SeiteDiagrana BimanualJohny YanezNoch keine Bewertungen
- Fabricacion de Un LapizDokument10 SeitenFabricacion de Un LapizJuan Diego SalasarNoch keine Bewertungen
- Preoperacional Motoniveladora 2Dokument2 SeitenPreoperacional Motoniveladora 2SANCADA MOHAMEDNoch keine Bewertungen
- Posibles Causas de Problemas en Las Bombas Contra Incendio NFPA 20Dokument1 SeitePosibles Causas de Problemas en Las Bombas Contra Incendio NFPA 20edwinsazzz100% (1)
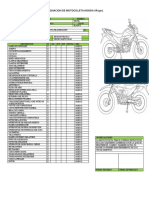
- Asignacion de Motocicleta PucacolpaDokument1 SeiteAsignacion de Motocicleta PucacolpaJuan Aguilar QuispeNoch keine Bewertungen
- Formato de Diagrama Bimanual y Formato de EjerciciosDokument14 SeitenFormato de Diagrama Bimanual y Formato de EjerciciosJorge Gamarra TolentinoNoch keine Bewertungen
- Plan - Mantenimiento - Llenadora - BotellasDokument9 SeitenPlan - Mantenimiento - Llenadora - BotellasLigia TolozaNoch keine Bewertungen
- Pregunta 3 - DOPDokument1 SeitePregunta 3 - DOPYeraldin Roque CalzadaNoch keine Bewertungen
- Ejemplos Diagrama Bimanual - SolucionesDokument15 SeitenEjemplos Diagrama Bimanual - SolucionesRicardo GonzalesNoch keine Bewertungen
- For GH 104 Inspeccion de GuadanaDokument10 SeitenFor GH 104 Inspeccion de GuadanaJoe DoranteNoch keine Bewertungen
- Formato de Diagrama Bimanual Excel 5 PDF FreeDokument9 SeitenFormato de Diagrama Bimanual Excel 5 PDF FreeJorge RuedaNoch keine Bewertungen
- Plantilla de Formulas IADCDokument4 SeitenPlantilla de Formulas IADCRojo VMMX100% (2)
- Producto: Plan de Alimentación LecheríaDokument1 SeiteProducto: Plan de Alimentación Lecheríamarcela carvajal casallasNoch keine Bewertungen
- Ejemplo Bimanual 1Dokument5 SeitenEjemplo Bimanual 1Víctor Andre Sebas CunoNoch keine Bewertungen
- Ingeniería de MétodosDokument8 SeitenIngeniería de MétodosMARÍA ALEJANDRA MERCADO ROJASNoch keine Bewertungen
- DiscoveryDokument1 SeiteDiscoveryfernando oteizaNoch keine Bewertungen
- Semana 8Dokument15 SeitenSemana 8Aldair GRNoch keine Bewertungen
- Prentacion-Final (1) (Autoguardado)Dokument11 SeitenPrentacion-Final (1) (Autoguardado)DE LA Cruz Solis AnaliNoch keine Bewertungen
- Wilkert Cuadro 064405Dokument1 SeiteWilkert Cuadro 064405Wilkert ColinaNoch keine Bewertungen
- Limpieza Extracción - en ProcesoDokument5 SeitenLimpieza Extracción - en ProcesoAnonymous bpRA0Hu8Noch keine Bewertungen
- Ecuación PatrimonialDokument3 SeitenEcuación PatrimonialAnthony HernandezNoch keine Bewertungen
- Preoperacional Vehículo y MaquinariaDokument3 SeitenPreoperacional Vehículo y MaquinariaJuank Karlos BedoyaNoch keine Bewertungen
- Ejemplos Diagrama Bimanual - SolucionesDokument14 SeitenEjemplos Diagrama Bimanual - SolucionesJs csNoch keine Bewertungen
- AC21038 - Lookahead 02.05.22Dokument11 SeitenAC21038 - Lookahead 02.05.22Miriam LopezNoch keine Bewertungen
- ACTA de Entrega 015 VOLVO AHI 858 PDFDokument5 SeitenACTA de Entrega 015 VOLVO AHI 858 PDFFreddy VillegasNoch keine Bewertungen
- Tema 8 - CierreDokument3 SeitenTema 8 - CierreGollito RojasNoch keine Bewertungen
- Gimnasia Cerebral Combinaciones y BeneficiosDokument1 SeiteGimnasia Cerebral Combinaciones y BeneficiosRaquel Garcia LNoch keine Bewertungen
- Diagrama Bimanual (Examen)Dokument6 SeitenDiagrama Bimanual (Examen)Rodolfo MartínezNoch keine Bewertungen
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDokument13 SeitenFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialJhoncito Huarac ValderramaNoch keine Bewertungen
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDokument13 SeitenFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialJhoncito Huarac ValderramaNoch keine Bewertungen
- PLAN DE MANTENIMIENTO - MATHIEU Azura MC200Dokument3 SeitenPLAN DE MANTENIMIENTO - MATHIEU Azura MC200Wilfer Pimiento RuedaNoch keine Bewertungen
- CONTABILIDADDokument2 SeitenCONTABILIDADAna Lucia Bustos TorresNoch keine Bewertungen
- Tabla de Mantenimiento ConsumiblesDokument1 SeiteTabla de Mantenimiento ConsumiblesMultiservis MelNoch keine Bewertungen
- EdT Elementos Fernando Torres. ADokument3 SeitenEdT Elementos Fernando Torres. Afernando miguel torres zevallosNoch keine Bewertungen
- Guía #4Dokument20 SeitenGuía #4Paulina Medina GrandaNoch keine Bewertungen
- Pauta Mantenimiento HOSP CAUQUENESDokument1 SeitePauta Mantenimiento HOSP CAUQUENESjorge espinozaNoch keine Bewertungen
- Diagrama BimanualDokument4 SeitenDiagrama BimanualAlberto ZumayaNoch keine Bewertungen
- Carta de Presentación ConvenioDokument4 SeitenCarta de Presentación ConvenioElifio Cortes Maza100% (2)
- DiseñoII Unidad4Dokument50 SeitenDiseñoII Unidad4Fernando VillamizarNoch keine Bewertungen
- Diagrama 9ADokument1 SeiteDiagrama 9AFreddy NajarroNoch keine Bewertungen
- MMAD - MMAD-209 - CUADERNO - DE - INFORMES (Reparado)Dokument12 SeitenMMAD - MMAD-209 - CUADERNO - DE - INFORMES (Reparado)Jhovani ACNoch keine Bewertungen
- Plan de Muestreo Microbiologico RESGASADokument4 SeitenPlan de Muestreo Microbiologico RESGASApablo daniel calderon vegaNoch keine Bewertungen
- Documento de Proceso - BIC Diego QuelalDokument3 SeitenDocumento de Proceso - BIC Diego QuelalDiego QuelalNoch keine Bewertungen
- 13.05.22levantamiento Accesorios, Artefactos y Otros - DepartamentosDokument43 Seiten13.05.22levantamiento Accesorios, Artefactos y Otros - Departamentoslaura.castilloNoch keine Bewertungen
- Dap Pa01 Ingmetodos TeoDokument1 SeiteDap Pa01 Ingmetodos TeoJohn Teo Olortegui SolorzanoNoch keine Bewertungen
- Tarea 7Dokument26 SeitenTarea 7THE NOOBS Morales PabloNoch keine Bewertungen
- Atajos ExcelDokument1 SeiteAtajos ExcelOscarNoch keine Bewertungen
- VG 103 (0.25X0.45)Dokument7 SeitenVG 103 (0.25X0.45)Vincen Coronel CalleNoch keine Bewertungen
- Clasificacion de CuentasDokument2 SeitenClasificacion de CuentasMelany AlfaroNoch keine Bewertungen
- Mapa de Prestaciones Secretaría de Educación Jalisco - 1Dokument14 SeitenMapa de Prestaciones Secretaría de Educación Jalisco - 1Jose G RodriguezNoch keine Bewertungen
- Formato Informe o Quejalaiala Del Villar 2Dokument1 SeiteFormato Informe o Quejalaiala Del Villar 2Walter Jose Moreno EscalanteNoch keine Bewertungen
- DuraluminioDokument6 SeitenDuraluminioWalter Jose Moreno EscalanteNoch keine Bewertungen
- 13 - Miscibilidad de PlasticosDokument8 Seiten13 - Miscibilidad de PlasticosWalter Jose Moreno EscalanteNoch keine Bewertungen
- Examen de PlasticosDokument1 SeiteExamen de PlasticosWalter Jose Moreno EscalanteNoch keine Bewertungen
- Relacion D IntensificacionDokument8 SeitenRelacion D IntensificacionWalter Jose Moreno Escalante0% (1)
- Reporte de Práctica 6 Lab. InyeccionDokument6 SeitenReporte de Práctica 6 Lab. InyeccionWalter Jose Moreno EscalanteNoch keine Bewertungen
- Acuerdo Sena 0012 1985 Unidad TecnicaDokument11 SeitenAcuerdo Sena 0012 1985 Unidad TecnicaWalter Jose Moreno EscalanteNoch keine Bewertungen
- Relacion D IntensificacionDokument8 SeitenRelacion D IntensificacionWalter Jose Moreno Escalante0% (1)
- Relacion D IntensificacionDokument8 SeitenRelacion D IntensificacionWalter Jose Moreno EscalanteNoch keine Bewertungen
- Acuerdo - Sena - 0008 - 1997 Estatuto de La FPDokument22 SeitenAcuerdo - Sena - 0008 - 1997 Estatuto de La FPWalter Jose Moreno EscalanteNoch keine Bewertungen
- Templo Santo DomingoDokument86 SeitenTemplo Santo DomingoAdriana CruzNoch keine Bewertungen
- Relación Entre Los Principios Del Derecho Internacional Público y Derecho Internacional PrivadoDokument6 SeitenRelación Entre Los Principios Del Derecho Internacional Público y Derecho Internacional PrivadoMortycierNoch keine Bewertungen
- 16PFDokument36 Seiten16PFAngela Maria RodriguezNoch keine Bewertungen
- Comparativo Ley 1438 de 2011 y Ley 1751 de 2015Dokument11 SeitenComparativo Ley 1438 de 2011 y Ley 1751 de 2015paola ramirez0% (1)
- Trabajo Practico Psicologia LaboralDokument8 SeitenTrabajo Practico Psicologia LaboralRonaldoCarlosNoch keine Bewertungen
- Principios de La ArquitecturaDokument2 SeitenPrincipios de La Arquitecturaqtcris_91Noch keine Bewertungen
- Teoria BásicaDokument3 SeitenTeoria BásicaDavid MorenoNoch keine Bewertungen
- Examen Unida 2 Costos y PresupuestosDokument7 SeitenExamen Unida 2 Costos y PresupuestosGESTION DOCUMENTALNoch keine Bewertungen
- Multiplicacion de Numeros NaturalesDokument3 SeitenMultiplicacion de Numeros NaturalesSan Romero CamposNoch keine Bewertungen
- SVCS de Inf AeronáuticaDokument11 SeitenSVCS de Inf AeronáuticacontroladoraereoNoch keine Bewertungen
- Ensayo ClústerDokument3 SeitenEnsayo ClústerAlexis RuizNoch keine Bewertungen
- Sistema Numérico Según Los Incas (Semana13-14)Dokument9 SeitenSistema Numérico Según Los Incas (Semana13-14)AnthonyZamoraNoch keine Bewertungen
- GK700 7 Mat - Laboratorio SDokument62 SeitenGK700 7 Mat - Laboratorio SlamejormusicaerestuNoch keine Bewertungen
- Nutria GiganteDokument5 SeitenNutria GiganteJhan Alexis LlanosNoch keine Bewertungen
- Costo Empresarial Taller 05Dokument2 SeitenCosto Empresarial Taller 05Stanly OlivaresNoch keine Bewertungen
- Examen Diagramas CircularesDokument3 SeitenExamen Diagramas CircularesCarlos Saul Mayor PovedaNoch keine Bewertungen
- Arboles RecorridoDokument6 SeitenArboles RecorridokacrenerNoch keine Bewertungen
- Ferreyra, Gustavo Raúl Contra Benito Roggio e Hijos S.A. y Otra. Indemnización Por Daños y PerjuiDokument5 SeitenFerreyra, Gustavo Raúl Contra Benito Roggio e Hijos S.A. y Otra. Indemnización Por Daños y PerjuiMonica AranguizNoch keine Bewertungen
- El Metodo de InvestigaDokument17 SeitenEl Metodo de InvestigaT L Jho Jans WellNoch keine Bewertungen
- Tarea 3 de Ciencias Soc. en El Nivel Inicial RosaDokument15 SeitenTarea 3 de Ciencias Soc. en El Nivel Inicial RosaCarina Rosario100% (2)
- Fortalecimiento Organizacional de Pequeños Productores CampesinosDokument20 SeitenFortalecimiento Organizacional de Pequeños Productores CampesinosAgustin TuyaNoch keine Bewertungen
- NCH 1534 1 1979 PDFDokument12 SeitenNCH 1534 1 1979 PDFBÁRBARA RUIZNoch keine Bewertungen
- Examen - Tarea 2-Semana 4Dokument5 SeitenExamen - Tarea 2-Semana 4Misael LoayzaNoch keine Bewertungen
- Unidad IV Tipologia de Textos OralesDokument11 SeitenUnidad IV Tipologia de Textos OralesCARLOS ALBERTOMASS GUERRA ESTUDIANTENoch keine Bewertungen
- 6to Grado - Bimestre 1Dokument10 Seiten6to Grado - Bimestre 1Yulenni MejíaNoch keine Bewertungen
- Guia Elaborar Producto Artesanal en Corteza Vegetal Dura EditadaDokument6 SeitenGuia Elaborar Producto Artesanal en Corteza Vegetal Dura EditadaJackeline Santacruz TimaránNoch keine Bewertungen
- Caracteristicas Del KOP Y EOBDokument2 SeitenCaracteristicas Del KOP Y EOBjaime hernandezNoch keine Bewertungen
- TEORIA ANTROPOLOGICA EnfermeriaDokument31 SeitenTEORIA ANTROPOLOGICA EnfermeriaCarrizo ThiagoNoch keine Bewertungen