Das könnte Ihnen auch gefallen
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónVon EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónBewertung: 4 von 5 Sternen4/5 (1)
- PRÁCTICA 3. EngranajesDokument17 SeitenPRÁCTICA 3. EngranajesMarina MgNoch keine Bewertungen
- Montaje y reparación de los sistemas mecánicos. FMEE0208Von EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Bewertung: 4 von 5 Sternen4/5 (1)
- Corte Por Arranque de Viruta Con MaquinaDokument3 SeitenCorte Por Arranque de Viruta Con MaquinaFranklin SanchezNoch keine Bewertungen
- Procesos de ManufacturaDokument21 SeitenProcesos de ManufacturacarNoch keine Bewertungen
- Práctica GoniómetroDokument7 SeitenPráctica GoniómetroChristian Pérez0% (1)
- Capitulo 14Dokument22 SeitenCapitulo 14Fabricio CalapiñaNoch keine Bewertungen
- Instrumentos de MedidaDokument46 SeitenInstrumentos de Medidajohana piambaNoch keine Bewertungen
- Torneado Cónico - ACABADODokument13 SeitenTorneado Cónico - ACABADOPaolita BrunoNoch keine Bewertungen
- Practica7 SalazardanielDokument14 SeitenPractica7 SalazardanielDanieel CastroNoch keine Bewertungen
- 5 10 19 24 MecanismosDokument4 Seiten5 10 19 24 Mecanismoshector ortizNoch keine Bewertungen
- Ciencia de Los Materiales ESIMEDokument105 SeitenCiencia de Los Materiales ESIMEJose Pablo Ortega Garcia100% (2)
- Proyecto AnalisisDokument37 SeitenProyecto Analisisjustinnnnnnn100% (1)
- Diapositivas CalibradoresDokument11 SeitenDiapositivas CalibradoresAnonymous alqbtmrlWnNoch keine Bewertungen
- Cuenta HilosDokument2 SeitenCuenta HilosIgnacio Romero100% (1)
- Curva de Fricción de Un SistemaDokument2 SeitenCurva de Fricción de Un SistemaTeresa BalderasNoch keine Bewertungen
- 0939 Procesos de Fabricación 2018-19Dokument17 Seiten0939 Procesos de Fabricación 2018-19MaiteFrancoNoch keine Bewertungen
- Diseno de MecanismosDokument7 SeitenDiseno de MecanismosExiquio Esparza100% (1)
- Sensor Optico FESTODokument2 SeitenSensor Optico FESTOperuhayaNoch keine Bewertungen
- Practica 4. Medidor de AlturasDokument7 SeitenPractica 4. Medidor de AlturasJesse Jesús SánchezNoch keine Bewertungen
- Analisis y Sintesis de MecanismosDokument114 SeitenAnalisis y Sintesis de MecanismosArmando Mg100% (1)
- Fresadoras ExposicionDokument27 SeitenFresadoras ExposicionricardoNoch keine Bewertungen
- Practica 17Dokument5 SeitenPractica 17Jacke AngelesNoch keine Bewertungen
- Informe Rueda GinebraDokument7 SeitenInforme Rueda GinebraKevin EspínNoch keine Bewertungen
- DIVISION DIFERENCIAL Mecanica 3 PDFDokument22 SeitenDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaNoch keine Bewertungen
- Ejemplo Diseño Matriz CorteDokument0 SeitenEjemplo Diseño Matriz CorteFrancs PerezNoch keine Bewertungen
- Práctica No. 4 Mecanismo de 4 Barras V2Dokument18 SeitenPráctica No. 4 Mecanismo de 4 Barras V2javierNoch keine Bewertungen
- 01BCS - Mecanismos - Tema1 - 1Dokument79 Seiten01BCS - Mecanismos - Tema1 - 1VerónicaMhNoch keine Bewertungen
- Limadora de CodoDokument6 SeitenLimadora de CodoChristian Pavel Raico ChoqueNoch keine Bewertungen
- Ejercicios 1Dokument3 SeitenEjercicios 1mancetoi20% (1)
- CIZALLADODokument12 SeitenCIZALLADOFer IglesiasNoch keine Bewertungen
- ACTIVIDAD 3 Uniones RemachadasDokument16 SeitenACTIVIDAD 3 Uniones Remachadasalexis100% (1)
- Ensayo de CompresiónDokument12 SeitenEnsayo de CompresiónLucas Andres Yanac DurandNoch keine Bewertungen
- Ejercicios de ElectricidadDokument26 SeitenEjercicios de ElectricidadW Gerard Tinco IpurreNoch keine Bewertungen
- Conizado en TornoDokument3 SeitenConizado en TornoJulian MolinaNoch keine Bewertungen
- Proyector de PerfilesDokument13 SeitenProyector de PerfilesTeddy100% (5)
- Doblado RDokument8 SeitenDoblado RPaco PaqueteNoch keine Bewertungen
- Herramientas Maquinas Trabajo-Walter BartschDokument122 SeitenHerramientas Maquinas Trabajo-Walter BartschJulOr'XR100% (5)
- Aserrado y Limado ManualDokument20 SeitenAserrado y Limado ManualricardogeNoch keine Bewertungen
- Herramientas Del TornoDokument15 SeitenHerramientas Del Tornooscar felixNoch keine Bewertungen
- Análisis Cinemático Del Mecanismo Biela-Manivela-CorrederaDokument15 SeitenAnálisis Cinemático Del Mecanismo Biela-Manivela-CorrederaLuisMRMX0% (2)
- Reporte de Practica GoniometroDokument10 SeitenReporte de Practica GoniometroÁngel Eduardo Godinez ManriqueNoch keine Bewertungen
- Comparador de CarátulaDokument5 SeitenComparador de CarátulaLeandro Fabio Menco AlvarezNoch keine Bewertungen
- Monitoreo de Cargas en Maquinas. JUAN FELIPE URIBE C.1824420Dokument4 SeitenMonitoreo de Cargas en Maquinas. JUAN FELIPE URIBE C.1824420JUAN FELIPE URIBE CIFUENTESNoch keine Bewertungen
- Calculo Excentrica Torno 3 GarrasDokument2 SeitenCalculo Excentrica Torno 3 GarrasCarlos cantalejos ligero67% (3)
- Ejercicios Tema 4Dokument3 SeitenEjercicios Tema 4Victor Reina100% (1)
- Pauta de Taller de MicrometroDokument25 SeitenPauta de Taller de MicrometroTomas Masquimillan PeñaililloNoch keine Bewertungen
- Manual de Prácticas Unidad 1 Control de Motores II - DuarteDokument7 SeitenManual de Prácticas Unidad 1 Control de Motores II - DuarteItz DRabNoch keine Bewertungen
- Semana 1Dokument12 SeitenSemana 1SEBASTIAN ACHURY GUEVARANoch keine Bewertungen
- Ensayos Y Analisis de Materiales para Ingenieria PDFDokument52 SeitenEnsayos Y Analisis de Materiales para Ingenieria PDFPV50% (4)
- 4ab. PRIMERA PRACTICA DIRIGIDADokument6 Seiten4ab. PRIMERA PRACTICA DIRIGIDAarchivos 385Noch keine Bewertungen
- TEMA 6. Tolerancias Dimens. v.2.0 PDFDokument42 SeitenTEMA 6. Tolerancias Dimens. v.2.0 PDFgolesfredyNoch keine Bewertungen
- Ensayo de Deflexion.2Dokument8 SeitenEnsayo de Deflexion.2Sergio S. Zegarra TumiNoch keine Bewertungen
- Cuestionario Armador D TuberiaDokument13 SeitenCuestionario Armador D TuberiaJose Miguel GarciaNoch keine Bewertungen
- Ángulos de CorteDokument11 SeitenÁngulos de CorteEduardo CM100% (1)
- Logica Tercer EncuentroDokument2 SeitenLogica Tercer EncuentroMiguel AngelNoch keine Bewertungen
- Proyector de PerfilesDokument12 SeitenProyector de PerfilescarlosNoch keine Bewertungen
- Di-001 Calibracion Proyectores de Perfiles 2 PDFDokument38 SeitenDi-001 Calibracion Proyectores de Perfiles 2 PDFRaissaPazVasquezNoch keine Bewertungen
- Procedimiento DI-001 para La Calibración de Proyectores de Perfiles PDFDokument38 SeitenProcedimiento DI-001 para La Calibración de Proyectores de Perfiles PDFthantalosNoch keine Bewertungen
- Procedimiento Proyector de PerfilesDokument38 SeitenProcedimiento Proyector de PerfilesWilmer Montoya DonayreNoch keine Bewertungen
- 3 Mecanica JN 1718Dokument1 Seite3 Mecanica JN 1718Marina MgNoch keine Bewertungen
- PRÁCTICA 6. Gráficos Control VariablesDokument4 SeitenPRÁCTICA 6. Gráficos Control VariablesMarina MgNoch keine Bewertungen
- PRÁCTICA 5. RugosidadDokument9 SeitenPRÁCTICA 5. RugosidadMarina Mg0% (1)
- PRÁCTICA 1. CalibracionDokument4 SeitenPRÁCTICA 1. CalibracionMarina MgNoch keine Bewertungen
- Mecanica Horarios 2016-17 0Dokument10 SeitenMecanica Horarios 2016-17 0Marina MgNoch keine Bewertungen
- Reducci N Simetr ADokument4 SeitenReducci N Simetr AafsajghfdNoch keine Bewertungen
- Turno Matutino 2018 PDFDokument10 SeitenTurno Matutino 2018 PDFgato gatoNoch keine Bewertungen
- Manejo de Proyectos Grandes Con Civil 3dDokument6 SeitenManejo de Proyectos Grandes Con Civil 3dMarun Navarro MartinezNoch keine Bewertungen
- 2do Seminario Fisica Basico Adm 2008-IDokument15 Seiten2do Seminario Fisica Basico Adm 2008-IAntonio Montalvo CorreaNoch keine Bewertungen
- Instrumento de Evaluación N°2 Sena AmbientalDokument3 SeitenInstrumento de Evaluación N°2 Sena AmbientalErika AgudeloNoch keine Bewertungen
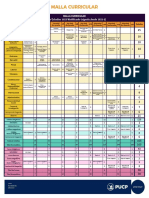
- Malla CurricularDokument1 SeiteMalla CurricularJUAN DIEGO JAUREGUI PINARESNoch keine Bewertungen
- Rubrica SOCIOMOCIONALDokument5 SeitenRubrica SOCIOMOCIONALLaura RamirezNoch keine Bewertungen
- Camino CriticoDokument26 SeitenCamino CriticoEmanuel Santiago ValdezNoch keine Bewertungen
- Protocolo de Actuación Ante La Disrupción en El AulaDokument38 SeitenProtocolo de Actuación Ante La Disrupción en El AulaLesslye SarahiNoch keine Bewertungen
- Resumen PENAL Segun Libro de ZaffaroniDokument186 SeitenResumen PENAL Segun Libro de ZaffaronidaveybaNoch keine Bewertungen
- Prestacion Caso Trabajo y Tiempo en El Siglo XXIDokument11 SeitenPrestacion Caso Trabajo y Tiempo en El Siglo XXIAlba TorrezNoch keine Bewertungen
- ConjuntoDokument4 SeitenConjuntoEstercita VasquezNoch keine Bewertungen
- Problemas de FluidosDokument17 SeitenProblemas de Fluidoserick peña100% (1)
- LIBRODokument3 SeitenLIBROAgus Giraudo0% (1)
- Ec. 4TO Y 5TODokument3 SeitenEc. 4TO Y 5TOfoker01Noch keine Bewertungen
- Evaluacion U Nidad 1 FundamentosDokument7 SeitenEvaluacion U Nidad 1 FundamentosAlbeiro Real100% (1)
- Patrimonio Cultural DiapositivaDokument14 SeitenPatrimonio Cultural DiapositivaNela Milagros Arredondo AlvarezNoch keine Bewertungen
- Identificación de La SituaciónDokument5 SeitenIdentificación de La SituaciónAlejandro DuranNoch keine Bewertungen
- Daniel Moratinos 3er Año B Guia N°3 GHCDokument6 SeitenDaniel Moratinos 3er Año B Guia N°3 GHCfoba87Noch keine Bewertungen
- Proyecto Viaje de Estudios A QuilmesDokument4 SeitenProyecto Viaje de Estudios A QuilmesJimena JoséNoch keine Bewertungen
- Diseño de CanalDokument22 SeitenDiseño de CanalJose Edgar Bernal AndiaNoch keine Bewertungen
- CDa 1bach CC t14 2 MecDokument2 SeitenCDa 1bach CC t14 2 MecLili Nuñez SterlingNoch keine Bewertungen
- 0 1473170630 LosMomentosDelCoachingDokument25 Seiten0 1473170630 LosMomentosDelCoachingAvila LLaurenNoch keine Bewertungen
- Simplificación AdministrativaDokument13 SeitenSimplificación AdministrativaHenry QMNoch keine Bewertungen
- Jared Guerrero - Test Montaje y MantenimientoDokument2 SeitenJared Guerrero - Test Montaje y MantenimientoLuifran MontoyaNoch keine Bewertungen
- Ficha - Conocete A Ti Mismo - Estilos y Estrategias de AprendizajeDokument4 SeitenFicha - Conocete A Ti Mismo - Estilos y Estrategias de AprendizajeYmelda CastañedaNoch keine Bewertungen
- Cómo Trabajar La Anticipación Con Una Persona Con TEADokument3 SeitenCómo Trabajar La Anticipación Con Una Persona Con TEAAndrea Lopez RojasNoch keine Bewertungen
- Plan de Viaje de EstudiosDokument3 SeitenPlan de Viaje de Estudiosbautista100% (4)
- Yo Robot BDokument9 SeitenYo Robot BCarlos BarrientosNoch keine Bewertungen
- Avances en El Aislamiento y Fraccionamiento Del Aceite EsencialDokument10 SeitenAvances en El Aislamiento y Fraccionamiento Del Aceite EsencialingrossNoch keine Bewertungen
- Juana Manso PDFDokument18 SeitenJuana Manso PDFmaeortizNoch keine Bewertungen