Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Ferrite Content ReportDokument2 SeitenFerrite Content ReportJawad MunirNoch keine Bewertungen
- PQR FormatDokument2 SeitenPQR FormatBE GNoch keine Bewertungen
- Metal Casting DefectsDokument32 SeitenMetal Casting Defectsfeni4kaNoch keine Bewertungen
- Virginia Abrasives Sanding Belt CatalogDokument13 SeitenVirginia Abrasives Sanding Belt Catalogmo2lsNoch keine Bewertungen
- Me 8073 - Unconventional Machining Processes: Kothandaraman Nagar, Dindigul - 624 622Dokument2 SeitenMe 8073 - Unconventional Machining Processes: Kothandaraman Nagar, Dindigul - 624 622balajimeieNoch keine Bewertungen
- Fabrication CostDokument6 SeitenFabrication CostChong Cong100% (1)
- Welding Procedure SpecificationsDokument2 SeitenWelding Procedure SpecificationsIOT ISPRLNoch keine Bewertungen
- Surface Hardening of Steel NitridingDokument15 SeitenSurface Hardening of Steel NitridingvikrantNoch keine Bewertungen
- Classification of Metal Removal Processes and Machine ToolsDokument3 SeitenClassification of Metal Removal Processes and Machine ToolsIdeanet 121Noch keine Bewertungen
- Flux Cored Arc WeldingDokument20 SeitenFlux Cored Arc Weldingmarcy luNoch keine Bewertungen
- 4140 High Tensile SteelDokument3 Seiten4140 High Tensile SteelJean Paulo SalvatiNoch keine Bewertungen
- Technical Information - Coating APP. 1 Avk Gate Valves: Blast CleaningDokument2 SeitenTechnical Information - Coating APP. 1 Avk Gate Valves: Blast CleaningIrudhayarajAnthonySamyNoch keine Bewertungen
- (2001) Sutton - What Is Knowledge and Can It Be ManagedDokument9 Seiten(2001) Sutton - What Is Knowledge and Can It Be ManagedJoel RubioNoch keine Bewertungen
- An Industrial Vist Report On Durgapur Steel PlantDokument34 SeitenAn Industrial Vist Report On Durgapur Steel PlantChandarshekar Swaminathan50% (2)
- Proses BubutDokument46 SeitenProses BubutloafNoch keine Bewertungen
- Investment CastingDokument6 SeitenInvestment CastingSparsh DeepNoch keine Bewertungen
- Aircraft MaterialsDokument44 SeitenAircraft MaterialsIan100% (2)
- Fundamentals of Joining ProcessesDokument21 SeitenFundamentals of Joining ProcessesNosta Silva100% (1)
- DIN 7500 D: Thread Forming Screws Steel, Case-HardenedDokument7 SeitenDIN 7500 D: Thread Forming Screws Steel, Case-HardenedParis AnabelNoch keine Bewertungen
- Production Engineer Interview Questions and Answers 1594Dokument11 SeitenProduction Engineer Interview Questions and Answers 1594Rahul RawatNoch keine Bewertungen
- Toshiba E-STUDIO120 150 Parts ListDokument127 SeitenToshiba E-STUDIO120 150 Parts Listkostas_sanNoch keine Bewertungen
- Technical Template GritBlastingDokument2 SeitenTechnical Template GritBlastingkumarkk1969Noch keine Bewertungen
- Fastener CatalogueDokument12 SeitenFastener Cataloguesantomas000Noch keine Bewertungen
- Aditi VosDokument1 SeiteAditi VosXELIXCELINNoch keine Bewertungen
- Fluidtherm - Fluidized Bed FurnacesDokument6 SeitenFluidtherm - Fluidized Bed FurnacesJose SotoNoch keine Bewertungen
- Aluminium Alloy en Aw 6063 Material Data Sheet AlumincoDokument1 SeiteAluminium Alloy en Aw 6063 Material Data Sheet AlumincoVinayak ImadiNoch keine Bewertungen
- Blanking & Piercing TutorialDokument2 SeitenBlanking & Piercing TutorialbananaNoch keine Bewertungen
- 11 Type of DefectsDokument4 Seiten11 Type of DefectsDevaryan MishraNoch keine Bewertungen
- Grit BlastingDokument3 SeitenGrit BlastingVelmurugan BalasubramanianNoch keine Bewertungen
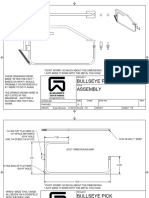
- Bullseye Pick WWW Gwellwood ComDokument5 SeitenBullseye Pick WWW Gwellwood Comkick24502Noch keine Bewertungen